智能生產理念下的MES層、Control層規劃研究
2018-03-14 03:43:54
制造業自動化 2018年2期
(西安航天動力技術研究所,西安 710025)
0 引言
航天企業有著小批量、多品種、多工序,對產品質量及穩定性要求高的特點。因此生產設備數字化、自動化,生產過程透明化且具有一定的預測調控功能,即實現智能化生產勢在必行。
隨著傳感器、數據采集系統和計算機網絡技術的發展,制造業的生產線已經基本可以實現自動化和信息化管理,生產線的信息化管理可以帶來生產過程大數據,而生產過程大數據的形成正好為智能化生產奠定基礎,所以實現智能化生產不是一紙空談。但是,怎樣規劃好Control層系統才能有利于將來智能化生產的實現值得探討。
1 智能化生產的預備階段—數字化企業與大數據
在推進智能化生產之前,首先需要對設備、車間、工廠進行全面的數字化改造,即要形成一個數字化企業。數字化企業可以分為三個層次:ERP企業資源規劃管理層、MES制造執行系統管理層、Control設備控制層,各層之間保持實時通信。
在數字化企業中,Control層的數字化和自動化可以將各種傳感器、執行器和設備產生的大量數據和其他生產信息通過工業互聯網上傳給MES系統,MES系統則可以將生產過程數據集成起來進行統計分析,以圖表形式加以可視化,并可上傳給ERP系統,各級管理層人員就可以實時感知到遠程設備的異動及人機料法環等諸要素的實時真實狀態,直觀了解到生產現場的全部信息,如設備的運行狀態、當前生產數據、在制任務、產品質量、能耗、生產環境、故障異常等信息。在這些信息基礎上,工藝人員可以開展質量跟蹤和工藝改進工作,設備管理人員可以做出合理的維修計劃,生產管理人員可以統計當日的設備狀況、產品合格率、生產負荷等數據,一旦發現異常,管理人員可以及時采取相應措施,確保生產順利進行。
數字化企業不但可以實現生產管理透明化,可以及時發現問題、上報問題和處理問題,還可以將生產過程中ERP/MES/Control層產生的大量數據累積起來形成工業大數據。企業內部的工業大數據包括人產生的數據如設計數據、業務數據、產品評論等,機器產生的數據如由傳感器、儀器儀表和智能終端等采集到的數據,這些數據是生產過程智能化研究必不可少的資源。
2 數字化向智能化邁進的工具—大數據挖掘分析技術
大數據時代的到來將促進數據挖掘分析技術的迅猛發展,可能會改變數據世界里的很多算法和基礎理論,如近年來的人工智能算法突飛猛進,典型的案例有“阿爾法狗”、無人駕駛。
傳統的決策思維都是基于對場景的精準建模和精妙算法,所以對那些復雜的、不確定性的問題束手無策;而數據挖掘分析技術可以不用費盡心思地根據機理去建模,而可以在不完全了解具體因果關系的情況下分析出接近事實的問題結論。
大數據分析技術可以建立指標間的關聯關系模型,通過易測的過程量去推斷難測的過程量,從而解決制造過程中的復雜性和不確定性等問題,盡量克服人工決策的缺點,提升產品生產過程的可控性,實現智能化生產。譬如基于布帶浸膠生產過程歷史大數據,可以通過對數據的“關聯”分析,發現隱藏其間的關系,挖掘膠帶性能監測儀與人工分析數據之間的影響規律,建立“膠帶性能指標預測模型”,然后用“膠帶性能指標預測模型”去預測當前生產過程中的膠帶性能指標,實現膠帶性能指標的在線監測功能;在實現膠帶性能指標在線監測功能的基礎上作進一步數據挖掘分析工作,還將有望細化浸膠過程工藝參數并加以“調控”,從而實現膠帶性能指標的智能控制。
大數據分析技術還有一個最大的優勢是很早就能有一定的預見性,這樣就可以將可能發生的問題杜絕在源頭上。因此,大數據分析技術還可應用于質量控制、設備故障預測等領域。通過對產品全生命周期的大數據分析,可以研發產品質量控制系統,實現對工藝參數的趨勢管理,在沒有發生問題時就能夠提前預警和糾偏,盡量避免不合格產品的出現;通過對設備全生命周期的數據及當前運行狀態等信息的分析,可以預測關鍵部件的壽命,進而可以對備品備件庫存進行智能調整,盡量達到零庫存的目標,但也不影響正常生產。
大數據挖掘分析技術可應用于企業的各個部門、各個領域。
3 智能化生產的無障礙運行條件——設備智能維護系統
智能化生產過程很大程度上需要設備無障礙運行,以達到生產過程高效化,產品性能優質化的目標。而傳統的定期檢修易造成 “過度維修”與“維修不及時”的現象,事后維修不但會延誤生產計劃,而且一旦生產過程中發生設備故障,產品質量的穩定性也會受到一定影響,所以傳統的定期檢修和事后維修不適合智能化生產的要求。
當今的計算機網絡技術和傳感器技術已經完全有能力隨時掌握設備的健康狀況,人們可以根據計算機監測到的設備運行狀態信息、環境溫濕度及電網參數等信息,以及過往的設備使用記錄、故障信息、維修記錄、零部件供應商、設備廠家、設備關鍵部件加工工藝等信息,利用大數據技術,通過對設備全生命周期的統計分析,建立關鍵部件故障預警模型,采用性能衰退分析和預測分析方法,針對當前設備運行狀態,預測故障發展趨勢及后果,提出相應的處理措施,使設備達到近乎零故障的目標,最大限度地避免非計劃性停機。
4 生產大數據形成的樞紐——MES系統功能研究
MES系統介于ERP層和Control層之間,是生產過程大數據形成的樞紐,是集工藝技術、生產班組、物料管理、設備管理、工序檢驗、質量管理、綜合統計等生產管理于一體的統一平臺。
MES系統可以消除數據的重復性錄入環節,實現數據資源共享;同時也可以實現生產指令的下達、生產過程信息采集、生產過程狀況的匯總和上報,這些信息可通過標準以太網與車間Control層、車間各部門、所(廠)級ERP層進行通信。MES系統可包括以下功能模塊:
1)系統管理:具有帳戶與權限管理、系統測試、參數配置等功能。
2)制造資源管理:建立人員臺賬、人員工時(績效)臺賬、原材料信息臺帳、產品信息臺帳、工裝模具臺帳、夾具臺賬、設備臺帳、儀器儀表臺賬等。制造資源管理模塊可以實現生命周期監控,盡量達到制造資源零庫存的目標,以提高單位資金流的運轉。本模塊主要具有以下功能:
(1)庫存物質的檢索,可查詢當前庫存情況及歷史記錄;
(2)提供庫房零部件的出入庫操作;
(3)原材料、刀具和工裝等庫存量不足時,MES系統能夠自動預警;
(4)工裝模具、儀器儀表等需要周檢時,MES系統能夠自動預警。
本模塊中儀器儀表的周檢信息可來源于Control層。
當系統累積到一定數據量后,可以根據任務計劃、在制狀況、設備狀態、設備使用記錄、產品使用的原材料、產品使用的工裝模具等歷史信息建模,然后結合實際生產狀況實現庫存的智能化預警。
3)設備管理:具有設備周檢、設備保養、設備維修動態反映、設備運行狀態監測(設備專業點檢)、儀表運行狀態監測、設備運行環境監測(包括環境溫濕度、儀器儀表周檢信息及電網參數)等功能,還具有過往故障、維修記錄、設備廠家、零部件供應商、關鍵部件加工工藝等設備全生命周期的信息查詢功能。本模塊還具有設備維修備品備件臺賬的管理功能。
本模塊中的設備運行狀態、儀表運行狀態、設備運行環境等監測信息來源于Control層,可以為設備管理人員開展預知性維修工作提供數據依據。
當系統累積到一定數據量后,可以開展設備智能維護系統的研發工作。
4)工藝文檔管理:可自由定義工藝模板,形成規范和非規范工藝庫,自動生成工藝卡片,并可下發給生產班組。本模塊具有歸檔功能,歸檔后的工藝文件不可更改。
5)計劃調度管理:可根據工藝文件狀態、設備狀態、原材料庫存狀態、工裝模具狀況、在制任務等狀況及ERP周計劃,自動生成生產任務單并下發給各生產班組,實現對設備使用、派工狀態、完工信息等管理。
6)生產班組作業:可確認生產任務單,產品完工后可確認生產任務完工狀況,并可自動匯總或補錄生產數據。
7)生產監控管理:實現從生產計劃進度、物料管理、設備狀態、生產數據統計等多維度生產過程監控,實現對車間報警信息的管理,包括設備報警(如通訊中斷、設備超差等)、生產過程報警(如工藝超溫、工藝超壓等)、庫存預警、計量預警、人員缺勤、質量及其他原因的報警信息,達到及時發現問題、匯報問題并處理問題的目標。生產監控管理可通過看板實時顯示。
本模塊中的設備報警、生產過程報警信息來源于Control層。
8)質量過程管控:具有產品設計數據、工藝設計數據及生產過程中使用的原材料信息及工裝模具信息、生產環境信息(包括環境溫濕度、電網參數、儀器儀表周檢等)、設備運行狀態信息、實際生產工藝數據、工序檢驗信息、產品出廠信息、產品使用過程信息等在內的產品全生命周期數據查詢功能,能夠統計產品的合格率和不合格率。本模塊具有質量數據歸檔功能,歸檔后的數據不可更改。
(1)本模塊可以根據原材料信息、工裝模具信息、產品設計數據、工藝設計數據、生產過程工藝數據、工序狀況等信息,對出廠產品進行質量性能預測和預防性維護。
(2)本模塊具有不良產品的追溯管理功能:
①可以及時處理不良產品的維修和改進,并為質量改進提供量化指標,以減少不良產品率;
②可以準確召回不良批次的產品,提高服務質量,以減少召回成本;
③可以準確追溯不合格品的供應商,以減少不必要的損失。
本模塊中的實際生產工藝數據、生產環境信息、設備運行狀態信息等均來源于Control層,產品使用的原材料信息和工裝模具信息等也可以來源于Control層。
當系統累積到一定數據量后,可以研發產品質量控制系統,實現在制品流轉過程中產品質量性能的動態預測,提升在線質量檢測能力,盡早發現問題,并盡早預警和糾偏,以穩定并提升產品合格率。
9)綜合查詢:可按月查詢周計劃信息、生產任務單信息、產品信息、設備狀態信息、工藝流程信息、工藝卡片信息、實際生產工藝信息、耗能信息、生產環境信息等。
本模塊中的實際生產工藝數據、耗能信息、生產環境信息等均來源于Control層,部分產品信息也可以來源于Control層。
10)統計報表:可按月自動統計設備狀態信息、產品臺帳、產品質量、車間產量、車間耗能、產品合格率、設備利用率、日產出量、生產周期等月報。
本模塊中耗能信息來源于Control層。
當系統累積到一定數據量后,基于產量和電耗大數據進行分析建模,然后預先設定理想電耗曲線,就可以合理安排每天的生產負荷,達到節電的目的。
5 面向智能化生產的Control層規劃研究
5.1 Control層控制系統發展簡介
5.1.1 數控系統發展簡介
傳統的機床數控系統是機床刀具運動軌跡的控制器,通常不與網絡連接,操作者在控制面板上操作。
智能數控系統不僅可用于控制運動軌跡,還可作為工廠網絡中的一個節點,通過網絡與MES、CAD/CAM等系統連接,操作者可通過人機界面終端對機床進行操作。智能數控系統多內置MTConnect機床通信協議,MTConnect協議與OPC UA協議兼容。智能數控系統的代表有德馬吉推出的CELOS、馬扎克推出的Smooth X、沈陽機床集團推出的i5。
百度搜索“CELOS”,可以了解到CELOS是新型高科技機床的統一用戶界面,通過CELOS應用程序菜單,操作人員就象使用智能手機一樣直接訪問應用程序,還能簡化、標準化和自動化機床的操作。CELOS目前具有的主要功能介紹如下:
1)服務代理:通過智能化的機床維護系統優化機床的可用性。
(1)簡要顯示機床的所有維護任務;
(2)預報需進行的所有維護和維修任務;
(3)顯示所有必要的備件和設備;
(4)為維修工作提供支持。
2)刀具管理:為下個加工任務比較刀庫中刀具的目標值與實際值,縮短刀具準備時間。
(1)直觀和簡要顯示數控系統中保存的所有刀具;
(2)顯示加工任務所需的全部刀具,能自動生成裝刀列表;
(3)自動檢測后續任務中不需要的刀具,能自動生成卸刀列表。
3)任務規劃器:安排所有機床的生產計劃。
(1)記錄、管理和安排生產中的每一項任務;
(2)為機床分配和傳輸任務;
(3)簡要顯示全部機床完整的任務單狀態。
4)在線顯示系統:能夠隨時了解生產狀態。
(1)顯示所有聯網機床的實時狀態;
(2)詳細顯示每臺機床信息,包括機床歷史信息;
(3)評估機床工作時間、停機時間與故障時間。
百度“沈陽機床i5”可以了解到i5系統可根據圖紙實現自動編程、自動選擇刀具、自動選擇工藝、自動加工、自動檢測產品。并可用手機和平板電腦進行數據傳輸、實時監控車間各臺機床的生產情況,從而對該數控機床會出現的各種情況進行分析、診斷和實時掌控。
智能數控系統是適應智能制造發展要求的產物,普通的數控系統可以參照智能數控系統的功能,按需自行開發帶有OPC UA接口的機床監控管理系統,以適應智能化生產的要求。
5.1.2 過程控制系統發展簡介
傳統的過程控制系統多采用PID控制,可以通過儀表、PLC、計算機實現。
隨著大數據技術的發展,新的控制理論和控制方法層出不窮,如機器學習、深度學習等。以大數據驅動的自動化能夠把海量的工業數據轉化為信息、信息轉化為知識、知識轉化為科學決策,并能夠在正確的時間把正確的數據以正確的方式傳遞給正確的人和機器,從而解決那些不確定的復雜問題,而不再糾結于復雜的、無望的“基于機理的精準建模”。大數據技術可以應用于各行各業的各個領域,當然也可應用于設備層的過程控制系統,以解決那些PID控制器無法解決的控制問題。
5.2 Control層規劃研究
基于本文介紹的數字化企業、大數據、智能化生產、設備智能維護系統的發展背景及對MES系統功能的研究,Control層規劃方案時應該考慮以下兩個要素:
1)Control層的規劃方案應該考慮MES系統對Control層的需求,以利于將來Control層能夠直接與MES層實現無縫對接。譬如Control層應該考慮MES層需要的設備運行狀態、耗能、部分生產管理信息(如原材料信息、產品信息、工裝模具信息、儀器儀表計量信息)等;Control層應具有與MES層對接的通信接口,如OPC UA、MTConnect接口等。
2)Control層的規劃方案還應該考慮生產過程大數據的建設,以利于日后工藝優化、設備智能維護系統、質量管控、生產管理優化等研發工作的開展,為智能化生產打好基礎。譬如Control層數據采集系統應該采集除當前工藝參數以外的所有可能影響產品質量的其他參數;應該采集如電網電壓變化、電網頻率變化等與設備故障有關的相關參數;應該采集耗電量等與生產管理相關的參數。
5.2.1 Control層硬件結構方案研究
Control層在選用軟硬件時,均要考慮將來(廠)所局域網的架構,以便日后能順利地將Control層融入MES系統中。所局域網硬件結構如圖1所示。
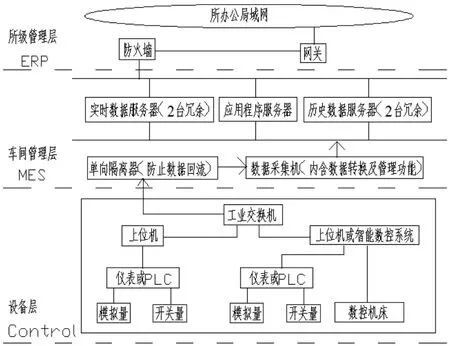
圖1 所級局域網硬件結構圖
MES層與Control層之間的信息必須能夠自由流動,因此需要在它們之間構建通信網絡,如MES層與Control層之間可以通過工業以太網交換信息,監控層與現場設備層之間可以通過現場總線交換信息。
過程控制設備群與數控機床設備群的上位機最好分開,運行不同的監控管理軟件。每個設備群上位機可配置成2臺工控級服務器,每臺服務器均可獨立運行設備群監控管理軟件,可實現2臺服務器同時監控,也可以實現單臺服務器監控,但當一臺服務器出現問題時,另一臺服務器可自行切換過來運行,這樣可以實現數據雙備份,保障系統的穩定性。
Control層可由儀表或PLC采集生產過程中的溫度、壓力、真空度、耗能、設備運行狀態、環境溫濕度等工藝參數以及振動等設備點檢參數和生產環境等信息。
對于一個車間來說,Control層可以考慮以下內容及功能:
1)統一配置車間設備儀表型號,儀表均配備485或以太網通訊接口,以利于Control層的穩定性和后期的儀表維修維護工作。
2)上位機監測每臺設備的生產耗能信息,為日后MES系統中的生產成本統計和生產管理優化提供能耗數據源。
3)上位機監測環境溫濕度信息,以利于MES層的產品質量分析和日后工藝優化、設備智能維護系統研究工作的開展。
4)上位機監測電網電壓、頻率、功率等參數(電網參數可來源于配電系統),且設備啟停機時數據采集頻率要高,以利于日后設備智能維護系統的研發和生產調度優化工作的開展。
5)上位機監測設備的振動、位移、噪聲、溫度、轉速、轉矩、功率、電流和電壓等數據,且設備啟停機時數據采集頻率要高,以實現MES層遠程監測設備運行狀態信息的功能,以利于設備管理人員開展預知性維修工作,盡量將設備故障抑制在萌芽狀態。設備點檢項項目應完整,以利于日后設備智能維護系統研發工作的開展。
6)在智能儀表的選用上,選用某些特殊寄存器具有可讀功能的儀表,如儀表的“運行”、“暫停”、“停止”、“自動工作方式”、“手動工作方式”、“輸出百分比”、“設定值”、“P”、“I”、“D”、“輸出功率限幅值”等寄存器必須可讀,以便于MES系統能夠掌握現場儀表的工作狀態,從而間接地了解生產現場是否存在人工干擾因素和人工干擾內容。
7)在智能儀表的選用上,選用某些特殊寄存器在運行狀態下具有可寫功能的儀表,如在運行狀態下,未執行的程序段可臨時修改或寫入新的數據,以便在生產過程中出現突發問題時可臨時修改或寫入新的控制程序,如橡膠封頭生產時合模時間不定,一旦需要延長合模時間時就可以臨時修改儀表控制程序。
8)過程控制系統上位機通過運行在上位機上的監控軟件對過程設備群進行工藝程序下傳、生產工藝數據的采集、環境溫濕度信息采集、耗能量的采集,并隨時監控控制儀表的工作狀態和設備運行狀態;另外部分生產管理信息可人工輸入。
9)機床數控系統可采用智能數控系統,或自行開發帶有OPC UA通信接口的人機界面,實現對數控設備群加工程序的上傳下傳功能、加工運動坐標顯示、加工狀況顯示、機床運行狀態監控、數控系統故障診斷、加工過程仿真等功能。
5.2.2 Control層上位機監控軟件功能方案研究
Control層上位機監控軟件的通信接口應能與將來的MES系統有效結合(如應具有OPC UA接口),而MES系統又必須能夠支持所級ERP系統,這樣就可以實現所內同時有多臺計算機共享Control層的生產過程信息,實現生產狀態的實時監督和生產信息的查詢統計。(廠)所級局域網軟件功能如圖2所示。
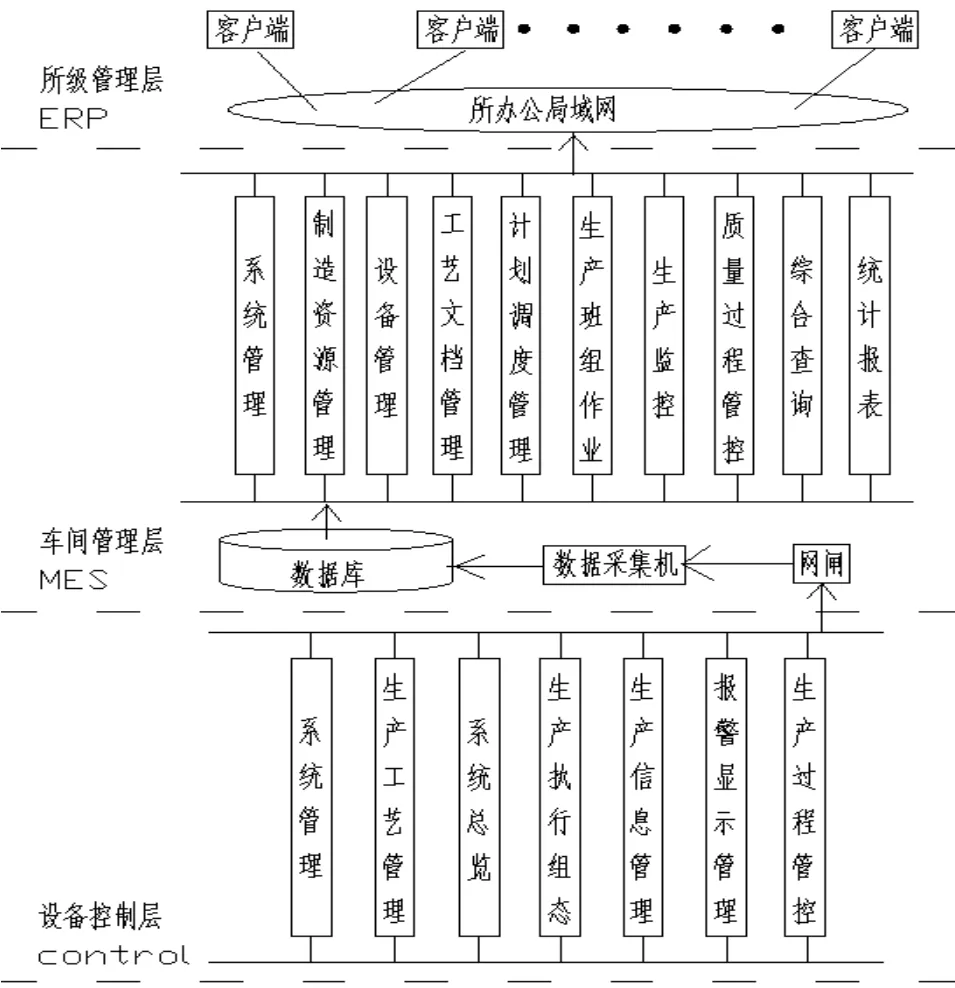
圖2 所級局域網軟件功能圖
5.2.3 過程控制設備群上位機監控軟件功能方案
Control層過程控制設備群監控軟件可包括以下七個功能模塊:
1)系統管理:提供系統操作日志、系統通訊測試、帳戶及權限管理等功能。
2)生產工藝管理:根據需要分為常規工藝庫和非常規工藝庫,工藝文件按日期排序,方便用戶查詢。本模塊可以在上位機上設置工藝數據(如目標溫度、升降溫速率、保溫時間等)及控制參數(如控制調節參數、報警設置、輸出功率限輻等),并可以對工藝數據和控制參數進行編輯保存;編輯保存后,計算機可以顯示工藝設定曲線,還可以將編制好的工藝數據及控制參數下傳到指定設備的指定儀表中。
3)系統總覽:在同一個界面中直觀地反映系統內所有設備的主要生產狀態信息,如當前各區控制溫度、壓力、工藝運行狀態、報警等信息。
4)生產執行組態:針對某一指定的單臺設備,集中顯示生產過程中需要動態監控的參數和圖表,如能夠顯示生產工藝數據、環境溫濕度、設備運行狀態、儀表運行狀態和耗能等信息。
5)生產信息管理:針對某一指定的單臺設備,可以隨時查詢或打印歷史工藝數據和曲線,還可以查看部分生產信息,如產品名稱、產品型號、產品數量、原材料信息、工裝模具信息、生產起始與結束時間、操作人員信息等。
6)報警顯示管理:針對某一指定的單臺設備,具有通訊中斷、設備超溫、設備超壓、工藝超溫、工藝超壓等報警信息。報警信息可以文字、模擬指示燈、語音等形式示警。報警信息可隨時保存,還可以上傳給MES層以滿足生產監控管理模塊的需求。
7)生產過程管控:針對某一指定的單臺設備,在實現生產控制的同時,還可提供以下生產過程信息:
(1)設備運行狀態:此部分通過采集PLC或儀表信號,顯示設備的當前狀態和運行環境等信息,如工作臺是否運行到位、爐門是否關好以及旋轉軸的振動信號、電機工作電流、電機轉速、電機輸出轉矩、加熱體工作電流、電網頻率值、電網電壓值等信息。設備運行狀態信息可按需上傳給MES層以滿足設備管理、質量過程管控等模塊的需求。
(2)生產工藝調用:在此可輸入工件名稱、工件圖號、生產編號等;可輸入日期、班次、操作者、工藝編號、原材料編號、工藝溫度、工藝壓力、工藝時間及控制調節參數等。生產工藝調用信息可按需上傳給MES層以滿足制造資源管理模塊、質量過程管控模塊的需求。
(3)工藝運行參數顯示:顯示儀表是處于自動運行狀態、手動控制狀態、暫停狀態還是停止狀態以及輸出百分比數據;顯示當前運行段號、升降溫速率、目標溫度、保溫時間等;顯示初始設置的設定值、PID參數、輸出功率限幅值和當前對應的設定值、PID參數、輸出功率限幅值;顯示各區的設定溫度、實際溫度、溫度偏差值、本段剩余時間、程序開始日期、程序開始時間、程序結束日期、程序結束時間等信息。工藝運行參數可按需上傳給MES層以滿足質量過程管控、綜合查詢、設備管理等模塊的需求。
(4)工藝過程控制:操作員可根據工藝要求進行執行、暫停、恢復、跳步、結束等操作,在運行過程中,用戶可以通過授權修改還沒有走過的工藝參數。工藝控制信息可按需上傳給MES層以滿足質量過程管控、設備管理等模塊的需求。
(5)生產工藝數據管理:盡可能實現實時采集生產工藝數據,對于不能實現完全自動化的生產環節,可手工錄入生產數據。本模塊可用不同顏色顯示設定曲線、實時采集曲線,曲線具有放大、縮小、打印等功能,還可以顯示、打印實時數據報表和歷史數據報表。生產工藝數據可上傳給MES層以滿足質量過程管控、設備管理等模塊的需求。
(6)耗能及生產環境管理:顯示每次生產過程的耗能,如耗電量、耗水量、耗氣量等;顯示環境溫濕度、電網參數、儀器儀表周檢等生產環境信息。耗能及生產環境信息可按需上傳給MES層以滿足制造資源管理、設備管理、質量過程管控、綜合查詢、統計報表等模塊的需求。
5.2.4 數控機床設備群上位機監控軟件功能方案(不包括智能數控機床)
數控機床設備群可自行開發帶有OPC UA通信接口的監控管理軟件,監控軟件可以包括以下功能:
1)上位機能夠根據CAD圖紙自動編制加工程序,并能夠仿真加工過程;
2)上位機能將加工程序下傳給數控系統,也可以將數控系統內的加工程序上傳到上位機;3)可參考CELOS智能數控系統開發刀具管理功能;4)可參考CELOS智能數控系統開發在線顯示系統;
5)能夠在同一界面上實時顯示設計加工軌跡和實時加工軌跡;
6)可參考i5系統開發自動檢測產品功能;
7)能夠監測機床運行狀態、生產環境、耗能等信息,能夠管理儀器儀表周檢信息,并參考CELOS智能數控系統開發設備管理功能;
8)參考過程控制設備群上位機監控軟件方案開發系統管理、生產工藝管理、生產信息管理、報警信息管理、生產過程管控等模塊。
6 結束語
企業的數字化建設是一個曲折而漫長的過程,生產大數據的管理是一個枯燥乏味的過程,但這些過程可以為后人創造一個智能化的生產環境。
[1]王建民.工業大數據技術與應用白皮書2.0[M].清華大學,2017.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57
