淺析核電廠蒸汽發生器傳熱管降質及堵管技術
2018-03-09 20:43:19羅飛華
科技視界 2017年35期
羅飛華
【摘 要】本文分析了蒸汽發生器傳熱管降質的原因,傳熱管降質的機理,以及易出現降質的部位,提出預防手段;簡要介紹規范要求的及非規范要求的蒸汽發生器在役檢查主要內容,以及破損傳熱管的三種堵管方式;以遠程機械拉拔式堵管技術為例簡單闡述國內堵管技術的現狀。結合國內外最新的蒸汽發生器堵管技術對堵管技術的發展方向進行探討。
【關鍵詞】蒸汽發生器;傳熱管降質;在役檢查;堵管技術
中圖分類號: TL353.13 文獻標識碼: A 文章編號: 2095-2457(2017)35-0090-002
The Tube Degradation and Plugging Technology for Steam Generator in Nuclear Power Plant
LUO Fei-hua
(Nuclear Nuclear Power Operations Management Co., Ltd., Haiyan, Zhejiang 314300,China)
【Abstract】The causes of Steam Generator tube degradation,main methods of in-service inspection and methods of dealing with worn tubes are presented in this thesis.Based on remote mechanical-drawing plugging,briefly introduce the main content of in-service inspection and three typical plugging means.Combining with the latest SG plugging technology at home and abroad,discuss the development direction of plugging technology.
【Key words】Steam Generator;Tube Degradation;Inspection;Plugging Technology
0 前言
蒸汽發生器(SG)是壓水堆核電站的關鍵設備之一,是一回路與二回路進行熱能交換的媒介,也是一回路壓力邊界,包容一回路強放射性物質。傳熱管若出現破損,一方面一回路放射性物質會進入二回路系統,進而釋放到環境中;另一方面,放射性釋放會引起停機停堆,造成重大的經濟損失。蒸汽發生器傳熱管的壁厚約1mm,傳熱管總面積卻占一回路壓力邊界的70%以上,在核電廠蒸汽發生器傳熱管是作為最敏感脆弱的一環進行精心呵護的。精心呵護包括但不限于一/二回路水化學嚴格控制,蒸汽發生器傳熱管役前及在役檢查,機組運行中的運行參數嚴格監測及傳熱管泄漏率的連續監測等。
1 SG傳熱管降質原因及預防手段
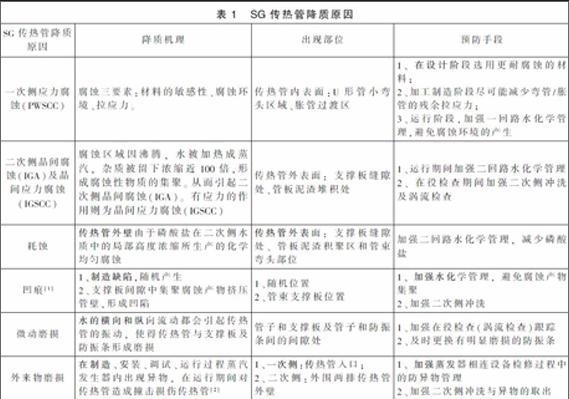
國外內核電廠運行經驗表明:腐蝕和機械損傷是造成SG傳熱管降質的主要因素。腐蝕又分為一次側應力腐蝕(PWSCC)、二次側晶間腐蝕(IGA)及晶間應力腐蝕(IGSCC)、耗蝕;機械損傷則分為凹痕、微動磨損、及外來物磨損。具體情況如表1:
2 蒸汽發生器在役檢查
從表1SG傳熱管降質原因可以看出,在役檢查是預防傳熱管降質的重要手段。SG在役檢查包含規范要求的在役檢查(ISI)和非規范要求的在役檢查方法兩類,其中規范要求是指根據RSEM90版《壓水堆核電廠核島機械部件在役檢查規則》和國家核安全局頒布的核安全法規HAF0302《核電廠在役檢查導則》的要求,應定期對SG傳熱管實施渦流檢查(ET)在役檢查,屬于規則、導則強制要求的,各核電廠必須執行并將檢查結果提交給核安全局審查的檢查項目;非規范要求的在役檢查方法則不是法規強制要求,而是根據國內外同類電廠及自身電廠的運行經驗做出的檢查項目,它也是非常必要的。
規范要求的在役檢查又分為役前檢查(PSI)和在役檢查(ISI),役前檢查(PSI)是對蒸汽發生器所有傳熱管進行一次全面檢查,檢查和處理初始缺陷,并為在役檢查(ISI)提供數據基準。在役檢查則是根據電廠在役檢查大綱及在役檢查計劃,有序的對SG傳熱管進行抽樣檢查,用以跟蹤壽期內傳熱管降質情況并及時作出響應。通常情況下,SG傳熱管在役檢查計劃會在首次換料大修的時候對SG外圍兩層傳熱管進行渦流檢查,并進行一定比例的抽樣檢查;以后每次大修再抽取相同比例的傳熱管進行渦流檢查。根據渦流檢查的結果對SG傳熱管的降質情況做綜合判斷,對達到堵管要求的傳熱管實施堵管,以防止降質擴大引起傳熱管破損。
非規范要求的在役檢查主要有三方面內容:SG二次側管板清潔度檢查(ITV)、SG二次側沖洗和SG二次側外來異物取出。非規范要求的在役檢查內容是規范要求的在役檢查的重要補充,對腐蝕環境的破壞以及避免異物對傳熱管的損傷有著十分重要的意義。
與大多數U形管換熱器一樣,SG也有一定程度的換熱裕度,即實際傳熱管數量有所富裕,通常富裕傳熱管數量不超過總傳熱管數量的20%,若傳熱管堵管數量超過此裕度則核電廠不得不選擇降功率運行或者更換蒸汽發生器。
3 國內外堵管技術
根據蒸汽發生器在役檢查結果,若傳熱管出現明顯降質,則需對其進行堵管。國內外通用的堵管依據參考ASME鍋爐及壓力容器規范(第XI卷)IWB-3521條的蒸汽發生器傳熱管驗收標準[3],標準規定允許的缺陷深度超過傳熱管壁厚的40%就需要堵管。
文獻[4]研究表明,僅考慮缺陷深度的影響而忽略缺陷沿傳熱管軸向長度的影響是不全面的,也是保守的。并以傳熱管缺陷的傷深比α和當量長度比γ為參量,利用爆破壓力擬合計算公式和強度條件,提出了傳熱管在役檢查的驗收依據和堵管條件,在實際操作過程中可作為參考。endprint
國內外核電廠較為成熟的堵管方式有焊接式和機械式兩種,焊接式是采用焊接的方法將要修復的傳熱管與堵頭材料熔合在一起,從而達到足夠的密封性能和機械強度。焊接式堵管的方式多用于設備制造期間和調試期間,無放射性,可近距離操作,其工藝成熟,堵管質量取決于焊接技術水平。
機械式又分為機械輥脹式和機械拉拔式兩種。兩種機械式堵管方式在國內外均有廣泛的應用,且均可實現遠程堵管操作。遠程堵管操作可大大減少堵管人員受照劑量,符合輻射防護最優化(ALARA)原則。
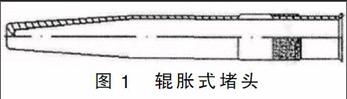
機械輥脹式與傳熱管脹管原理相同,即利用輥脹工具將圖1輥脹式堵頭脹接到要修復的傳熱管,堵頭發生塑性變形,傳熱管及管板發生彈性變形,輥脹后的殘余應力及管板對傳熱管和堵頭的接觸壓力可保證堵頭保持在傳熱管內壁,并可承受二次側水壓試驗壓力[5]。
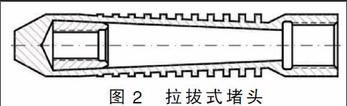
機械拉拔式所用堵頭與輥脹式不同,從圖 2 拉拔式堵頭可以看出,堵頭由外筒套和中間的可滑動膨脹塊組成。堵管過程中,堵管工具與膨脹塊連接,通過拉動膨脹塊使外筒套發生塑性變形,傳熱管與管板發生彈性變形,同樣能達到可靠密封的目的。拉拔式堵頭原始及最終狀態如圖 3 拉拔式堵管所示。
國內機械式堵管的兩種方式,其堵管設備及堵頭均為進口產品,主要供應商是美國西屋公司。目前機械輥脹式堵管的堵頭國內已有較為成熟的產品,并取得國家專利;拉拔式堵頭尚無成熟產品。
統計國內核電廠堵管數據可知,中核核電運行管理有限公司秦二廠、方家山,海南昌江核電,田灣核電,福清核電及寧德核電在役期間均采用機械拉拔式堵管技術;而大亞灣核電,嶺澳核電及中核核電運行管理有限公司秦一廠在役期間采用機械輥脹式堵管技術。上述核電廠傳熱管材質大致有兩類:不銹鋼,Inconel合金。某核電廠傳熱管材質為08Cr18Ni10Ti不銹鋼,堵管率相對較高,已堵管數量達到數百根;采用Inconel690材質傳熱管的核電廠堵管數量普遍較低,在個位數水平。
4 典型機械堵管技術
以遠程機械拉拔式堵管技術為例簡單闡述國內堵管技術的現狀。
遠程機械拉拔式堵管技術在國內核電廠有著廣泛的應用,其堵管設備的核心由三部分組成:管板爬行機器人系統,機械拉拔堵管系統,數字監視和語音系統。
管板爬行機器人系統是一套通過電腦遠程控制的輕便機器人系統,包含管板爬行機器人、工作站、控制器、安裝工具等,其核心是管板爬行機器人。管板爬行機器人通過氣動裝置驅動,可自由的在蒸汽發生器管板上爬行與定位,當管板爬行機器人攜帶堵管工具的時候即可實施遠程堵管。
機械拉拔式堵管系統是一套由液壓遠程驅動的設備構成,其可搭載于管板爬行機器人上實施堵管操作。
數字監視和語音系統是一套視頻監視系統和語音系統,用于設備安裝和操作過程中的監視和語音交流。
基本的傳熱管堵管流程為:先決條件檢查確認→堵頭質量檢查及堵管系統功能驗證→系統安裝固定→待堵傳熱管確認與定位→單趾安裝(安裝工具)→管板爬行機器人安裝→堵管工具固定到管板爬行機器人上→遠程操管板爬行機器人定位到待堵傳熱管→實施遠程機械拉拔堵管→堵管完成與工具拆除→出具堵管報告。
整個堵管過程中操作人員無需進入到蒸汽發生器內部,堵管相關工具的安裝與拆除均采用長撐桿工具實現;堵管操作與監視通過遠程操作即可完成。相較于焊接式堵管,遠程機械式堵管技術有著得天獨厚的優勢,適用于在役期間蒸汽發生器傳熱管堵管操作。
5 結語
蒸汽發生器是核電廠的關鍵設備,傳熱管的降質直接關系著蒸汽發生器的壽命與核電廠的經濟效益。在蒸汽發生器設計制造階段已充分考慮傳熱管降質機理,通過材料選擇及脹管工藝改進可極大程度上避免蒸汽發生器傳熱管降質;在役期間通過在役檢查及一回路/二回路水化學的嚴格控制可進一步降低蒸汽發生器傳熱管降質的發生幾率。但通過國內外運行核電廠的經驗可知,以上手段仍然無法完全避免傳熱管降質的出現。傳熱管降質達到堵管標準后需實施堵管操作,當堵管數量超過傳熱管裕度后則必須降功率運行或者更換蒸汽發生器。
蒸汽發生器堵管技術經歷了焊接式堵管—機械手動近距離堵管—機械自動遠距離堵管的演變,堵管方式的革新將操作人員與高劑量環境在時間和空間上阻隔,使操作人員輻照時間得到了減少,輻照劑量大大降低,符合輻射防護最優化(ALARA)原則。現用的機械堵管設備較為龐雜,隨著堵管技術的不斷發展,小型化、輕量化、更加自動化是堵管設備的發展方向。
【參考文獻】
[1]吳瑞,郭興隆.蒸汽發生器制造難點淺析[J].科技創新與應用.2012(25).
[2]姚彥貴.核電蒸汽發生器熱工水力穩態特性計算分析研究[D].上海交通大學,2007.
[3]ASME鍋爐及壓力容器規范(第XI卷)[S].2001.
[4]施少波,等.蒸汽發生器傳熱管堵頭的有效性分析.核動力工程,2015,36(5):73-74.
[5]李思源,等.蒸發器傳熱管堵管判據的研究.壓力容器,2008,25(2):13-14.endprint