射線檢測在燃氣用埋地聚乙烯管道焊接接頭中的應用
2018-03-07 02:52:41,,
無損檢測 2018年2期
關鍵詞:檢測
,,
(廣州特種設備檢測研究院, 廣州 510000)
聚乙烯管道以其耐腐蝕、重量輕造價低、安裝維修方便等優點逐漸代替鋼管而在燃氣輸送管道中大量應用,其焊接方式主要有熱熔和電熔兩種,焊接接頭無損檢測的研究主要集中在超聲波檢測,包括超聲相控陣檢測方面[1-4]。射線檢測具有直觀、可記錄,以及對體積形缺陷較敏感等優點,特別是數字射線技術(DR)可利用分析軟件更加快捷和準確地處理檢測結果,其在聚乙烯管道中的應用值得研究和嘗試。
筆者通過試驗,探討了射線檢測在聚乙烯管道焊接接頭中的可行性。
1 聚乙烯材料射線檢測的可行性分析
任何物質都會不同程度地吸收X射線,所以在射線穿過物質時都會有不同程度的衰減,衰減程度可以通過式(1)來計算。
I=I0exp(-μT)
(1)
式中:I為穿透后的射線強度;I0為初始射線強度;μ為衰減系數;T為射線穿透物質的厚度[5]。
物質的衰減系數和其密度相關,密度越大,衰減系數越大。聚乙烯的密度為0.94~0.96 g·cm-3,鋁合金的密度為2.65~2.75 g·cm-3,由此可知,鋁合金的衰減系數比聚乙烯的衰減系數要大,射線對聚乙烯材料的透照相對更容易,故如能制定合適的工藝,利用射線檢測聚乙烯材料是可行的[6]。
2 選擇曝光參數
2.1 階梯孔型試塊
試驗用階梯孔型試塊的制作采用PE100材料,加工16個階梯,第一層階梯厚度為5 mm,第二層階梯厚度為5.1 mm,第三層階梯厚度為5.3 mm,以此類推,相鄰階梯厚度差從0.1~1.5 mm,最后一層階梯厚度為17 mm;在前15個階梯上各鉆一個孔,孔徑為0.1~1.5 mm,與相鄰兩階梯厚度差一致,將各階梯厚度差作為線型像質計,則共有15條,寬度為0.1~1.5 mm。檢測設備采用以色列vidisco XRS-3脈沖式數字射線檢測系統。
2.2 焦距的選擇
因為聚乙烯材料對射線的吸收能力較弱,所以需選擇較低的脈沖數來進行曝光,筆者選擇5個脈沖數來進行曝光,試驗所用DR系統,滿量程灰度值為65 535,參照標準,DR圖像灰度應控制為滿量程的20%~80%。表1為階梯試塊各階梯厚度對應的灰度。由表1可以看出,焦距為800 mm時,各厚度的灰度在滿量程的50%左右,較為適中。通過階梯孔型試塊圖像(見圖1)可以看出,其能夠看清孔徑為0.1 mm的孔,而對于相鄰階梯間的厚度差則最小能看清0.6 mm的厚度差,說明對于體積型缺陷精度可達到0.1 mm,而對于線型缺陷精度要差一些。
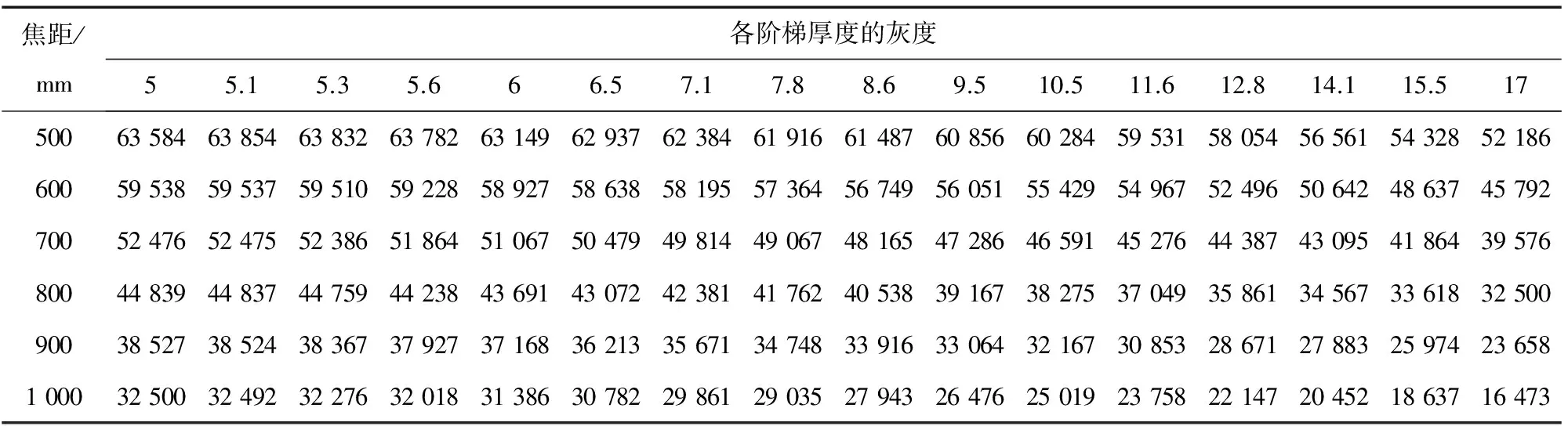
表1 階梯試塊各階梯厚度對應的灰度

圖1 焦距800 mm時,階梯試塊的射線檢測圖像
3 電熔和熱熔的焊接缺陷分析
聚乙烯管道焊接接頭分為電熔焊接接頭和熱熔焊接接頭,其中電熔焊接是通過加熱電熔管件內的電阻絲將管材與管件逐漸融為一體的,而熱熔焊接是通過具有一定壓力的加熱板將連接部位熔融在一起的。無論是電熔焊接還是熱熔焊接,由于工藝、操作等原因,都會有一些焊接缺陷產生,例如孔洞、夾雜、氧化皮、未熔合、金屬絲錯位等缺陷。
4 人工缺陷的驗證試驗
在選擇好焦距后,對帶有不同缺陷的聚乙烯管道焊接接頭進行射線檢測驗證,試驗共制作4種人工缺陷,管材材料為PE100。
缺陷1:在焊接接頭中放置一粒沙,模擬在現場作業中掉入焊接部位的沙、灰塵等夾雜物。
缺陷2:在焊接接頭中加入一根草葉,模擬在現場作業中掉入焊接部位的線型夾雜物。
缺陷3:在管材內部及邊緣制作出一些氧化皮。
缺陷4:在焊縫位置制作出未熔合缺陷。
對試件進行透照,得到檢測圖像如圖2所示。
從圖2可看出,試驗未能檢出沙粒和草葉,而可以清晰地顯示出氧化皮和未熔合。由此可知,雖然聚乙烯材料密度和沙粒、草葉的密度不同,但由于差別不大,且沙粒和草葉體積過小,所以在圖像中未能顯示出來;氧化皮則因其體積較大,在圖像中較為明顯;而未熔合由于焊接時受到某些因素的影響,熔合面局部形成縫隙或是局部聚乙烯分子纏結不牢,也能從圖像中看出缺陷位置。

圖2 人工缺陷的透照圖像及其放大圖像
5 結論
聚乙烯材料焊接接頭的射線檢測理論上是可行的,對于體積型缺陷,射線檢測能夠有效地檢測,但是對于較細小的線型缺陷,射線檢測還是較難檢出。目前聚乙烯材料焊接接頭的檢測方法,用得較多的仍然是超聲方法,對于如何用射線方法進行檢測方法,制定出合適的射線檢測工藝,還需進一步探討和研究。
[1] 夏紀真.無損檢測導論[M].廣州:中山大學出版社,2010:7.
[2] 李孟喜.無損檢測[M].北京:機械工業出版社,2011:5.
[3] 劉貴民,馬麗麗.無損檢測技術[M].北京:國防工業出版社,2010:137.
[4] 施克仁,郭寓岷.相控陣超聲成像檢測[M].北京:高等教育出版社,2010:26.
[5] 強天鵬.射線檢測[M].北京:中國勞動社會保障出版社,2007:18.
[6] 董寧光.淺析聚乙烯管道的焊接技術及其評價方法[J].科技創新與應用,2013(15):128-130.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
