水電站首次埋弧自動橫焊焊接工藝評定的研發
2018-03-13 09:51:38
水利建設與管理 2018年2期
(中國水利水電第三工程局有限公司,陜西 西安 710077)
1 引 言
目前,埋弧自動橫焊技術在石油、化工、冶金、核工業、海洋工程等領域已經得到廣泛運用,該技術具有自動化程度高、經濟合理、焊縫成形美觀、操作簡便等優點,但在水電行業實屬空白。
隨著我國抽水蓄能電站建設高峰期的來臨,壓力鋼管制造安裝工程占比逐年呈現上升趨勢,將埋弧自動橫焊技術引進水電行業壓力鋼管制造安裝領域,特別是大直徑壓力鋼管制造安裝施工,已經顯得十分必要。
由于新技術引進過程中,焊接工藝評定的失敗,使技術研發工作進入瓶頸期,攻克此項技術難題已迫在眉睫,故2014年5月12日成立QC小組,主要承擔焊接工藝評定研究的技術攻關工作。
2 QC小組概況
2.1 小組簡介
QC小組簡介見表1。

表1 QC小組簡介
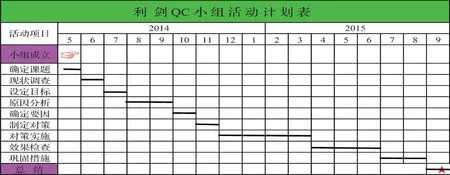
2.2 小組活動計劃
QC小組活動計劃見表2。
3 選題理由
a.埋弧自動橫焊技術自動化程度高、經濟合理,具有很大的行業推廣價值。
b.焊接工藝評定為后續正式焊接施工提供工藝保證,是焊接施工前的關鍵環節。
表2QC小組活動計劃
c.前期焊接工藝評定工作受挫,使科研課題的開展進入了瓶頸期,亟待攻關。
4 現狀調查
查找近年來抽水蓄能電站相關資料:
a.彭水電站壓力鋼管母材為WDL610,直徑為14m,縱縫、環縫均采用手工電弧焊,加勁環采用CO2氣體保護焊,洞內安裝采用手工電弧焊。
b.張河灣抽水蓄能電站壓力鋼管上平段及豎井段直徑為5.2~6.4m,焊接方法采用埋弧自動焊、手工電弧焊及CO2氣體保護焊。
c.西龍池抽水蓄能電站壓力鋼管直徑為3.5~6.0m,焊接方法采用埋弧自動焊、手工電弧焊。
d.呼和浩特抽水蓄能電站壓力鋼管直徑為4.6~5.4m,焊接方法采用埋弧自動焊、手工電弧焊及CO2氣體保護焊。
e.浙江仙居抽水蓄能電站壓力鋼管直徑為4.6~6.2m,焊接方法采用埋弧自動焊、手工電弧焊及CO2氣體保護焊。
f.河北豐寧抽水蓄能電站壓力鋼管直徑為2.4~5.8m,焊接方法采用埋弧自動焊、手工電弧焊及CO2氣體保護焊。
從上面實例可以看出,在水電壓力鋼管制造安裝領域,對于鋼管縱縫和環縫焊接,多采用手工電弧焊、CO2氣體保護焊、埋弧自動焊(平焊)等焊接工藝。目前國內水電行業對此技術暫無研究,沒有可供參考的技術參數和經驗。
新技術引進過程中,前期焊接工藝評定的失敗,使技術研發工作進入瓶頸期,攻克此項技術難題已迫在眉睫。
5 設定目標
QC小組活動目標是完成焊接工藝評定,攻克技術難題,為后續科研項目開展奠定基礎。
6 原因分析
小組成員設定課題目標后分別從人、機、料、法、環、測六個環節進行了詳細、透徹的剖析,并總結出了12個末端因素如圖1所示。

圖1 埋弧自動橫焊焊接工藝評定魚刺圖
7 確定要因
小組成員通過對圖1中總結的12條末端因數進行現場調查、檢測取證、原因分析。召開了小組總結會,對12條末端因素進行了分析、論證、逐一排除,并確定了造成埋弧自動橫焊焊接工藝評定試板失敗的要因。詳見表3。

表3 要 因 分 析
結論:通過對12條末端因素分析論證后,確定施工人員經驗不足、設備精度失準、坡口形式不合理是影響埋弧自動橫焊焊接工藝評定失敗的要因。
8 制定對策
小組成員通過開展廠家調研、石化行業實地考察、技術分析、可行性研究,最終根據影響埋弧自動橫焊焊接工藝評定失敗的三項要因制定了對策,見表4。

表4 對 策 計 劃
9 對策實施
9.1 對策實施一:開展專業培訓
2014年11月25日邀請石化行業專家,并簽訂技術協議進行現場培訓(12月1日—12月31日)、指導操作,使操作人員熟練新技術、新設備、新工藝。
通過培訓后操作人員能夠熟練橫焊機型、設備性能、調試參數注意事項及范圍,使操作更規范、數據參數選擇更合理、設備平穩運行。
9.2 對策實施二:對影響設備行走軌跡相關結構進行改進
a.針對行走軌跡開展技術研究發現:?導向指示的紅外線激光束屬于供電式發射不穩定,時有時無,時強時弱,跳躍式,偶爾光束粗細發生變化,影響槍頭吐絲軌跡;?導向行走機構為單向固定式,根據夾角距離軌道微小偏差會影響槍頭波動。
b.根據技術研究發現的上述問題,針對行走機構進行了技術改進:?更換導向指示用的紅外線激光器,選擇激光可調式自帶紐扣鋰電池,供電平穩,激光穩定,無波動,同時要求調節射程15cm范圍內光束極細,可達到2mm;?改進導向行走機構為萬向可調式,使導向輪具備360°任意旋轉,降低軌道微小偏差影響槍頭波動值。
c.對影響設備行走軌跡相關結構改進后,整機進行現場調試。

圖2 帶鈍邊雙單邊Y形坡口
9.3 對策實施三:創新坡口形式
a.根據傳統的“帶鈍邊雙單邊Y形坡口”開展埋弧自動橫焊焊接工藝評定,初始確定坡口夾角α=30°(見圖2),探傷出現未焊透和夾渣缺陷;增大坡口夾角分別為β=45°、γ=60°時仍會出現局部夾渣缺陷。
b.摒棄傳統坡口形式限制,創新坡口形式。重新命名為“帶鈍邊非對稱K形坡口”,改變原有對接坡口單邊直角形式,增加小角度坡口,使焊接熔池表面的熔渣更容易排出,徹底解決了工藝評定試板焊接夾渣缺陷(見圖3)。
綜上所述:通過3種對策實施后,重新進行埋弧自動橫焊工藝評定試板的焊接,焊縫探傷合格,經力學檢測合格,成功完成了焊接工藝評定。
10 效果檢查
10.1 目標檢查
通過QC小組對策實施后,重新進行埋弧自動橫焊工藝評定試板的焊接,經焊縫探傷合格,同時各項力學檢測數據合格,成功通過了焊接工藝評定。實踐證明,通過技術創新,徹底解決了科研技術難題,為后續開展科研項目奠定基礎,完成了小組活動目標。

表5 焊接工藝評定試板
10.2 經濟效益
在QC小組成員的共同努力下,通過創新、技術攻關、研發新技術共節約了成本約288萬元,產生了很大的經濟效益。經濟分析如下:
a.QC小組活動前經濟分析。江蘇溧陽抽水蓄能電站地處江蘇省溧陽市,電站安裝6臺單機容量250MW的可逆式水泵水輪發電機組,總裝機容量1500MW。其中鋼管制作安裝工程量為2.05萬t,2011年4月電站主體工程開工,2017年建成投產,建設工期80個月。
采用原手工焊條電弧焊費用見表6,費用由材料費、人工費、設備及電費等組成,其中人工費用較大。
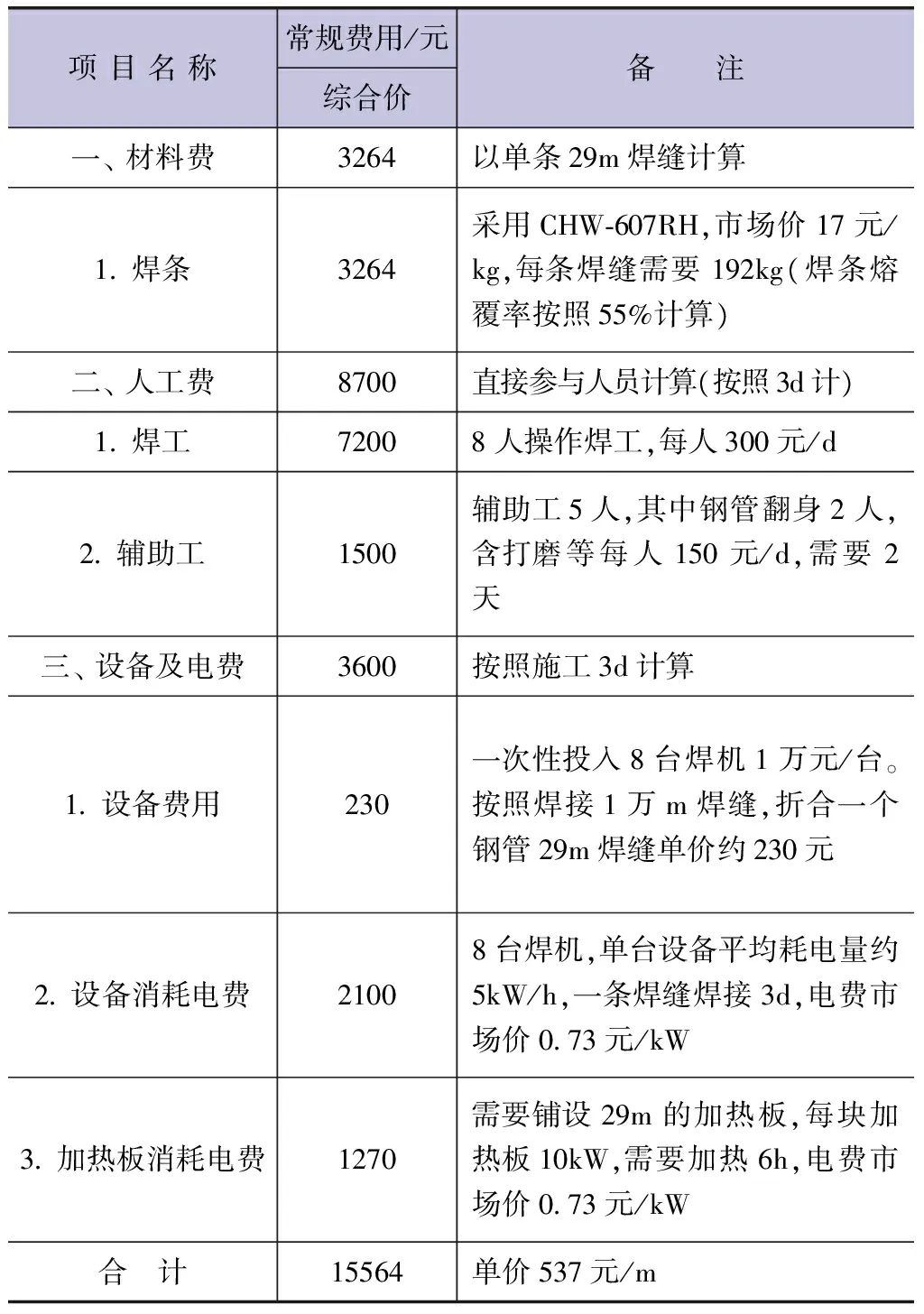
表6 采用焊條電弧焊施工費用
b. QC小組活動后經濟分析。采用埋弧自動橫焊技術工藝費用見表7,費用由材料費、人工費、設備及電費等組成,人工費用明顯降低,雖然設備費用較大,但是隨著壓力鋼管工程量增大,攤銷后的每米單位價格降低近一半。
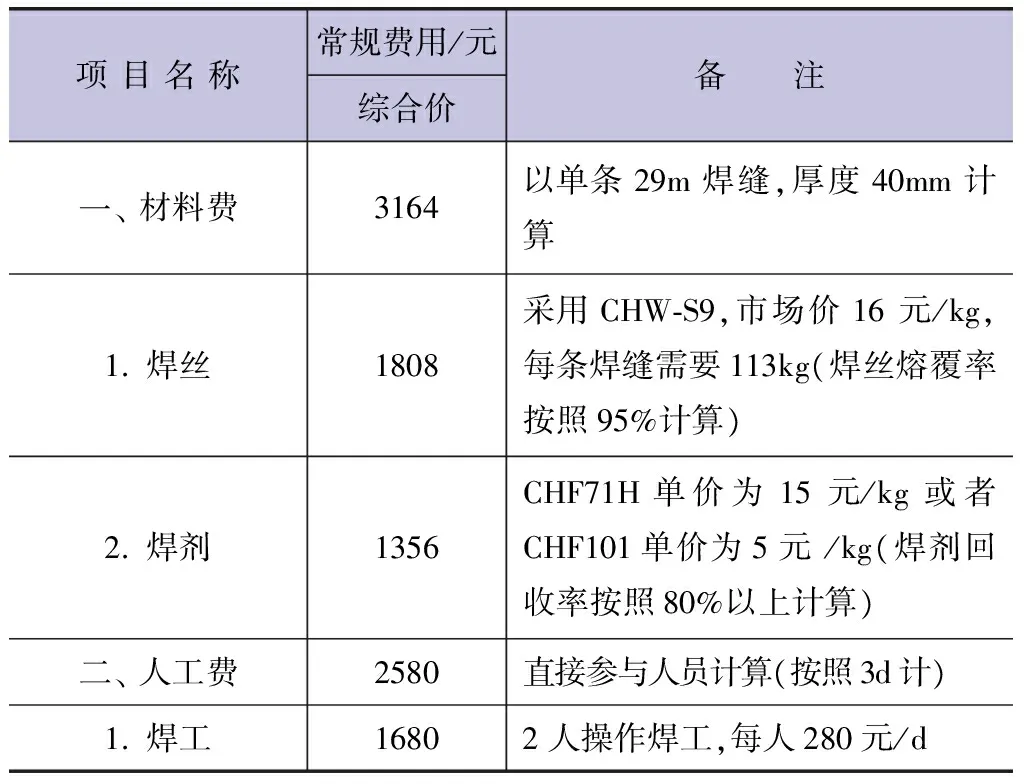
表7 采用埋弧自動橫焊施工費用

續表
采用新技術——埋弧自動橫焊施工費用與原手工焊條焊接施工費用比較,由于埋弧自動橫焊焊接熔覆率高、需要焊工少、電費消耗小,單個管節以9.2m直徑計算,可以節省費用約6700元。埋弧自動橫焊綜合為平均305元/m,手工焊條焊綜合單價為537元/m,按照本工程約1萬m焊縫計算,可以節省資金約232萬元;另外,獨立設計研制了一種新型試驗裝置,具有焊接工藝評定、生產性試驗、焊工培訓三種功能,節省費用約56萬元,合計節省資金約288萬元,經濟效益顯著。
埋弧自動橫焊技術具有焊接質量穩定、一次探傷合格率高、現場文明施工得到顯著改善等優點,對于工程提高功效、縮短工期、降低成本意義重大。
10.3 質量、安全效益
由于采用埋弧自動橫焊技術施工,減小了人為因素的影響,外觀成型更加美觀,內部無損探傷一次合格率也明顯優于傳統手工焊,焊接質量優良,質量效益顯著。采用埋弧橫焊焊接的鋼管,TOFD探傷一次合格率平均為99.6%、優良率為100%,遠高于手工焊合格率98.3%、優良率97.5%的水平。另外現場工效大大提高,對縮短現場施工工期意義重大。
采用焊條電弧焊焊接,需要搭設專門施工腳手架,電焊機多、線路復雜,安全隱患多,采用埋弧自動橫焊技術,操作工人在設備內施工,安全系數高,現場文明施工也大大提高,安全效果突出。
10.4 社會效益
通過QC小組活動技術創新,徹底解決了科研技術難題,為后續開展科研項目奠定基礎,通過溧陽電站工程施工實踐證明,埋弧自動橫焊施工技術,與傳統焊條電弧焊比較,具有技術先進、生產率高、焊接質量優良、成本低、有利于安全文明等優點。埋弧自動橫焊技術自動化程度高、經濟合理,在水電站大型壓力鋼管施工中具有很大的推廣運用價值,如果在行業推廣實施后,將大大降低工程造價和縮短建設工期,對于推動行業結構調整、升級改造,意義重大。水電行業引進壓力鋼管埋弧自動橫焊技術具有積極的現實意義,填補了行業空白,可以為類似施工提供了豐富的經驗,為我國水電資源全面開發提供有力的施工技術支持。因此本課題研究具有顯著的社會效益。
10.5 無形價值
經歷了本次QC小組活動后,小組成員的個人綜合能力得到了顯著提高,增強了團隊協作能力、提高了企業團隊合作精神、增強了解決問題的信心。
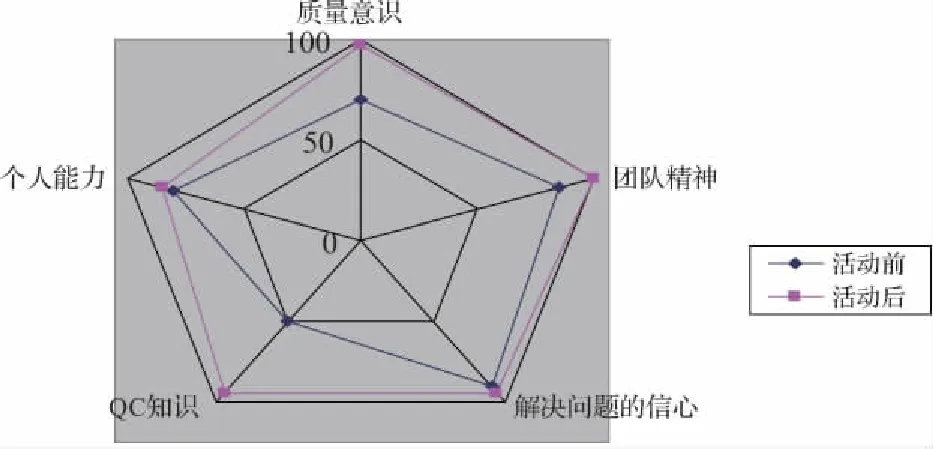
圖4 無形價值自我評估雷達圖
11 鞏固措施
a.有效落實施工考核獎懲制度,加強質量考核,調動施工人員的積極性。
b.編制《埋弧自動橫焊焊接工藝規程》,裝訂成冊,人手一冊。
c.施工人員和質控、技術人員定期進行交流、總結經驗,尋找更優的解決方案。
d.每個月進行一次質量宣講和技術交底,提高施工人員的質量意識和專業素質。
e.將QC成果內容進行發表,促進同行間的信息交流,進行資源共享。
f.依托本QC小組活動創新研究了多功能試驗裝置,對操作人員的技能進行深入培訓,使每個人都能熟練使用新設備,并獲得兩項專利技術。
?一種埋弧橫焊試驗裝置(發明受理專利號:ZL 2015 10603439.8)。
?一種埋弧橫焊試驗裝置(實用新型授權專利號:ZL2015 20733516.7)。
g.實現QC小組活動目標后,積極開展新技術研發工作,目前已將埋弧自動橫焊技術投入施工生產過程中。
12 小組活動總結和計劃
12.1 小組活動總結
通過本次QC小組活動,對影響埋弧自動橫焊焊接工藝評定的各種因素進行了梳理,并對其主要影響因素提出了針對性的解決措施,通過技術創新,徹底解決了科研技術難題,完成了本小組活動目標,即完成了焊接工藝評定,攻克了技術難題,為后續科研項目開展奠定了基礎。
QC小組對本次活動中成功的做法和經驗進行了總結,并將活動中取得的科研成果成功應用到后續施工生產中,采用新技術,提高了生產率、焊接質量、降低了生產成本。
經歷本次QC小組活動,使小組成員的質量意識、個人能力、團隊精神又有了進一步的提升,為今后繼續開展QC小組活動打下了堅實的基礎。在今后的抽水蓄能電站壓力鋼管制安施工中,我們將繼續利用QC活動的方式開展科技創新、提高工程質量、創建精品工程、樹立公司品牌形象。
12.2 小組計劃
《水電站埋弧自動橫焊焊接工藝評定的研究》課題現已順利結題,這種新的管理模式促進了技術創新,取得的效果顯著。下一階段,QC小組將進行《提高下彎段漸縮彎管安裝精度》的課題研究,繼續推廣QC小組活動,以期提高工程質量。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54