蒸汽發生器水室分隔板焊縫在役自動檢測裝置及其應用
2018-03-07 02:39:32,,,
無損檢測 2018年2期
,,,
(中廣核檢測技術有限公司 蘇州 215021)
在核電廠,一回路主要設備在每個大修期間都要進行定期檢測,以避免由于出現缺陷造成設備非計劃停堆事故的發生。在國外的一些核電廠中,已經在Inconel 600材料的水室分隔板中發現了一次側應力腐蝕裂紋(PWSCC)[1]。蒸汽發生器水室分隔板是將蒸發器一次側水室分隔成冷側和熱側的部件,其由定位板與分隔板兩部分對接組成[2-3]。分隔板母材為Inconel 600,焊縫材料為Inconel 182,其焊縫分布、檢測區域及裝配示意如圖1所示。為了對分隔板焊縫的完整性及可靠性進行評估,CHINON B(法國)、BLAYAIS(法國)、CRUAS(法國)等核電廠已經對分隔板焊縫進行了定期檢測并在被檢蒸發器分隔板焊縫附近發現了一些顯示。我國 M310型核電廠與上述國外核電廠屬同類型機組,蒸發器分隔板焊縫均未經熱處理,在焊接后會有殘余應力存在,長期在高溫、高壓環境中運行對PWSCC裂紋存在同樣的敏感性。因此進行蒸汽發生器水室分隔板的在役檢測技術研究,對核電廠的運行監測和壽命評估具有重要意義。
筆者研發了一套遠程控制蒸發器分隔板焊縫自動檢查裝置。該裝置包括自動PT(滲透檢測)、視頻檢查以及自動TOFD(超聲波衍射時差法)三種檢測技術。自動PT和視頻檢查用于發現顯示并對顯示進行長度測量,TOFD檢測技術用于對顯示進行深度測量。
1 檢測區域介紹
水室分隔板焊縫是由定位板與分隔板對接而成的,定位板起到分隔板與管板相連接的作用。在下封頭分隔板與管板裝配之前,先將定位板焊接在管板上,之后再將定位板與分隔板焊接在一起。定位板與分隔板材料均為Inconel 600合金[4]。檢測區域位于管板下方10~138 mm范圍內的全部分隔板區域,包括在定位板與分隔板之間的焊縫區域及其熱影響區,可能出現相關顯示的母材部分,以及管板與定位板及水室封頭相連的“三點區域”。
2 分隔板自動掃查器系統
分隔板自動掃查器即稱SG-DPI(SG Divider Plate Inspector)。SG-DPI主要由機體及雙臂系統、軌道車(檢測工具)系統、基座系統以及控制系統組成(見圖2),該掃查裝置適用于長度約3 180 mm的蒸汽發生器水室分隔板焊縫的在役檢測。
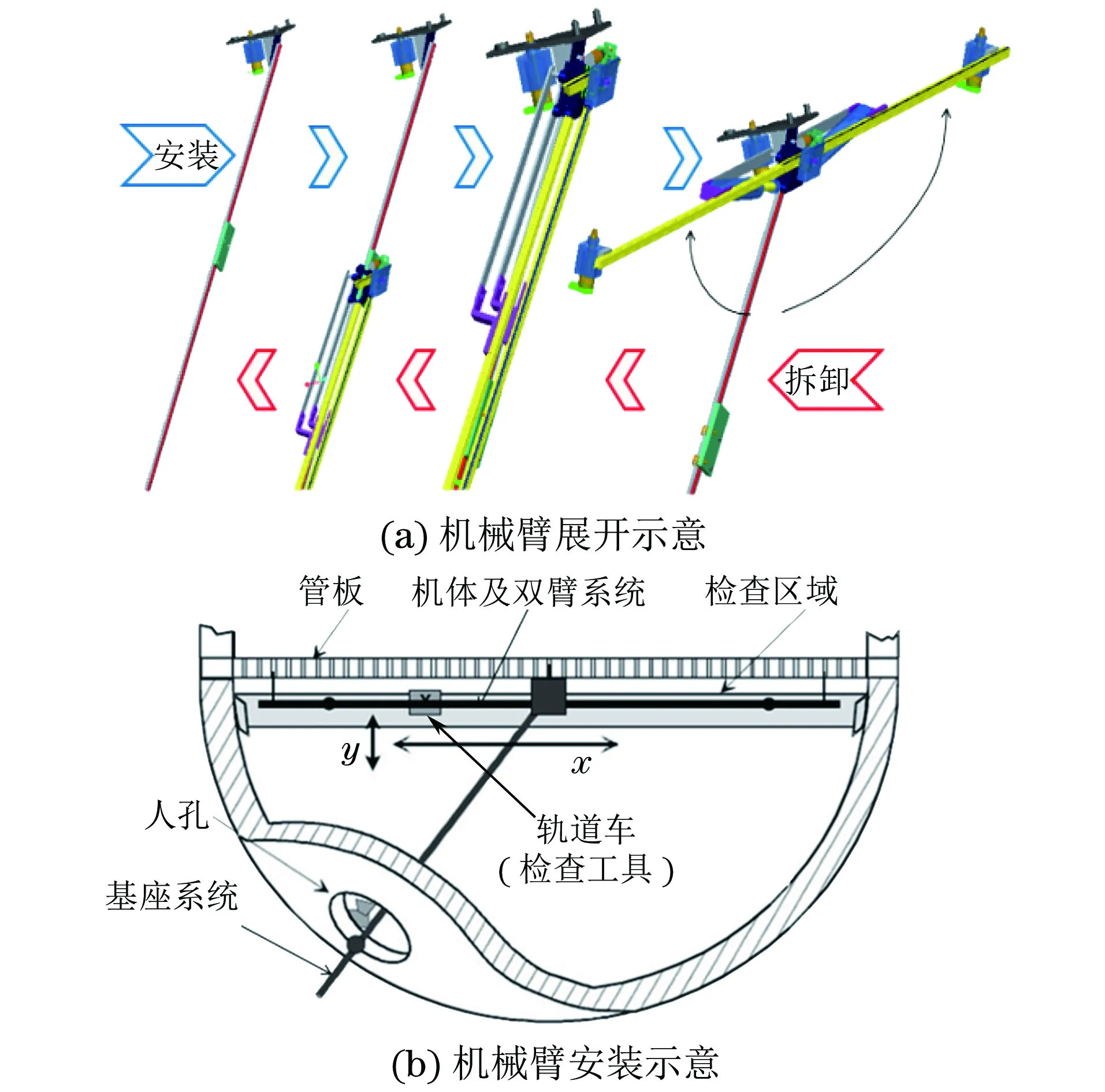
圖2 SG-DPI自動掃查器結構示意
安裝時,首先將豎向軌道通過人孔送入到水室內,豎向軌道的上端通過鎖緊氣爪固定在管板上,下端固定于人孔法蘭面的固定裝置上,從而建立一條連接水室內外的豎向軌道。檢測工具由豎向軌道車送入到水室內,并固定于水平軌道車上,設備安裝完成后,由水平軌道車攜帶檢測工具到達被檢測區域。所有檢測方法的實施均由遠程控制并實施相應的無損檢測,檢測過程中無需檢測人員進入蒸發器下封頭房間。
3 檢測方法
對分隔板焊縫的檢測主要是為了發現PWSCC裂紋類顯示,并通過相應檢測技術方法對顯示進行長度和高度的測量。文章介紹了三種檢測方法,通過試驗驗證發現上述方法對顯示的檢出能力及定量測量精度可以達到客戶要求的技術條件。
檢測技術包括:① 自動滲透檢測系統,用于發現相關顯示;② 遠程視頻檢測系統,用于分析顯示并對顯示進行長度測量;③ 自動TOFD檢測系統,用于對相關顯示進行高度測量。
3.1 自動滲透檢測系統
液體滲透檢測按照RCCM標準要求實施檢測。自動滲透檢測系統包括:清洗工具、滲透工具以及顯像工具三部分組成(見圖3)。清洗工具采用滾筒刷結構,自身攜帶可以噴灑清洗劑的噴嘴,用于滲透過程中對被檢區域進行清洗。滲透工具包含一個滲透噴嘴、兩個空氣噴嘴以及兩個水噴嘴,用于噴灑滲透劑、清洗及干燥被檢區域。顯像工具包含一個顯像劑噴嘴、兩個空氣噴嘴,用于顯像劑的噴灑。檢測人員可通過遠程攝像頭來觀察檢測工具的安裝以及液體滲透檢測的實施。具體實施步驟如下所述。

圖3 液體滲透工具結構示意
(1) 自動滾刷對檢測區域進行表面清理:將清洗工具加裝到設備主體軌道車上,通過氣壓將清洗劑噴灑到清洗頭上,再通過清洗頭的旋轉和軌道車的運動對被檢區域進行清洗。
(2) 檢測工具施加滲透劑:通過自然干燥或通入干燥空氣對預清洗的被檢表面進行干燥,通過氣壓將滲透劑均勻噴灑到分隔板被檢區域,通過軌道車的運動對整個被檢區域進行噴涂。滲透時間不少于20 min,在整個滲透時間內,被檢表面必須保持潤濕狀態。
(3) 顯像工具施加顯像劑:施加顯像劑之前應通過氣壓將去離子水噴灑到被檢區域的上部,通過水自上而下的流動去除隔板上多余的滲透劑,并應充分干燥被檢區域的表面。待被檢件表面干燥后,通過恒定氣壓用噴霧罐均勻噴灑顯像劑,一邊噴灑,一邊勻速運動軌道車,保證整個被檢區域都被覆蓋上一層均勻的顯像劑。
(4) 觀察及評定:待顯像完畢后,通過軌道車的運動對整個被檢區域進行觀察。在顯像劑施加后7~30 min內進行評定。當發現可記錄或達到記錄標準的缺陷顯示時,應使檢測設備暫停運動,靜止(定格)至少10 s,觀察并錄像。在檢測報告中給出缺陷顯示的位置坐標、性質及尺寸。
(5) 后處理:檢測完畢,殘余的試劑應用清洗劑進行清洗。
3.2 遠程視頻檢測系統
若液體滲透檢測發現了相關顯示,則需實施電視檢測來對顯示進行分析及測長。電視檢測包含兩組鏡頭,即廣角鏡頭和聚焦鏡頭。廣角鏡頭用來發現整個焊縫區域的滲透顯示,并對其進行坐標定位,聚焦鏡頭用來對顯示進行定性及測長。在電視檢測系統中內置坐標系統,以便對標記出的顯示圖像進行精確定位。圖4為含兩組鏡頭的電視檢測工具,圖5為視頻及測量系統的結構框圖。電視檢測的測長精度要求為:顯示長度<10 mm時,測量精度±1 mm;顯示長度≥10 mm時,測量精度±2 mm。電視檢測的定位精度為±4 mm。
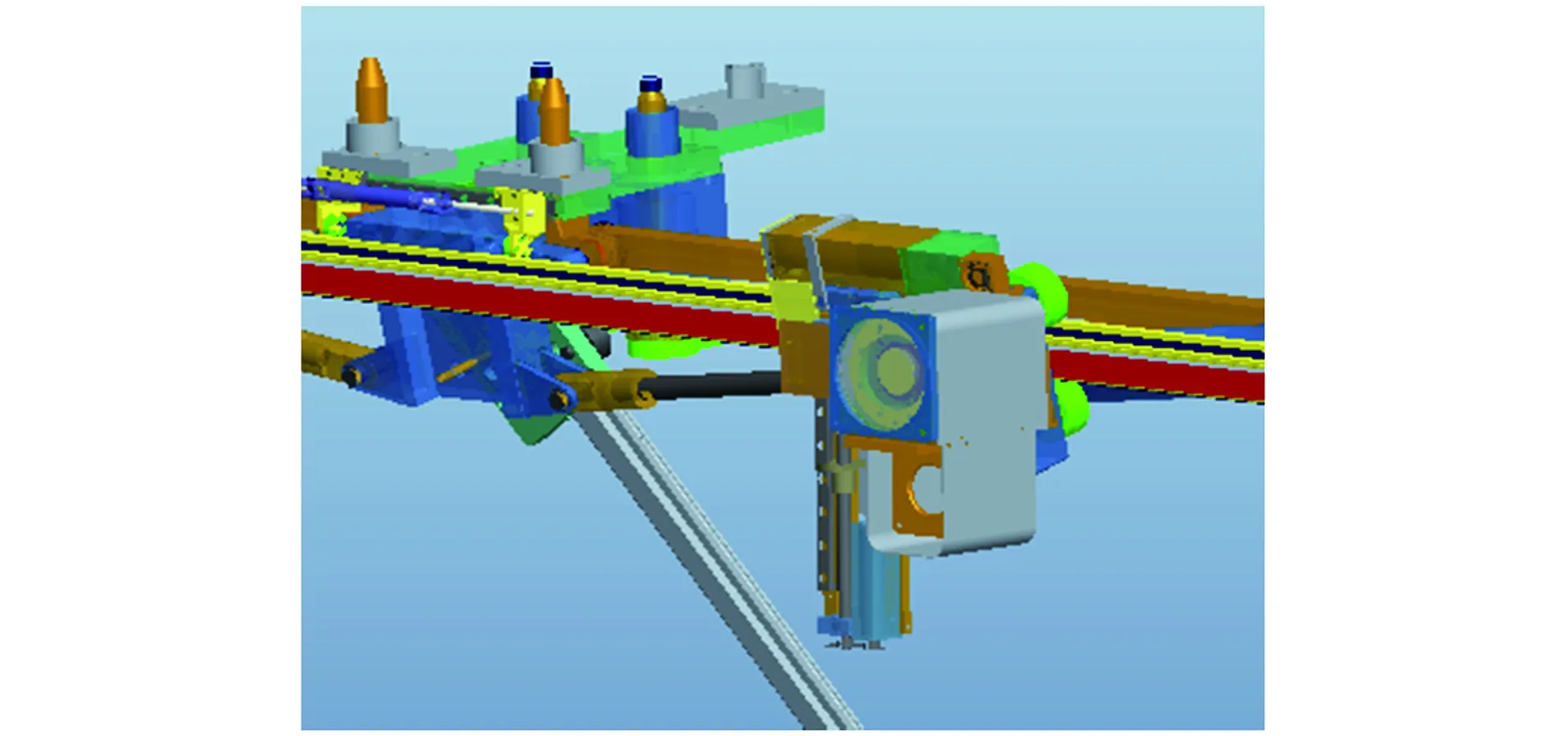
圖4 間接目視檢測工具外觀
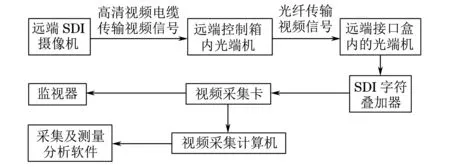
圖5 視頻及測量系統結構框圖
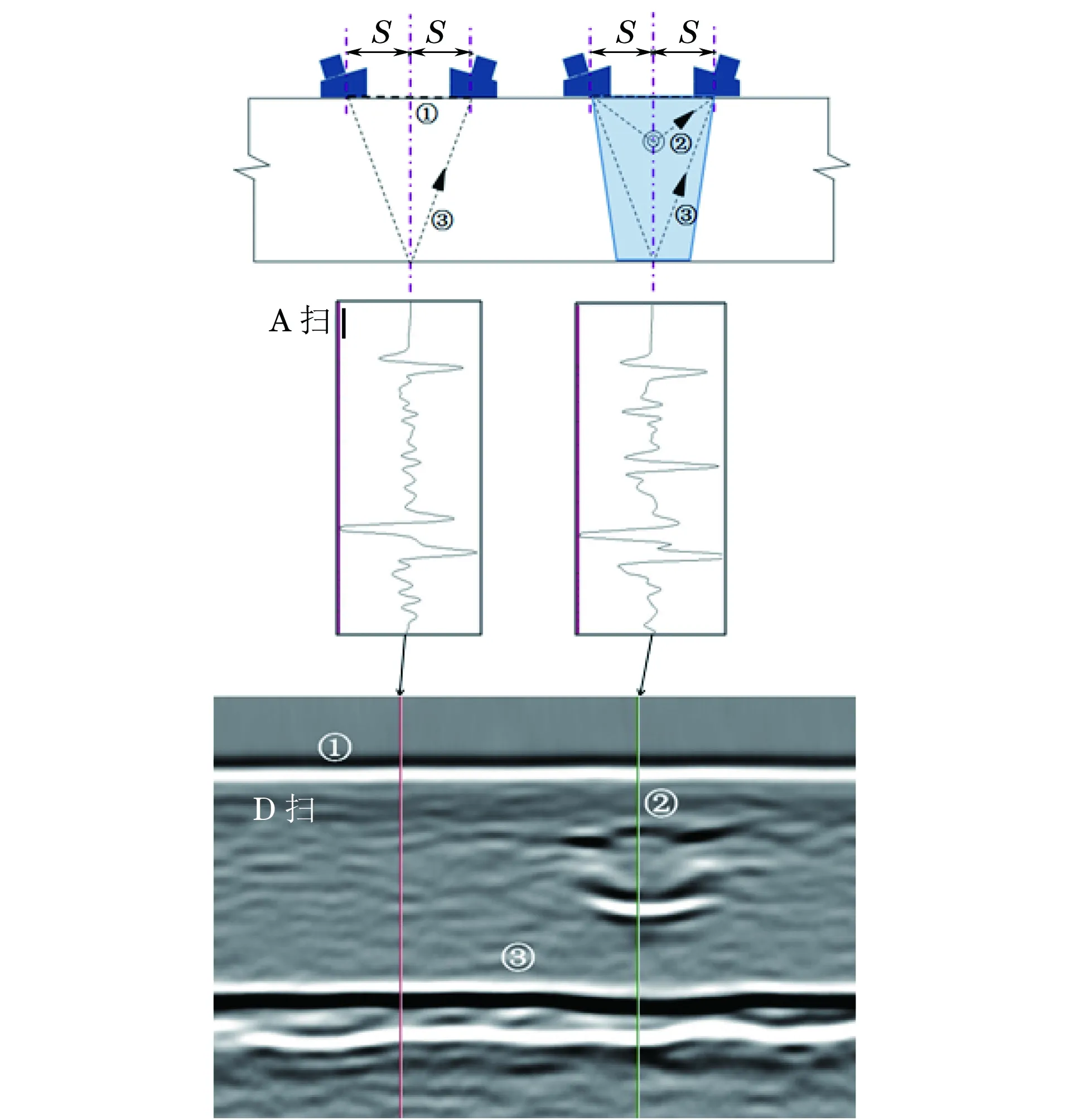
圖6 探頭通過無缺陷部位和有缺陷部位時的D掃圖像
3.3 TOFD檢測
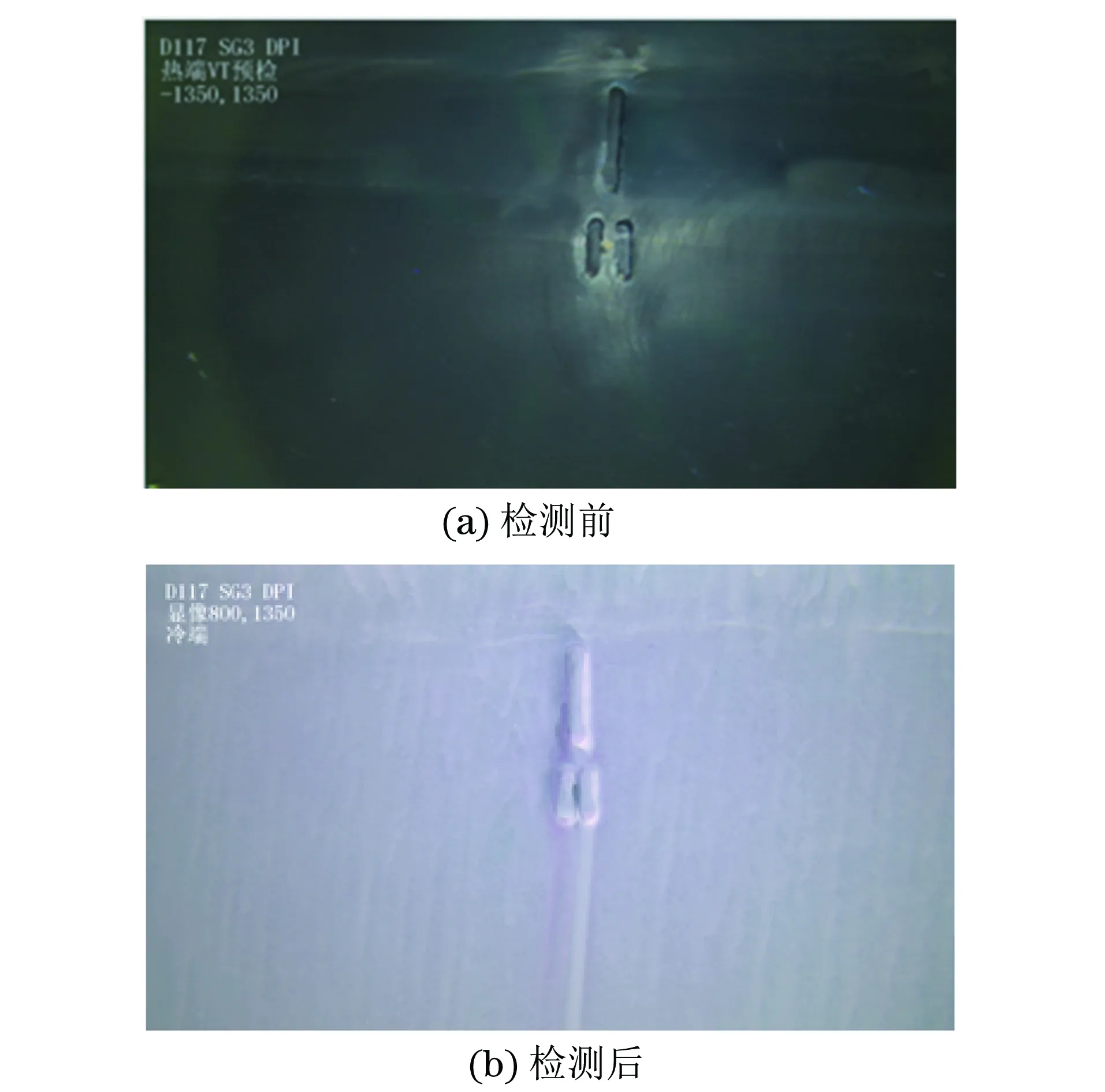
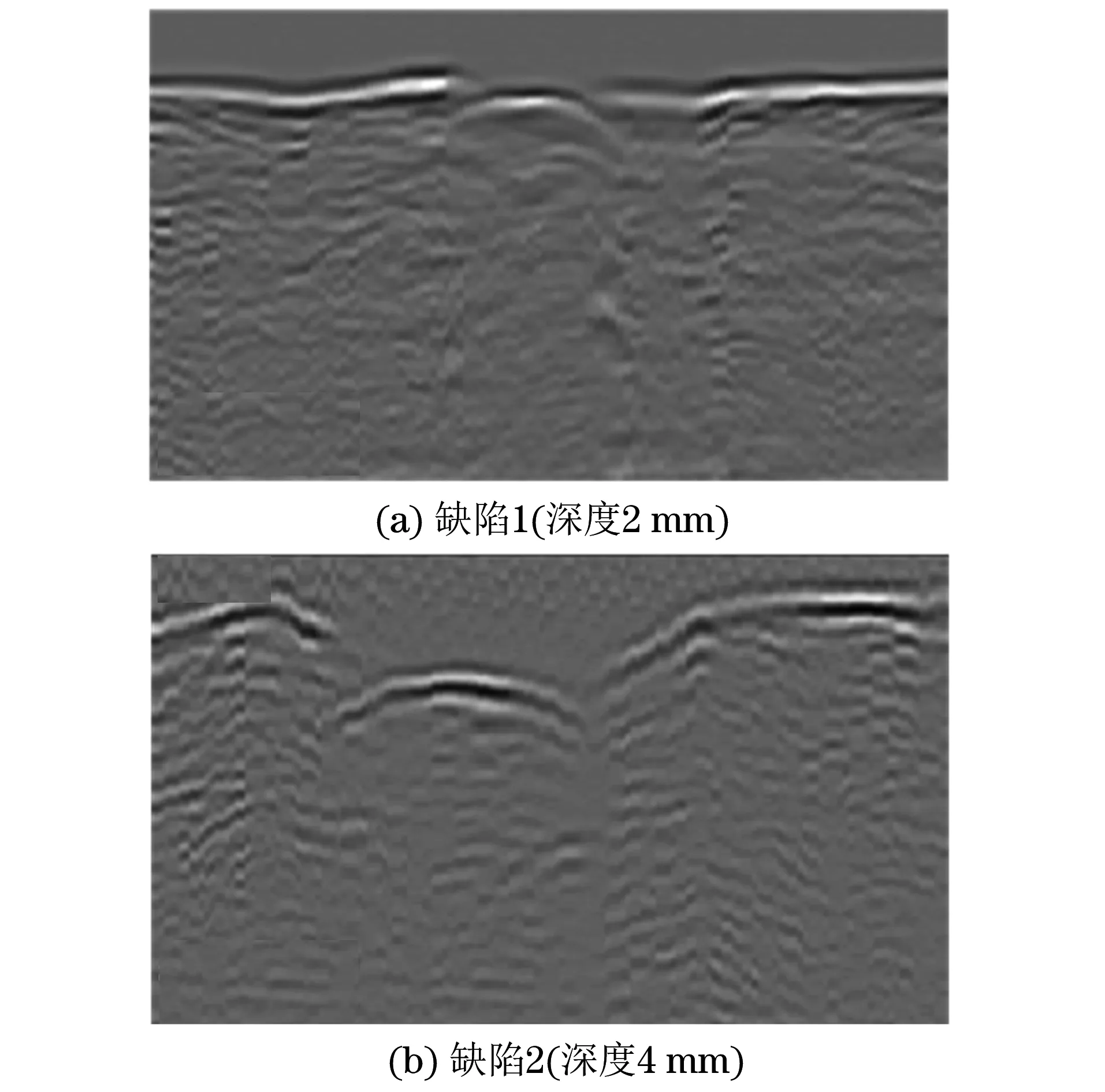
TOFD為條件性檢測,對于未發現線性顯示時,無需進行TOFD檢測。對于滲透顯示發現長度大于5 mm的PWSCC型線性顯示,需用TOFD超聲探頭對線性顯示深度進行測量。TOFD由一發一收兩個寬頻帶窄脈沖探頭組合而成,初始掃查時深度聚焦設為5 mm以保證上下覆蓋范圍。測量精度要求:當2 mm 檢測前,將PT靈敏度試片置于蒸汽發生器水室分隔板模擬體中,通過調整噴射壓力、距離來保證其能同時顯示靈敏度試片上的3個缺陷,并記錄該壓力和距離作為實際檢測參數。靈敏度試片檢測結果如圖7所示,可見 能清晰地分辨出3個輻射狀裂紋顯示。 圖7 PT靈敏度試片檢測結果 自動PT檢測前后的對比如圖8所示。圖8(a)為檢測前的初始狀態;圖8(b)為顯像后視頻觀察的狀態,可看出自動PT顯像噴涂均勻,對比度較好。 圖8 自動PT檢測前及檢測后對比 將TOFD掃查器置于帶有電火花表面開口槽的對比試塊上進行檢測,得到圖譜如圖9所示。由圖9可明顯看出,兩幅分圖中的直通波斷開并出現缺陷下端點信號。對兩個缺陷多次測量,取實測平均值,如表1所示。由表1可見,缺陷1標稱深度為2 mm,實測平均值為2.3 mm;缺陷2標稱深度為 表1 EDM開口槽實測對比表 mm 圖9 深度2,4 mm電火花槽的TOFD圖譜 4 mm,實測平均值為4.2 mm,誤差均在±1 mm以內,滿足TOFD精度測量要求。 針對國內M310堆型核電站蒸汽發生器水室分隔板在役檢測需求,制定了分隔板焊縫無損檢測工藝,并自主研制了分隔板焊縫自動檢測設備。該設備已在我國某核電廠20 a大修在役檢測期間對其中一臺蒸發器分隔板焊縫進行了自動滲透檢測和視頻檢測,檢測結果表明,該檢測設備穩定可靠,相關檢測技術滿足檢測要求。該檢測系統的成功研制為水室分隔板的無損檢測積累了豐富經驗,對全面評估蒸汽發生器服役壽期提供了重要技術基礎。 [1] D′ANNUCCI F, LECOUR E. Inspection of the steam generator divider plate[C]∥Proceedings of the 18th International Conference on Nuclear Engineering. Xi′an:[s.n.],2010. [2] 陶于春,梁瞻翔,林忠元,等.壓水堆核電站在役檢查用無損檢測技術發展概況[J].無損檢測,2009,31(12):959-966. [3] 馬官兵,王小剛,高建民. 壓水堆核電站蒸汽發生器役前檢查無損檢測概述[C]∥遠東無損檢測新技術論壇.蘇州:[出版者不詳],2011:1-7. [4] 許俊龍,江小勇,曾晨明,等.核電站蒸汽發生器水室分隔板的無損檢測[C].遠東無損檢測新技術論壇.珠海:[出版者不詳],2015.3.4 檢測結果


4 結論
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:58
設備管理與維修(2022年21期)2022-12-28 07:33:36
中國特種設備安全(2022年1期)2022-04-26 14:15:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國核電(2017年1期)2017-05-17 06:10:11
制造業自動化(2017年2期)2017-03-20 14:26:13
