大型透平發(fā)電機(jī)焊接式轉(zhuǎn)子結(jié)構(gòu)工藝方法
2018-03-09 07:49:56
防爆電機(jī) 2018年1期
(1發(fā)電設(shè)備國家工程研究中心,黑龍江哈爾濱 150040; 2哈爾濱電機(jī)廠有限責(zé)任公司,黑龍江哈爾濱 150040)
0 引言
當(dāng)今世界的大型汽輪發(fā)電機(jī)轉(zhuǎn)子直徑已經(jīng)達(dá)到1.3m,重達(dá)100t(2極,3000r/min);或達(dá)到2.0m,重達(dá)275t(4極,1500r/min)。對于不斷增加需求的核電站4極轉(zhuǎn)子來說,需要重達(dá)500t以上的鍛件毛胚來制作,然而世界上僅有少數(shù)幾個廠家能夠提供這種鍛件。這個問題已經(jīng)成為行業(yè)發(fā)展的瓶頸。
雖然大型汽輪機(jī)或燃?xì)廨啓C(jī)的轉(zhuǎn)子多年前就已實(shí)現(xiàn)焊接式結(jié)構(gòu),而且發(fā)電機(jī)采用焊接式轉(zhuǎn)子的設(shè)計(jì)理念就是來源于透平機(jī),但是透平發(fā)電機(jī)(國際電工委員會IEC已經(jīng)規(guī)定:將汽輪機(jī)或燃?xì)廨啓C(jī)驅(qū)動的發(fā)電機(jī)統(tǒng)一稱為“透平發(fā)電機(jī)”)轉(zhuǎn)子的焊接,在尺寸、重量、焊縫深度和電磁性能等方面卻有不同的要求,如鍛件的良好可焊性和磁性能。
進(jìn)行焊接試驗(yàn),測定關(guān)鍵參數(shù),焊接材料的導(dǎo)電性,焊縫的磁性能、力學(xué)性能、裂紋擴(kuò)展和熱處理,焊縫下面(用于儲存、緩解和緩慢疏散焊藥保護(hù)氣體的)空腔的設(shè)計(jì),最深焊縫時施工工藝的可接近性、可操作性和安全性,焊縫的無損檢測等等都是開發(fā)過程中解決的關(guān)鍵課題。本文簡要就這些科研成果進(jìn)行說明。
1 工藝流程
發(fā)電機(jī)焊接式轉(zhuǎn)子制造工藝流程與透平機(jī)采用的焊接式轉(zhuǎn)子[1-2](見圖1)基本上相同。
鍛件進(jìn)貨驗(yàn)收、單件加工、裝焊、精加工、防腐保護(hù)等工序。其中的裝焊工序包括以下幾道工步:由立式狀態(tài)的轉(zhuǎn)子放倒至水平狀態(tài);進(jìn)行埋弧焊(水平狀態(tài));超聲波探傷;在退火爐中進(jìn)行焊后熱處理;超聲波探傷。
而精加工則包括:車削至最終尺寸;轉(zhuǎn)子銑槽;主軸端部和接頭精加工;轉(zhuǎn)子去毛刺等。
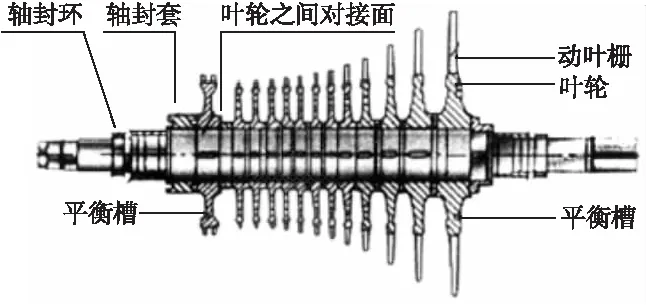
圖1 汽輪機(jī)轉(zhuǎn)子結(jié)構(gòu)示意圖
與汽輪機(jī)轉(zhuǎn)子不同,圖2所示發(fā)電機(jī)轉(zhuǎn)子外圓分布有類似齒輪那樣的槽和齒,而且沿著軸向延伸很長,采用大直徑圓盤銑刀銑槽時,必須間隔性地通過多個焊接斷面,采用的硬質(zhì)合金刀片需要優(yōu)化選擇。防腐保護(hù)主要是進(jìn)行轉(zhuǎn)子本體和軸端刷漆。
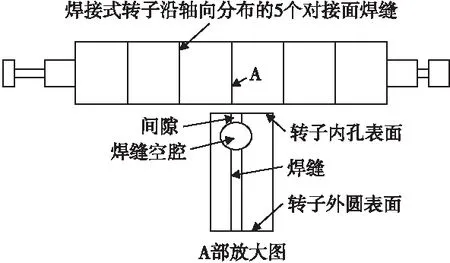
圖2 發(fā)電機(jī)焊接式轉(zhuǎn)子對接焊縫的結(jié)構(gòu)示意圖
2 試驗(yàn)驗(yàn)證
發(fā)電機(jī)焊接式轉(zhuǎn)子必須通過以下試驗(yàn)驗(yàn)證
(1)對于長達(dá)20m、重達(dá)275t的發(fā)電機(jī)轉(zhuǎn)子,在吊運(yùn)過程中對公差影響的驗(yàn)證;
(2)對于發(fā)電機(jī)轉(zhuǎn)子,焊縫通過線槽的制造工藝、無損檢測方法和機(jī)械性能的驗(yàn)證;
(3)相對于透平機(jī)來說,發(fā)電機(jī)轉(zhuǎn)子焊縫的增加,對轉(zhuǎn)子動特性的評估;
(4)發(fā)電機(jī)轉(zhuǎn)子焊縫下部的空腔體積減小,對轉(zhuǎn)子電磁性能的評估;
(5)在承受離心力、彎曲力、熱力、轉(zhuǎn)矩、電磁場和電場等各種主要負(fù)載作用下,熱處理以后的強(qiáng)度、電磁和電導(dǎo)性能的驗(yàn)證;
(6)在運(yùn)行條件下,氫氣對材料性能影響的驗(yàn)證。
3 計(jì)算驗(yàn)證
3.1 電氣計(jì)算驗(yàn)證
3.1.1 勵磁電流在評估焊縫對勵磁電流的影響以后,還要考慮到幾個因素:(1)與傳統(tǒng)的整根鍛件相比的材料性能差異;(2)焊接區(qū)域的磁特性;(3)焊縫數(shù)量。
3.1.2 空腔和軸向間隙
在評估空腔和軸向間隙的影響后,還要考慮到幾個因素:(1)焊縫的數(shù)量;(2)空腔的體積和形狀;(3)圓盤之間的軸向間隙(它處于焊縫空腔和轉(zhuǎn)子內(nèi)孔之間)的寬度(參見圖2)。
3.1.3 驗(yàn)證的結(jié)果
采用焊接式轉(zhuǎn)子以后,經(jīng)過電氣計(jì)算驗(yàn)證的結(jié)果表明:(1)對勵磁電流的影響可以忽略不計(jì);(2)對轉(zhuǎn)子繞組溫度沒有影響;(3)對發(fā)電機(jī)效率沒有影響;(4)沒有因?yàn)榭涨灰鸬娘柡托?yīng)。(5)在運(yùn)行性能方面,焊接式轉(zhuǎn)子與傳統(tǒng)的整根式轉(zhuǎn)子沒有區(qū)別。
3.2 機(jī)械計(jì)算驗(yàn)證
在下述運(yùn)行情況下,通過不同的機(jī)械計(jì)算來驗(yàn)證以下幾個方面:(1)額定轉(zhuǎn)速為1500r/min運(yùn)行情況下的連續(xù)“啟動/停機(jī)”周期;(2)在1.2倍額定轉(zhuǎn)速條件下運(yùn)行的自旋轉(zhuǎn)測試;(3)在透平機(jī)過速為1.12倍額定轉(zhuǎn)速的條件下運(yùn)行情況;(4)盤車情況;(5)在2相、3相短路和失步的故障情況;(6)高周和低周疲勞裂紋擴(kuò)展情況等。
在動態(tài)特性方面和所有機(jī)械計(jì)算驗(yàn)證結(jié)果表明,都具有足夠的安全性,而且對彎曲狀態(tài)下的臨界轉(zhuǎn)速和扭矩固有頻率都沒有重大影響。
3.3 模型試驗(yàn)驗(yàn)證
針對焊接式轉(zhuǎn)子進(jìn)行制造工藝規(guī)程、處理性能和結(jié)構(gòu)設(shè)計(jì)等方面的試驗(yàn)驗(yàn)證,曾經(jīng)進(jìn)行了3年之久的全尺寸模型試驗(yàn)驗(yàn)證。模型的外徑為2000mm,總長為3150mm。模型的試驗(yàn)驗(yàn)證項(xiàng)目如下:焊縫外形加工;焊接工藝(包括焊后熱處理);超聲波探傷;焊縫修復(fù)工藝;精加工;焊縫的切割與剖切;材料測試。
在材料測試的項(xiàng)目中包括:鍛件母材化學(xué)分析;焊縫截面金相分析;焊縫和熱影響區(qū)的顯微硬度分析;抗拉試驗(yàn);凹口沖擊試驗(yàn);磁特性;電導(dǎo)性;熱膨脹系數(shù);疲勞試驗(yàn);斷裂裂紋擴(kuò)展;應(yīng)力腐蝕裂痕等。測試結(jié)果表明,材料可以完全滿足性能要求。
4 加工工藝的優(yōu)化
對于發(fā)電機(jī)焊接式轉(zhuǎn)子,除了端部帶有法蘭的兩個軸頭以外,轉(zhuǎn)子本體還有4個圓柱形狀的區(qū)段,它們相互之間有待焊接成為整體的對接面共有5個。為了保證這種焊接式轉(zhuǎn)子與傳統(tǒng)上采用的單根整鍛式轉(zhuǎn)子之間的兼容性和互換性,在全尺寸模型上進(jìn)行了下述工藝過程的優(yōu)化。最重要的優(yōu)化就是V形焊縫改為窄間隙的U形(基本上與透平機(jī)一樣)。此外,還優(yōu)化了以下工藝方法:(1)轉(zhuǎn)子圓盤疊裝工藝,保證達(dá)到焊后要求的浮動值;(2)焊接空腔的清理,充分保證焊縫背部的氣體保護(hù);(3)焊接順序,確保達(dá)到最優(yōu)焊縫質(zhì)量;(4)焊后熱處理,確保轉(zhuǎn)子內(nèi)部溫度緩慢而且均勻的分布[2]。除了上述重點(diǎn)工藝的優(yōu)化而外,其它主要工藝特點(diǎn)在文獻(xiàn)[1]、文獻(xiàn)[2]中已有詳細(xì)介紹。
5 無損探傷
在制造工藝過程中,要求進(jìn)行下述無損探傷檢驗(yàn):(1)用于檢測鍛件內(nèi)部缺陷的超聲波探傷檢驗(yàn)主要集中在焊接區(qū)域;(2)用于鎢極氬弧焊焊縫(根部及其延續(xù)部分)的磁粉探傷檢驗(yàn)主要針對表面缺陷、未焊透和焊接缺陷的檢驗(yàn);(3)埋弧焊以后、在退火爐中熱處理以前以及熱處理以后,進(jìn)行超聲波探傷。
最后,針對發(fā)電機(jī)焊接式轉(zhuǎn)子編制了專項(xiàng)“無損檢驗(yàn)規(guī)程”,其中包括:供貨鍛件在疊裝時實(shí)施的鎢極氬弧焊的X光檢驗(yàn);鍛件的無損檢驗(yàn);用于無損檢驗(yàn)的預(yù)(車削)加工和所有焊縫的預(yù)檢[3]。
6 結(jié)語
(1)對于大型核電站透平發(fā)電機(jī),現(xiàn)在可以采用焊接式轉(zhuǎn)子來取代原來的整根鍛件的轉(zhuǎn)子,從而緩解國際市場上大型鍛件訂貨困難的瓶頸問題。
(2)在發(fā)電機(jī)焊接式轉(zhuǎn)子的結(jié)構(gòu)工藝方面,應(yīng)當(dāng)特別注意來自電、磁和冷卻氫氣中的氫對焊接結(jié)構(gòu)工藝的影響,確保質(zhì)量。
(3)焊縫空腔和與兩個圓柱形對接面之間的間隙的設(shè)計(jì)很重要,必須進(jìn)行優(yōu)化選擇。
(4)由于采用了焊接式轉(zhuǎn)子結(jié)構(gòu)工藝,并達(dá)到了質(zhì)量保證要求,從而實(shí)現(xiàn)了與原來整根鍛件轉(zhuǎn)子的取代和互換。
[1] 王朋.核電汽輪機(jī)焊接轉(zhuǎn)子技術(shù)綜述[J].汽輪機(jī)技術(shù),2015(4),17-20.
[2] 龐慶.高參數(shù)大容量汽輪機(jī)焊接轉(zhuǎn)子[J].汽輪機(jī)技術(shù),2014(6),478-480.
[3] 戴國征.汽輪發(fā)電機(jī)轉(zhuǎn)子鍛件技術(shù)要求[J].大電機(jī)技術(shù),1981(1),21-24.
[4] 龍卉.大型汽輪發(fā)電機(jī)轉(zhuǎn)子鍛件技術(shù)要求[J].東方電機(jī),2006(3),17-19.
[5] GB/T 11026—2010大型核電站發(fā)電機(jī)轉(zhuǎn)子鍛件技術(shù)條件[M].
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
能源工程(2020年5期)2021-01-04 01:29:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
大電機(jī)技術(shù)(2017年3期)2017-06-05 09:36:02
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(jì)(2016年4期)2016-05-04 04:00:23
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
電力工程技術(shù)(2014年1期)2014-03-20 14:19:06
