基于探針試驗的預浸料黏性內聚力模型
2018-03-15 09:53:48舒展彭嘯李發飛徐強
航空學報 2018年2期
舒展,彭嘯,李發飛,徐強
浙江大學 機械工程學院 流體動力與機電系統國家重點實驗室,杭州 310027
先進復合材料因其性能優異而在航空航天領域得到廣泛應用[1-2],高效、低成本制造技術是復合材料進一步推廣的關鍵[3],自動鋪放是復合材料制造技術的核心組成部分[4-5]。預浸料是自動鋪放的原材料,在黏性的作用下,預浸料逐層鋪貼到模具表面[6-7],合適的黏性是高質量成型的基本保障,黏性不足易產生滑移、架橋等鋪放缺陷,黏性過大既不利于預浸料與背襯紙脫離,也不利于鋪層有誤時調整重鋪[8-9]。因此,研究預浸料的黏性行為對自動鋪放有重大工程意義。
國內外學者借鑒壓敏膠(Pressure Sensitive Adhesive, PSA)黏性的測定方法[10],發展了一系列定量測定預浸料黏性的方法,主要有剝離試驗法[11-18]、壓/拉試驗法[19]和探針試驗法[20]。相比其他方法,剝離試驗法常被用來研究鋪放工藝參數對黏性的影響規律。Banks等[11]采用懸浮壓輥剝離試驗法研究了不同固化程度的預浸料剝離斷裂能的變化規律;Brooks和Platt[12]以及黃文宗等[13]利用T剝離研究了鋪放速率、壓力和溫度等對預浸料黏性(平均剝離力)的影響規律。然而,剝離試驗往往難以獲得預浸料固有的黏性,因為平均剝離力除預浸料自身脫粘力之外,還包括預浸料的彎曲變形力。由于增強纖維的存在,預浸料剛度對黏性測定的干擾作用更加突出。針對這一問題,Crossley等[14]開發了一套可以同時鋪放和剝離的鋪放/剝離裝置,研究了預浸料黏性和剛度隨工藝參數的變化規律,但受壓輥摩擦力的作用易產生負黏性值;另一方面,鋪放與剝離同時進行的設計導致其鋪放速率研究區間受限于試驗機加載速率,與實際鋪放速率工作區間相差兩個數量級[17-18]。
與剝離試驗相比,壓/拉試驗和探針試驗的基本原理都是首先讓壓頭(或探針)與預浸料表面接觸,然后保壓一段時間,最后分離,利用分離能(或分離力)來表征預浸料的黏性,Ahn[19]和Dubois[20]等分別利用這兩種方法研究了預浸料的黏性隨保壓時間、保壓大小、分離速率、溫度和老化時間等因素的變化規律。然而,這些工作沒有考慮實際預浸料鋪放過程中鋪放工藝參數對黏性的影響規律。
目前,國內外學者關于預浸料黏性的研究主要集中在如何定量表征和測定黏性,對于預浸料脫粘時所遵循的力學規律尚缺乏認識,相比剝離試驗,探針試驗在這一方面有獨特的優勢,并且已經被用于分析PSA的黏性機理[21-22]。
本文在現有探針試驗的基礎之上[20,23],開發了一套適用于自動鋪放預浸料黏性測定和分析的探針試驗裝置,利用該裝置得到了預浸料脫粘過程的應力-位移曲線,并采用指數內聚力模型(Cohesive Zone Model, CZM)描述了預浸料與模具之間的黏性行為。根據黏性內聚力模型和試驗現象分析了預浸料脫粘的力學演變過程。利用探針試驗參數調控鋪放工藝參數,研究了預浸料與模具間的黏性CZM參數與鋪放速率、壓力和溫度之間的定量關系,為制定特定鋪放條件下的鋪放工藝規劃提供參考。
1 探針試驗與自動鋪放過程
1.1 探針試驗

圖1 探針試驗裝置和模型Fig.1 Device and model of probe test
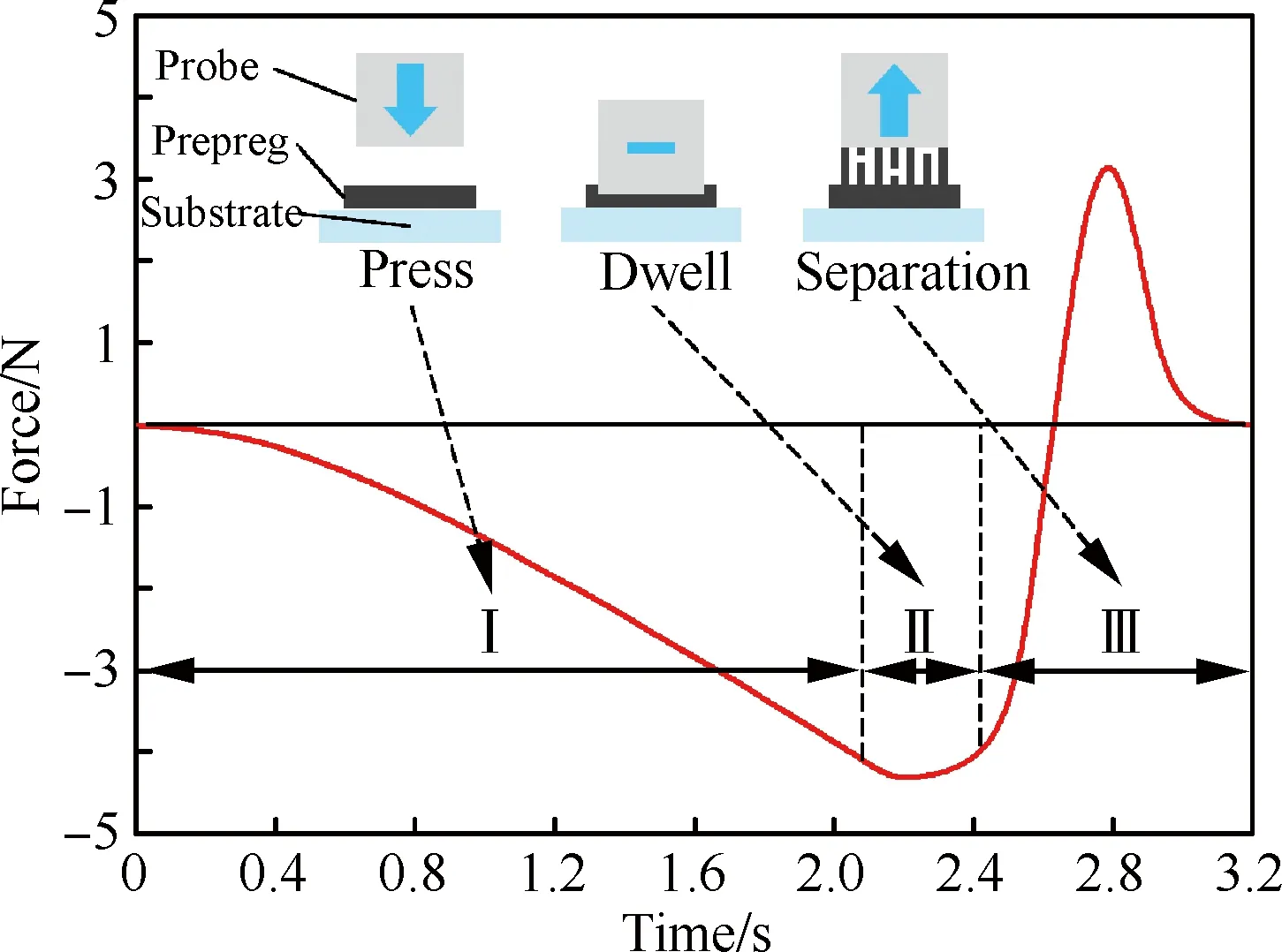
圖2 探針試驗過程Fig.2 Probe test process
如圖1所示,探針試驗在深圳三思縱橫UTM2102電子試驗機上進行,由智能柔性加熱器實現溫度調控。試驗過程包括下壓、保壓和分離3個階段,如圖2所示。(Ⅰ)下壓(Press):探針以3 mm/min的速率下壓,與預浸料產生接觸,當壓力達到設定的保壓大小時停止下壓;(Ⅱ)保壓(Dwell):保壓一段時間;(Ⅲ)分離(Separation):探針以60 mm/min的速率分離,直到探針與預浸料完全脫開。記錄載荷-時間曲線和載荷-位移曲線,利用分離能表征預浸料的黏性。試驗預浸料為T700/DS1202自動鋪絲專用預浸料,其樹脂類型為中低溫固化環氧樹脂,含量為(40±3)%。試樣厚度為0.125 mm,寬度為6.35 mm,長度為30 mm。探針材料為鋼(與模具相同),頭部直徑為5 mm;墊片材料為硅橡膠(與壓輥相同)。
1.2 試驗參數與鋪放工藝參數的對應關系
自動鋪放過程中,柔性壓輥在鋪放壓力的作用下產生變形,以一定的鋪放速率從預浸料表面碾過,預浸料上某一點的受壓時間與壓輥弦向變形量成正比,與鋪放速率成反比[24],由此可建立探針保壓時間與鋪放速率之間的對應關系為
(1)
式中:t為保壓時間;l為壓輥弦向變形量;v為鋪放速率。
已有研究表明,壓輥弦向變形量對鋪放壓力的敏感度很低,即使鋪放壓力產生較大的變化,壓輥弦向變形量也基本不變[25]。在實驗室自行設計的鋪放試驗平臺上測量不同壓力下的壓輥弦向變形量,結果表明:當測試溫度T=20 ℃,壓輥材料為硅橡膠(邵氏硬度為40,對應的彈性模量為1.696 MPa),長度H=135 mm,直徑D=85 mm,鋪放壓力(P1)從200 N變化到1 200 N時,壓輥弦向變形量(l)從30 mm變化到32 mm,相對改變量很小(見圖3)。由此可以保證保壓時間與鋪放速率之間的反比關系基本上不受其他因素(如鋪放壓力等)的影響。
相關研究表明,硅橡膠壓輥在長度方向上的壓力分布基本均勻[26]。采用日本富士膠片公司的壓力分布測量系統測量壓輥的壓力分布(鋪放壓力為1 012 N,通過氣缸壓力調節),該測量系統通過感壓膠片灰度值與壓強值之間的線性關系來計算壓力,結果如圖4所示,可見,其沿長度和寬度方向的壓力分布均比較均勻,由此可以建立探針保壓大小與鋪放壓力之間的對應關系:
(2)
式中:p為鋪放壓強;P2為保壓大小;A=19.63 mm2為探頭面積。
受限于試驗機的保壓時間精度,本文的鋪放速率研究區間為20~120 mm/s(對應保壓時間為1.5~0.25 s),雖與目前自動鋪放的最高鋪放速率(1 000 mm/s)仍相差一個數量級,但比剝離試驗卻提高了一個數量級。常用鋪放壓強一般在0.05~0.3 MPa之間[27],對應的保壓大小為0.98~5.89 N。鋪放溫度與預浸料固化溫度有關,本試驗采用的預浸料為中低溫固化預浸料,鋪放溫度相對較低,故設定試驗溫度的變化區間為20~45 ℃。最終確定的探針試驗過程參數與鋪放工藝參數的對應關系如表1所示。其中,T1為鋪放溫度;T2為探針試驗溫度。
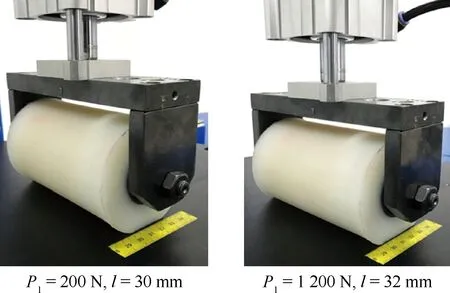
圖3 壓輥變形Fig.3 Deformation of compaction roller
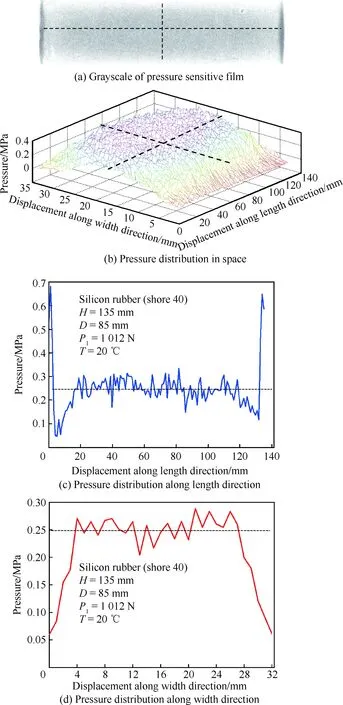
圖4 壓輥壓力分布Fig.4 Pressure distribution of compaction roller
表1 探針試驗參數與鋪放工藝參數的關系
Table 1 Relationship between probe test parameters and laying process parameters
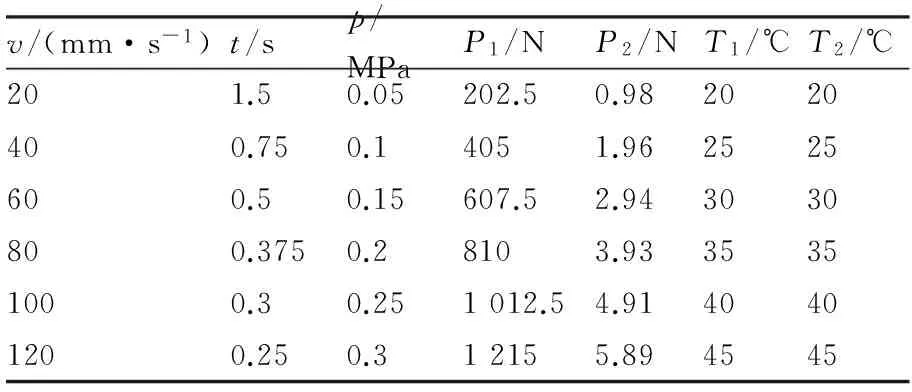
v/(mm·s-1)t/sp/MPaP1/NP2/NT1/℃T2/℃201.50.05202.50.982020400.750.14051.962525600.50.15607.52.943030800.3750.28103.9335351000.30.251012.54.9140401200.250.312155.894545
2 預浸料黏性的內聚力模型
國內外學者借助剝離試驗研究了鋪放工藝參數對預浸料黏性大小(平均剝離力)的影響,但是對于預浸料的脫粘機理尚缺乏認識,本文在探討工藝參數對黏性的影響之前,首先采用內聚力模型(CZM)描述預浸料脫粘的力學行為,然后探討鋪放工藝參數對黏性CZM參數的影響。
2.1 幾種常用的內聚力模型
內聚力模型(CZM)自1960年由Dugdale[28]最早提出,并于1987年經Needleman[29]推廣后,在描述界面力學行為等方面得到廣泛的應用[30],如分析層合板的沖擊損傷[31]、分層失效[32]和界面脫粘[33-34]以及復材貼片修補[35]和膠結接頭[36]等。常用的內聚力模型包括雙線性CZM、彈塑性CZM、多項式CZM和指數CZM等[37](見圖5),其控制方程分述為
1) 雙線性CZM:
(3)
2) 彈塑性CZM:
(4)
3) 多項式CZM(二次):
(5)
4) 指數CZM:
(6)
式中:σ為層間應力;δ為位移;σmax為粘結強度;δ0、δ1和δ2為特征位移;δc為臨界位移。
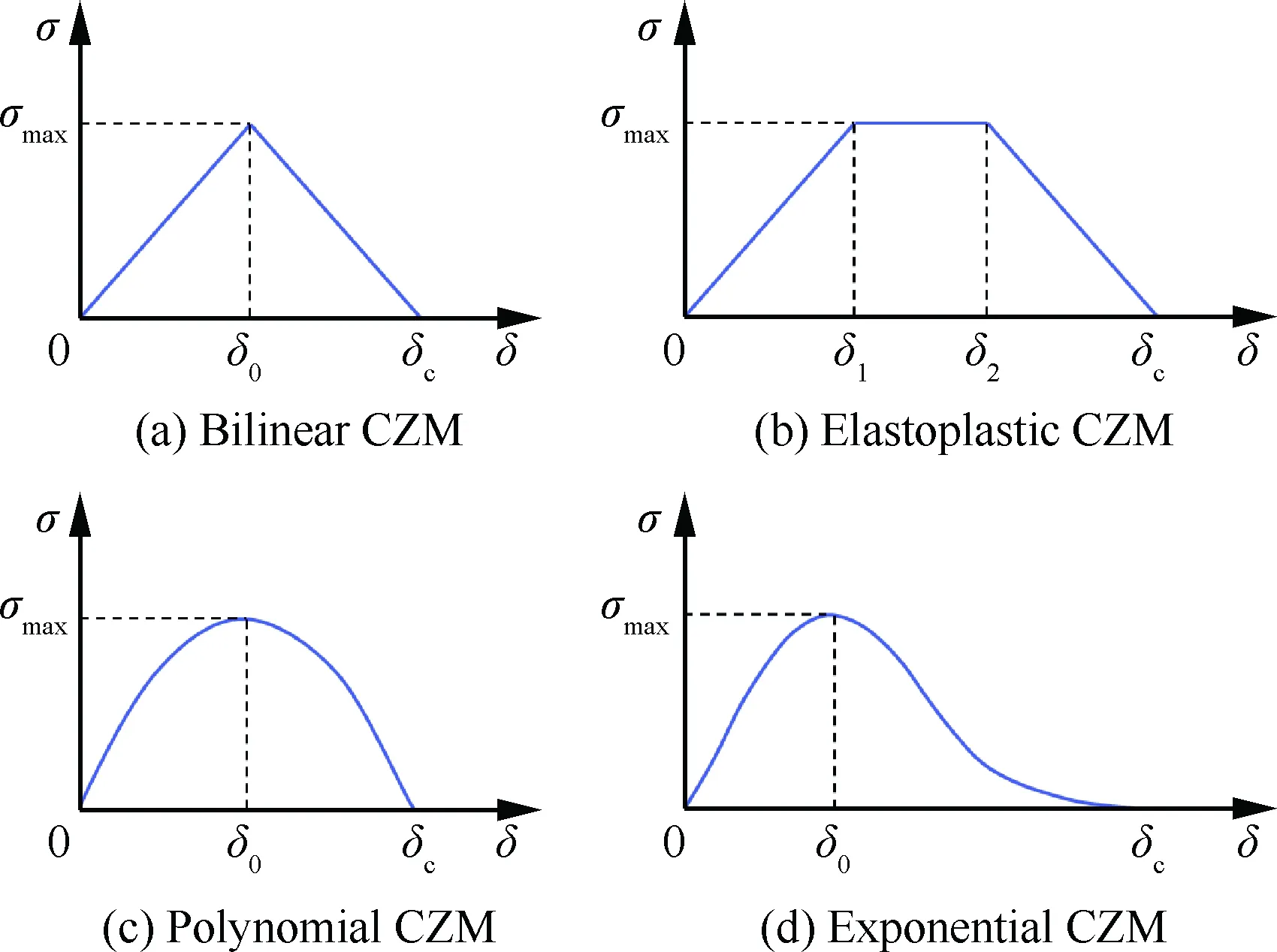
圖5 幾種常用的內聚力模型Fig.5 Common Cohesive Zone Models (CZM)
2.2 內聚力模型擬合結果
選取試驗數據點相對較多的參數組合(鋪放速率為60 mm/s,鋪放壓力為810 N,鋪放溫度為35 ℃;對應保壓時間為0.5 s,保壓大小為3.93 N,試驗溫度為35 ℃),利用MATLAB最小二乘擬合工具箱對預浸料脫粘時的應力-位移曲線試驗數據進行擬合,4種內聚力模型的擬合曲線如圖6所示,擬合參數如表2所示。
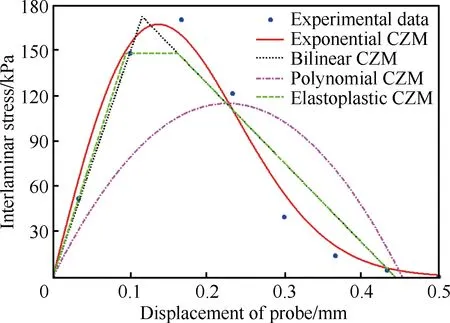
圖6 內聚力模型擬合曲線與試驗數據Fig.6 Fitting curves of CZM and experimental data
表2 內聚力模型擬合參數Table 2 Fitting parameters of CZM
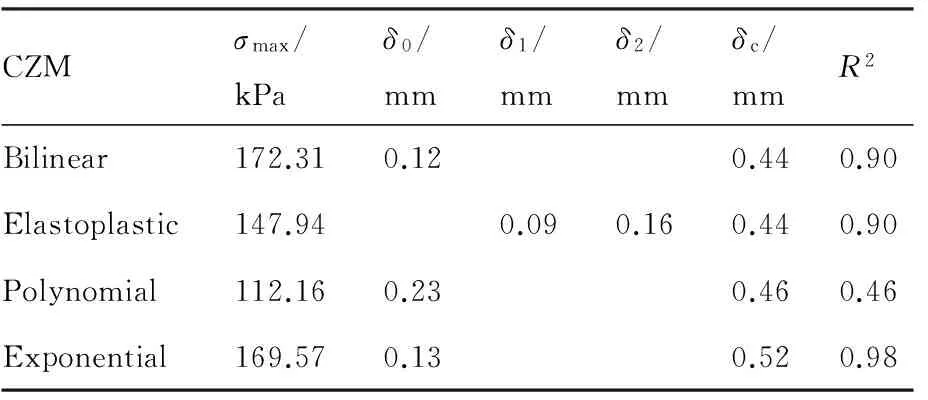
CZMσmax/kPaδ0/mmδ1/mmδ2/mmδc/mmR2Bilinear172.310.120.440.90Elastoplastic147.940.090.160.440.90Polynomial112.160.230.460.46Exponential169.570.130.520.98
可見,指數內聚力模型擬合的曲線與試驗數據吻合度最高,相關系數高達0.98。對其他參數組合下的試驗數據進行指數CZM擬合,發現所有擬合曲線的相關系數均在0.96以上,表明采用指數CZM描述預浸料的黏性行為比較準確。
2.3 預浸料在不同失效模式下的脫粘行為
Crossley等[14]發現預浸料與模具間粘結層的失效模式會隨著溫度變化而發生改變,在低溫時呈現界面失效,在高溫時呈現內聚失效。如圖7所示,本文利用實驗室自行開發的剝離試驗裝置也觀察到了相同的現象。探針試驗溫度T2在20~30 ℃之間時,模具表面幾乎沒有樹脂殘留,表明失效發生在界面;T2在35~45 ℃之間時,模具表面有明顯的樹脂殘留,且隨著溫度升高而增多,表明失效發生在粘結層樹脂內部。
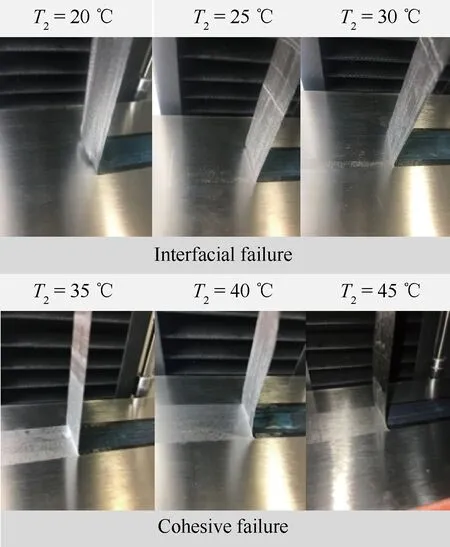
圖7 剝離試驗現象Fig.7 Phenomena of peel test
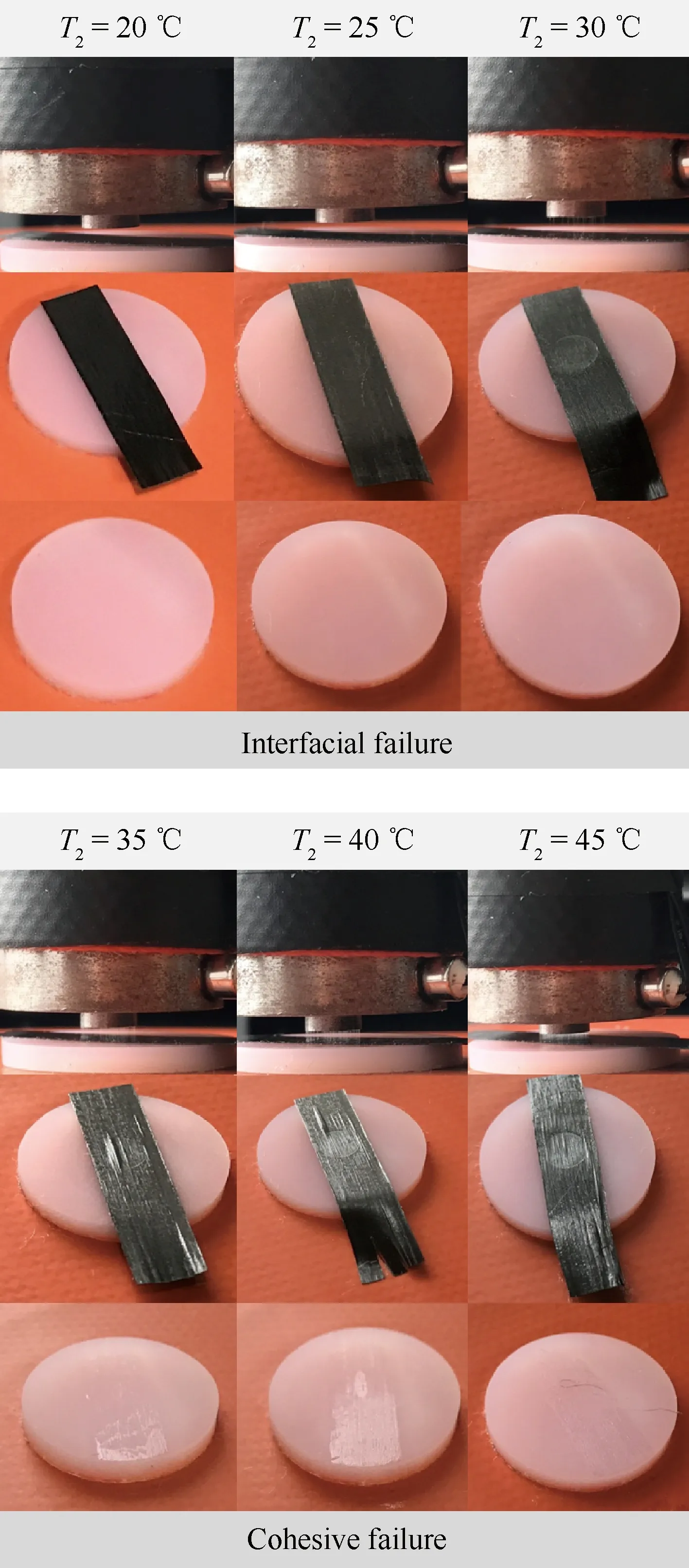
圖8 探針試驗現象Fig.8 Phenomena of probe test
利用探針試驗也觀察到了類似的現象。如圖8所示,探針試驗溫度T2在20~30 ℃之間,探頭表面與預浸料表面之間幾乎觀察不到黏性絲,表明失效發生在界面,同時,預浸料外形完整,相對較“硬”,揭去預浸料之后,硅橡膠墊片表面幾乎沒有樹脂殘留,表明預浸料與探針或者硅橡膠片之間均發生了界面失效;探針試驗溫度T2在35~45 ℃之間,探頭表面與預浸料表面之間可觀察到明顯的黏性絲,且其隨著溫度升高而增多,表明失效發生在粘結層樹脂內部,此外,預浸料表面出現褶皺,相對較“軟”,揭去預浸料之后,硅橡膠墊片表面有明顯的的樹脂殘留,且隨著溫度升高而增多,表明預浸料與探針或者硅橡膠片之間均發生了內聚失效。
可見,在低溫階段,探針與預浸料間的界面強度小于粘結層樹脂的內聚強度,失效發生在界面;在高溫階段,內聚強度小于界面強度,失效發生在粘結層內部。對兩種失效模式下的試驗數據進行擬合后發現(詳見下文),指數型CZM均可以較好地描述預浸料的脫粘行為。
預浸料脫粘時的應力-位移曲線和剛度方程曲線如圖9所示,粘結層剛度方程的表達式為
(7)
式中:K為預浸料粘結層的切線剛度。
預浸料脫粘時的分離能大小為
(8)
式中:G為預浸料脫粘的分離能,其大小與黏性CZM參數σmax和δ0的乘積呈簡單正比關系。
結合曲線圖(見圖9)和預浸料脫粘行為的具體力學演變過程(見圖10), 可將其脫粘過程大致劃分為如下3個階段:①快速上升階段OA, 探針與預浸料間的粘結層受拉后產生變形,層間應力隨著位移的增加而增大,直至其達到最大值;②損傷擴展階段AB,當粘結層中的應力超過粘結層的強度后,粘結層產生損傷,并加速擴散,導致應力隨著位移的增加而快速減小;③最終失效階段BC,當損傷擴展到一定程度時,擴展速率逐漸趨緩,隨著位移的增加,層間應力緩慢地趨近于零。
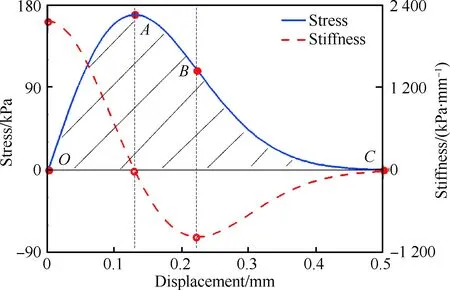
圖9 預浸料脫粘過程的應力-位移曲線和 剛度方程曲線Fig.9 Stress-displacement curve and stiffness equation curve of debonding process of prepreg
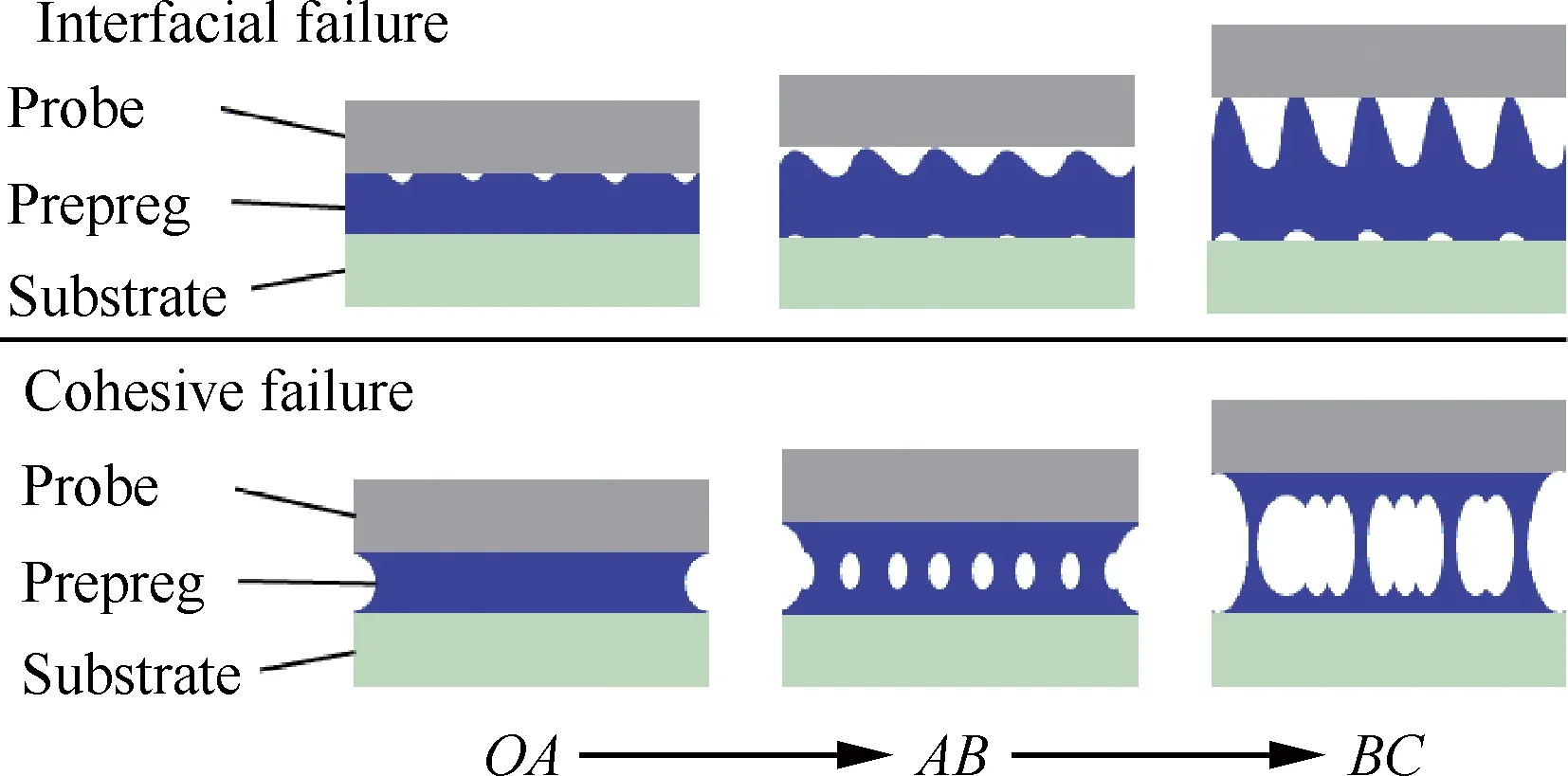
圖10 預浸料在兩種失效模式下的脫粘過程Fig.10 Debonding process of prepreg in two failure modes
3 鋪放工藝參數對預浸料黏性行為的影響
3.1 重復次數和取樣位置對結果的影響
探究鋪放工藝參數對預浸料黏性行為的影響規律前,首先確定探針試驗重復次數和取樣位置對結果的影響。設定鋪放速率為60 mm/s,鋪放壓力為810 N,鋪放溫度為20 ℃(對應保壓時間為0.5 s,保壓大小為3.93 N,試驗溫度為20 ℃);做6組試驗,每組重復6次,一共36次。組內試驗不換樣(同一取樣位置),連續重復6次,探究重復次數對結果的影響;組間試驗換樣(不同取樣位置),一共取樣6次,探究取樣位置對結果的影響。試驗結果如表3所示,各個試樣在6次的重復試驗中,黏性(分離能)有微小的波動,其隨重復次數變化的離散系數(最后一行)的均值為12.61%,造成這種分散性的主要原因是預浸料的黏彈性特性;在同一次序的試驗中,不同取樣位置的預浸料黏性也有差異,其隨取樣位置變化的離散系數(最后一列)的均值為15.50%,這主要是因為不同取樣位置的預浸料表面粗糙度、纖維分布和樹脂含量均有所差異。
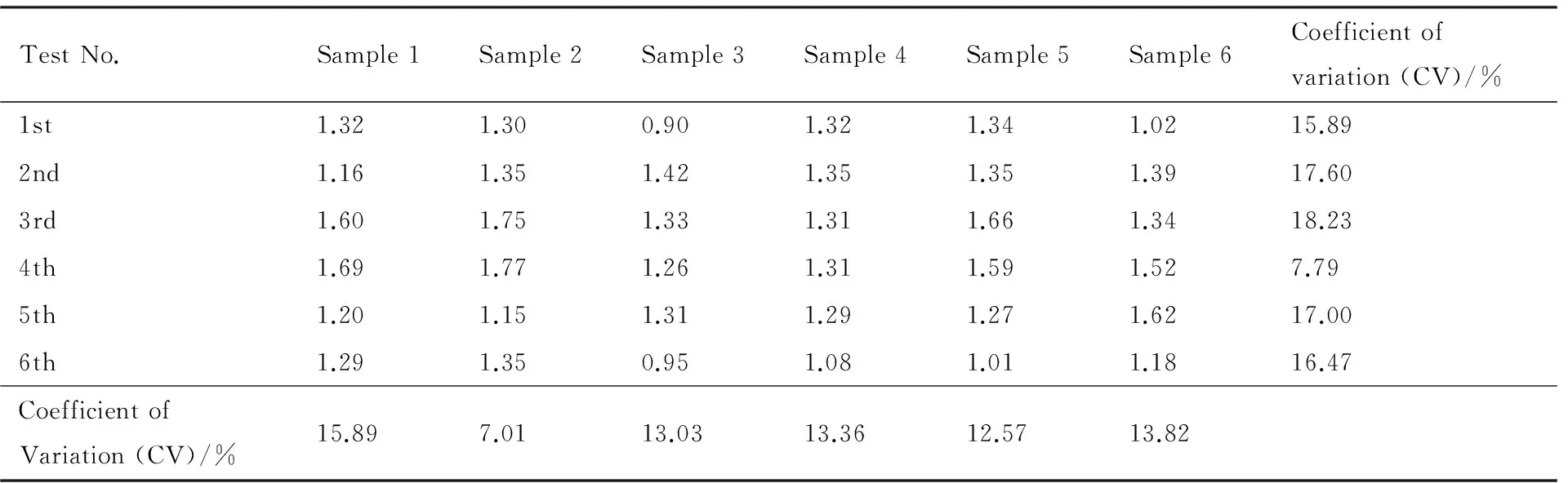
表3 6個試樣各重復6次的分離能G(N/m)Table 3 Separation energy of 6 samples repeated for 6 times for each G(N/m)
3.2 鋪放速率對預浸料黏性行為的影響
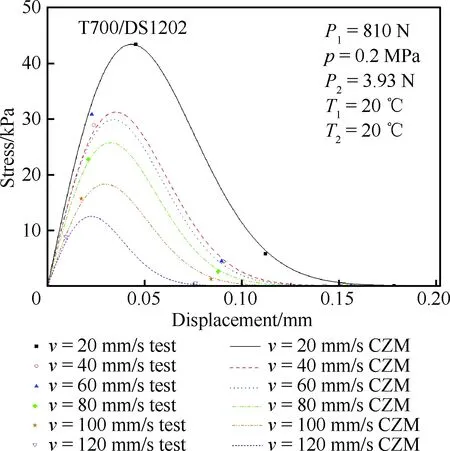
圖11 不同鋪放速率下的預浸料黏性CZM曲線Fig.11 CZM curves of prepreg tack under different lay-up velocities
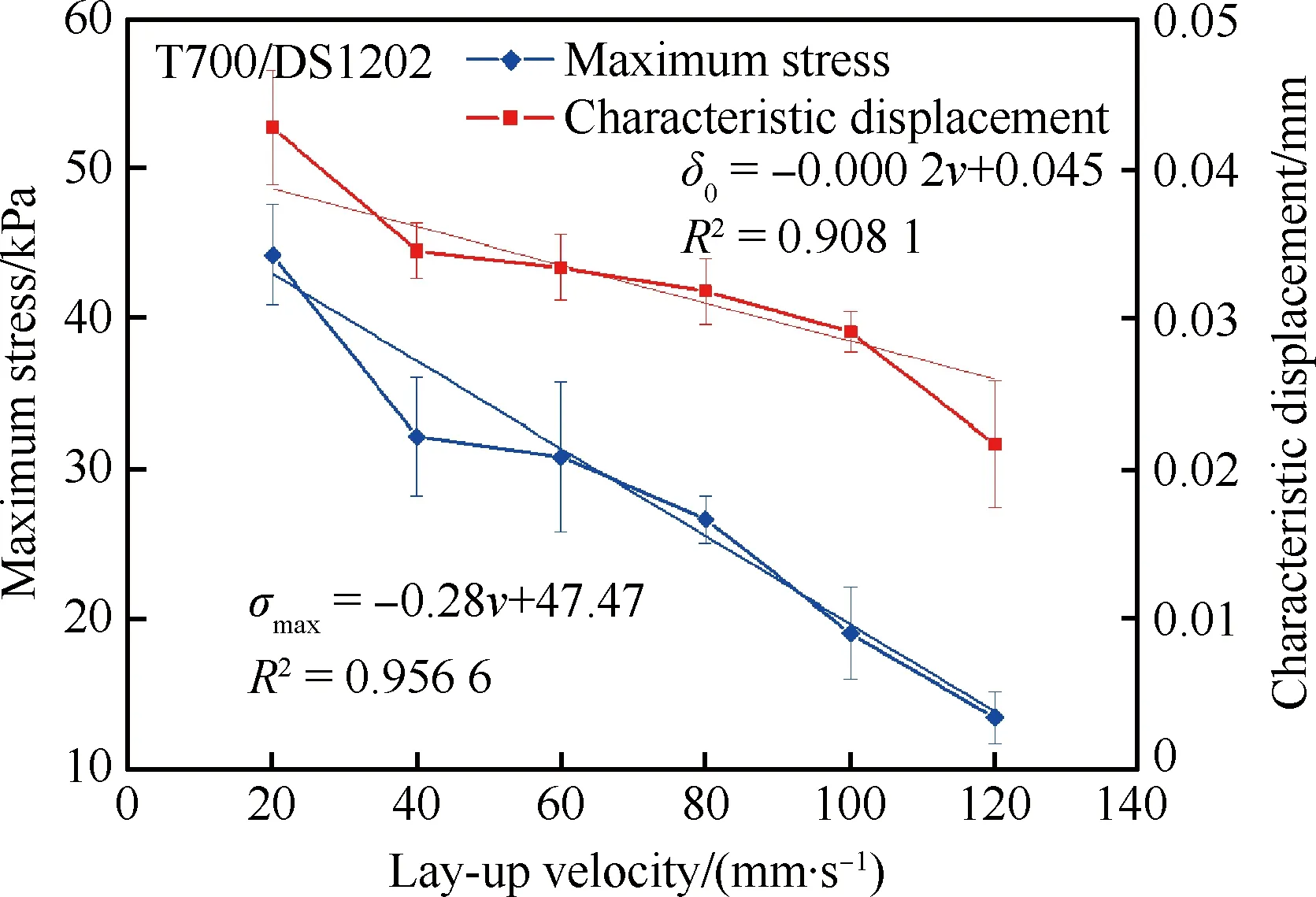
圖12 預浸料黏性CZM參數與鋪放速率之間的關系Fig.12 Relationship between CZM parameters of prepreg tack and lay-up velocity
鋪放速率直接決定復合材料鋪放成型效率,一般越大越好,然而,鋪放速率高意味著保壓時間短,使樹脂對模具的浸潤不夠,導致黏性過低而產生滑移等鋪放缺陷。如圖11所示,在鋪放壓力為810 N,鋪放溫度為20 ℃(對應保壓大小為3.93 N,試驗溫度為20 ℃)時,根據試驗數據得出不同鋪放速率下的預浸料黏性CZM曲線。圖12是黏性CZM參數與鋪放速率之間的關系,可見,粘結強度和特征位移均與鋪放速率近似呈線性關系。當鋪放速率增加20 mm/s時,粘結強度和特征位移分別減少5.6 kPa和0.004 mm。這是因為鋪放速率越高,加壓時間越短,樹脂對模具表面的浸潤效果越差,界面粘結性能越差。在實際鋪放中,應當綜合考慮成型效率和黏性的要求,選取合適的鋪放速率。
3.3 鋪放壓力對預浸料黏性行為的影響
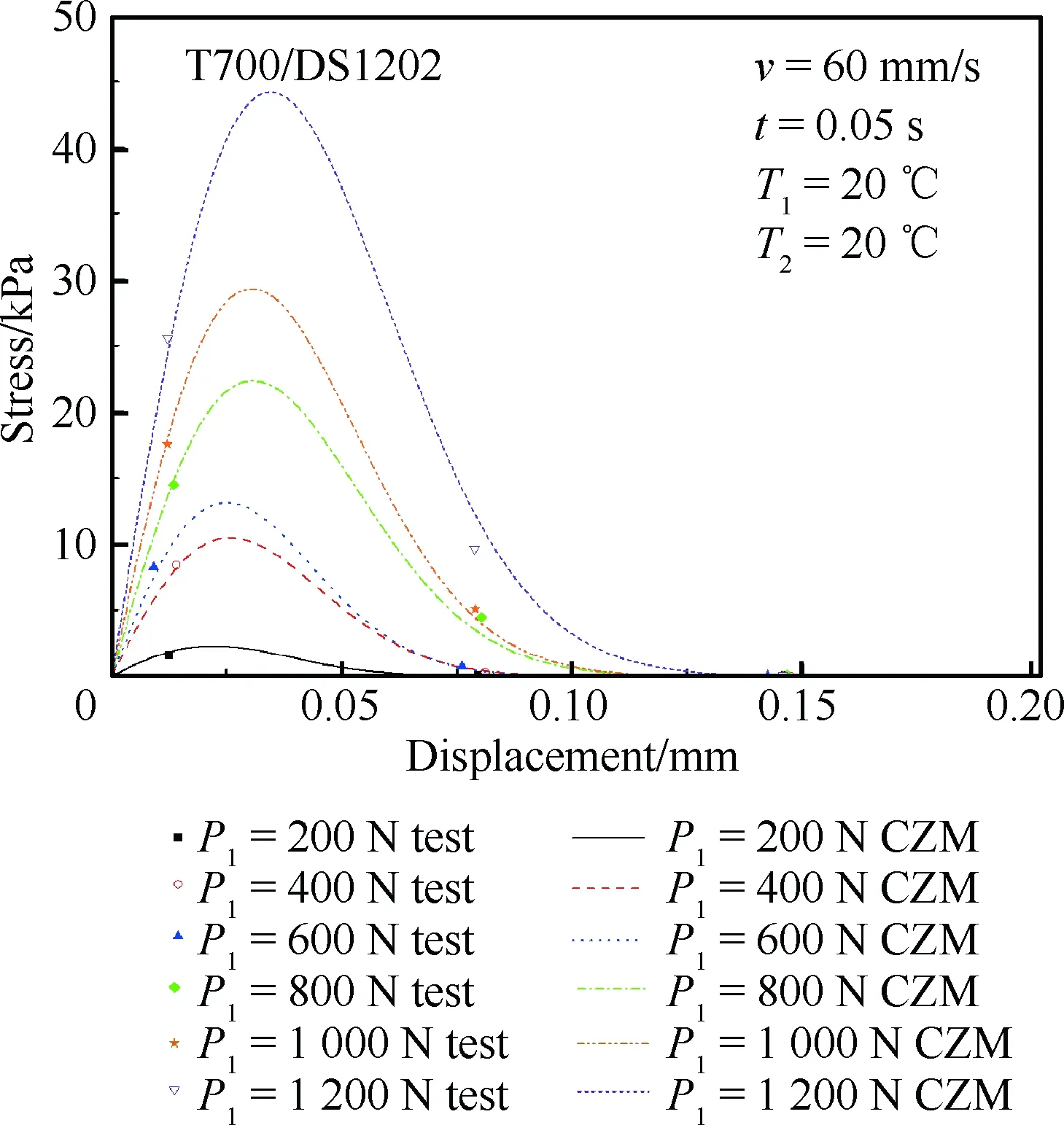
圖13 不同鋪放壓力下的預浸料黏性CZM曲線Fig.13 CZM curves of prepreg tack under different lay-up pressures
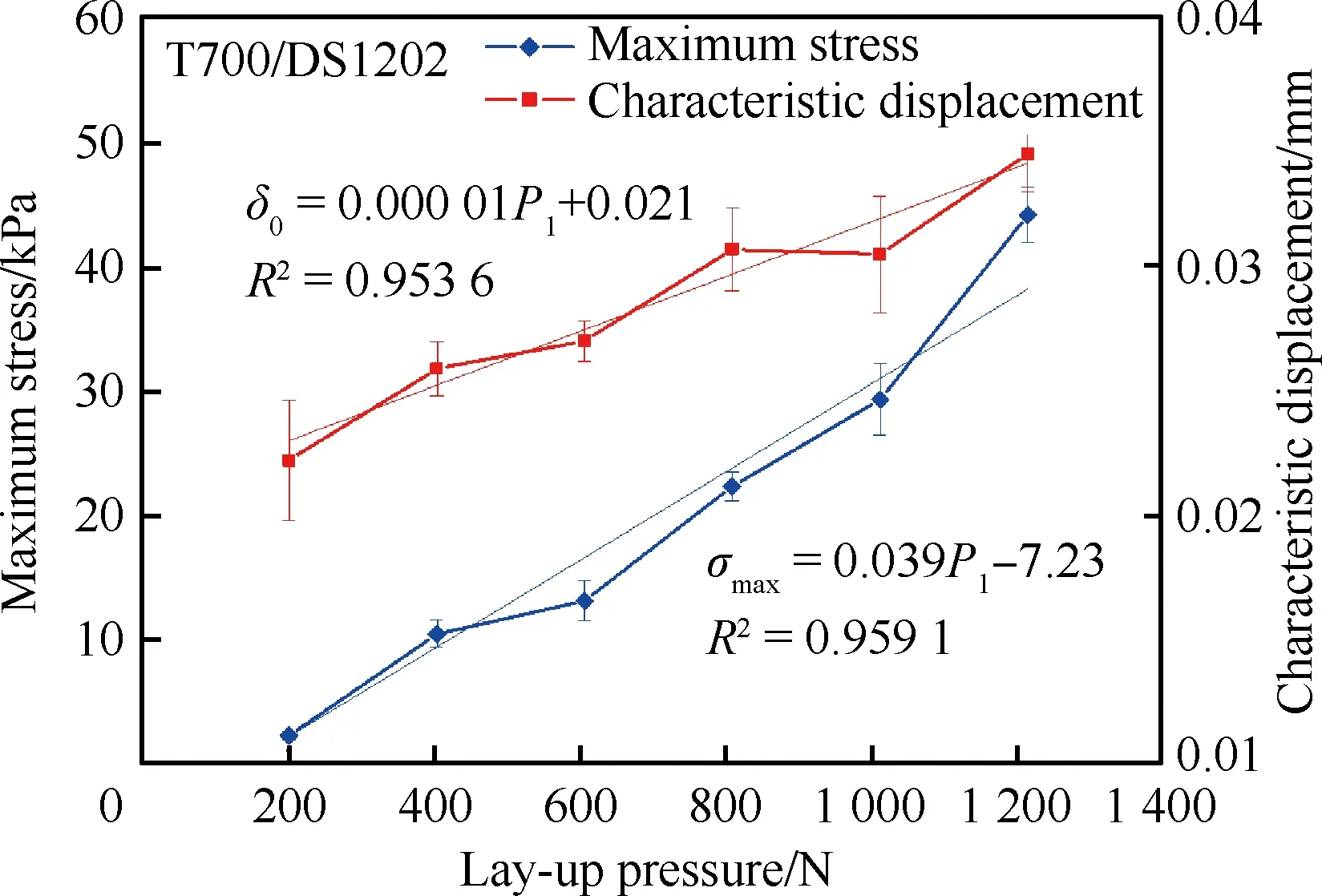
圖14 預浸料黏性CZM參數與鋪放壓力之間的關系Fig.14 Relationship between CZM parameters of prepreg tack and lay-up pressure
鋪放壓力作為基本的鋪放工藝參數之一,不僅影響預浸料的變形情況,而且對預浸料的黏性也有重要影響。設定鋪放速率為60 mm/s,鋪放溫度為20 ℃(對應保壓時間為0.5 s,試驗溫度為20 ℃),探究預浸料黏性CZM參數隨鋪放壓力的變化規律。圖13和圖14分別是不同鋪放壓力下的預浸料黏性CZM曲線和CZM參數變化規律,可見,黏性CZM參數與鋪放壓力近似呈線性關系。當鋪放壓力增加200 N時,粘結強度和特征位移分別增加7.8 kPa和0.002 mm。這是因為壓力的增加有利于樹脂的流動,便于樹脂浸潤界面,提高粘結性能。然而,在壓力的作用下,預浸料會產生壓縮變形[24],因此壓力也不宜過大。
3.4 鋪放溫度對預浸料黏性的影響
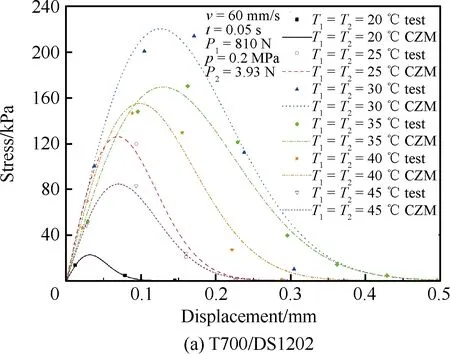
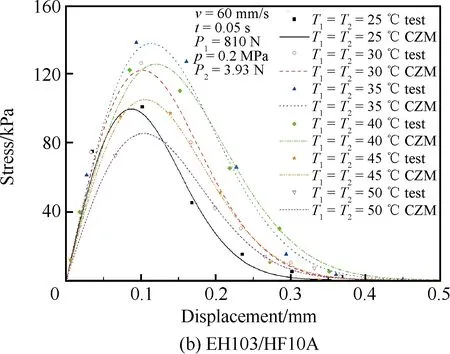
圖15 不同鋪放溫度下的預浸料黏性CZM曲線Fig.15 CZM curves of prepreg tack at different lay-up temperatures
樹脂的力學性能有較強的溫度相關性,導致預浸料的力學性能和黏性均受到溫度的影響,鋪放溫度是決定成型質量的重要因素。設定鋪放速率為60 mm/s,鋪放壓力為810 N(對應保壓時間為0.5 s,保壓大小為3.93 N),探究預浸料黏性CZM參數隨鋪放溫度的變化規律。預浸料在不同鋪放溫度下的黏性CZM曲線和CZM參數變化規律分別如圖15(a)和圖16(a)所示,隨著溫度的增加,粘結強度和特征位移均先增大后減小,近似呈二次關系,峰值點對應的溫度為30 ℃左右。
預浸料與探針間的粘結層在高低溫階段的失效模式不同,低溫時發生界面失效,高溫時發生內聚失效。在低溫階段,界面強度起主導作用。溫度增加導致樹脂流動性增強,有利于浸潤界面,使得界面強度增強,預浸料黏性隨著溫度升高而增大。在高溫階段,內聚強度決定黏性大小。隨著溫度進一步上升,樹脂變軟,內聚強度逐漸減弱,導致預浸料黏性隨溫度的升高而減小。

圖16 預浸料黏性CZM參數與鋪放溫度之間的關系Fig.16 Relationship between CZM parameters of prepreg tack and lay-up temperature
為了探究預浸料類型對黏性隨溫度變化規律的影響,對另外兩種預浸料也進行了溫度探究試驗,結果如圖15(b)、圖15(c)、圖16(b)和圖16(c)所示。另兩種預浸料分別為EH103/HF10A和EH104/HF10A自動鋪絲專用預浸料,其樹脂類型均為高溫固化環氧樹脂,含量分別為(38±3)%和(35±3)%。由結果可知,另兩種預浸料的黏性CZM參數隨溫度的變化規律與T700/DS1202類似,均近似符合二次關系,它們的峰值點溫度均在35 ℃左右。峰值點溫度跟預浸料種類尤其是樹脂種類有關,若需要預浸料保持較高的黏性,應當盡量控制鋪放溫度保持在峰值點溫度附近。
4 討 論
4.1 探針試驗與剝離試驗的結果對比
目前,學者們利用剝離試驗研究了鋪放工藝參數對預浸料黏性的影響[13-14],為了說明本文探針試驗的有效性,將探針試驗與剝離試驗的結果進行對比,結果如圖17所示。
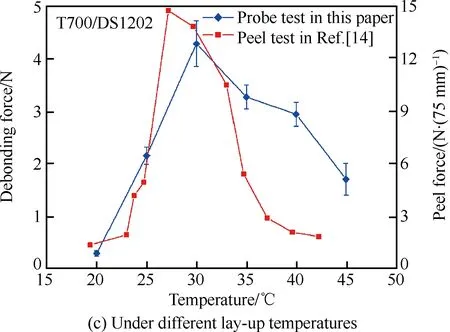
圖17 不同鋪放參數下的最大分離力與平均剝離力對比Fig.17 Comparison of maximum debonding force and average peel force with different lay-up parameters
由結果可知,利用探針試驗或者剝離試驗所得到的預浸料黏性隨鋪放工藝參數的變化趨勢是基本一致的。這是因為最大分離力反映了粘結層強度的大小,而粘結層強度又直接影響所需平均剝離力的大小。探針試驗與剝離試驗的黏性結果存在相關性,它們兩者隨工藝參數的變化趨勢是一致的,說明了本文探針試驗結果的可靠性。兩者之間存在微小的差異,可能是材料類型和試驗條件的不同引起的。
4.2 探頭面積對結果的影響
探頭面積影響預浸料的測量范圍,由于預浸料表面樹脂凸起分布的隨機性,探頭面積可能對測量結果產生影響。設定鋪放速率為60 mm/s,鋪放壓力為810 N,鋪放溫度為23 ℃(對應保壓時間為0.5 s,保壓大小為3.93 N,試驗溫度為23 ℃),探究探頭面積(用探頭直徑d間接表示)對預浸料黏性CZM參數的影響,試驗結果如圖18和圖19所示。
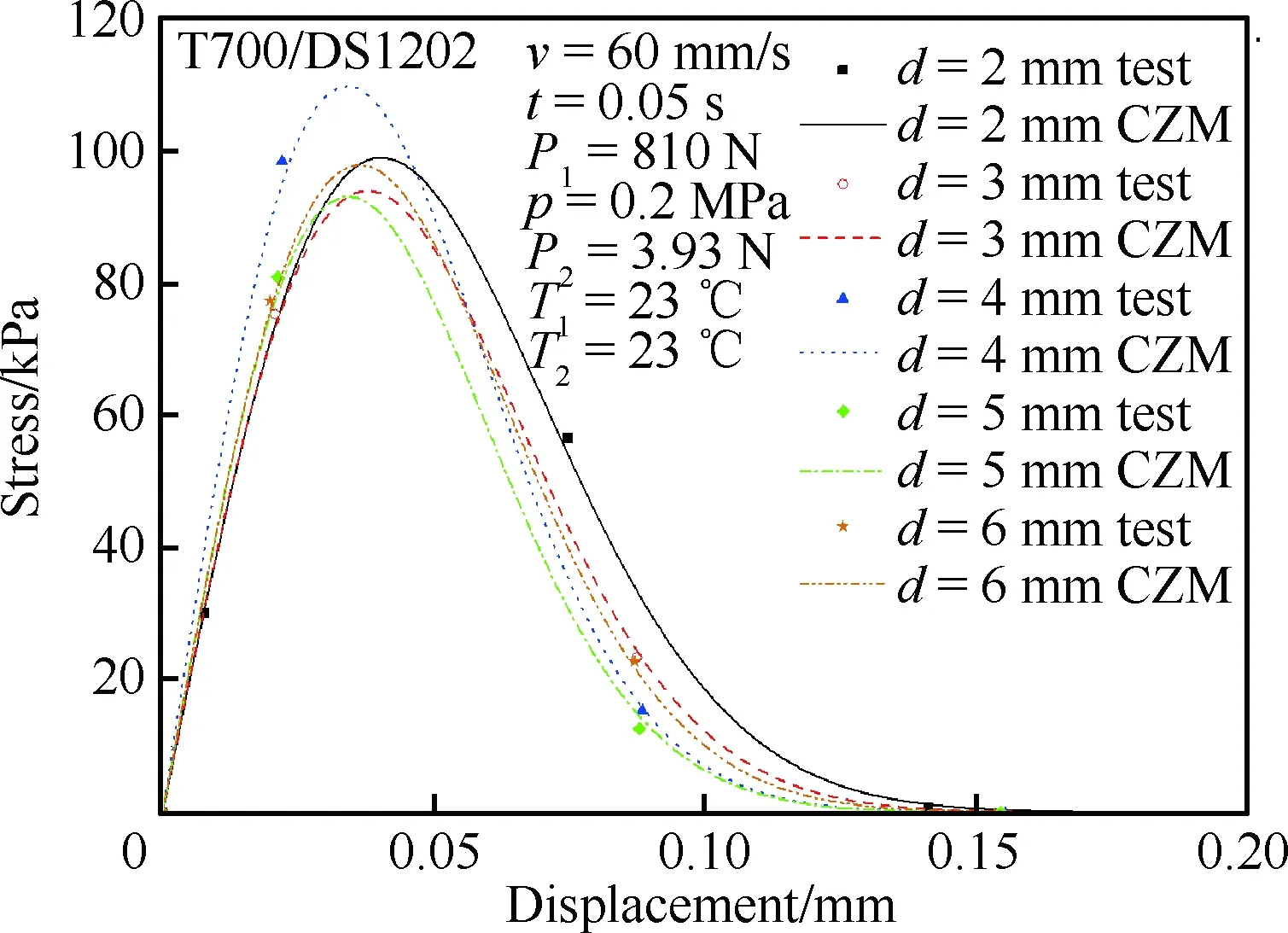
圖18 不同探頭面積下的預浸料黏性CZM曲線Fig.18 CZM curves of prepreg tack with different probe areas
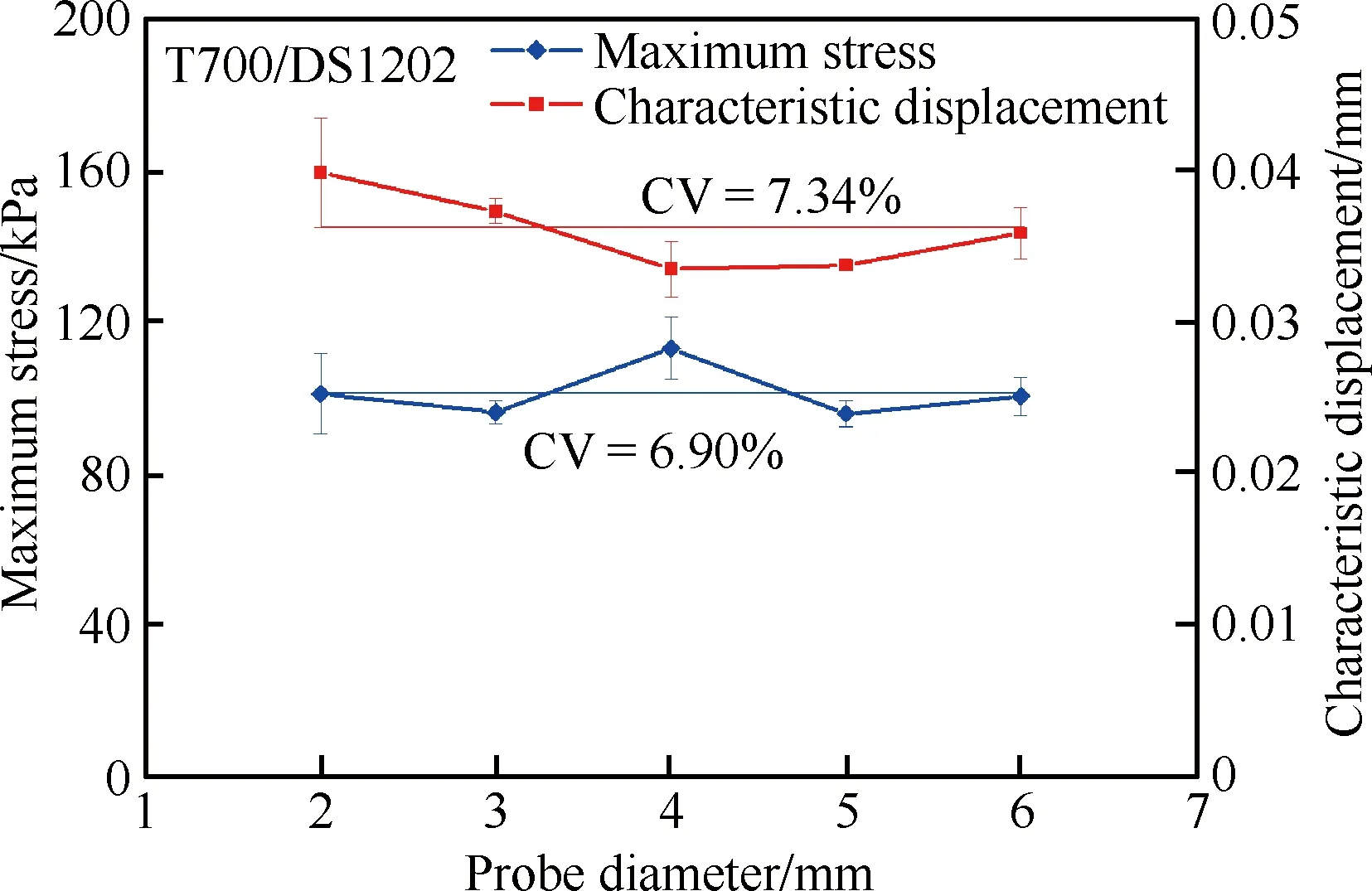
圖19 預浸料黏性CZM參數與探頭面積之間的關系Fig.19 Relationship between CZM parameters of prepreg tack and probe area
可見,粘結強度和特征位移基本上在平均值附近波動,離散系數分別為6.90%和7.34%,表明探頭面積對粘結強度和特征位移的影響并不明顯。這是因為樹脂凸起的尺寸相對于探頭尺寸很微小,盡管其微觀分布可能不均勻,但是探頭探測的面積上還是有足夠多的樹脂凸起,它們的平均效應可以使得探頭測得的應力基本上反映粘結層的真實應力,故測量值對于探頭面積并不敏感。考慮到探針的加工工藝,現有探針試驗中探頭尺寸一般比試樣尺寸稍小,保證探頭能完全被待測預浸料覆蓋[20-23],本試驗試樣尺寸為6.35 mm×30 mm,因此設定探頭直徑為5 mm。
4.3 分離速率對結果的影響
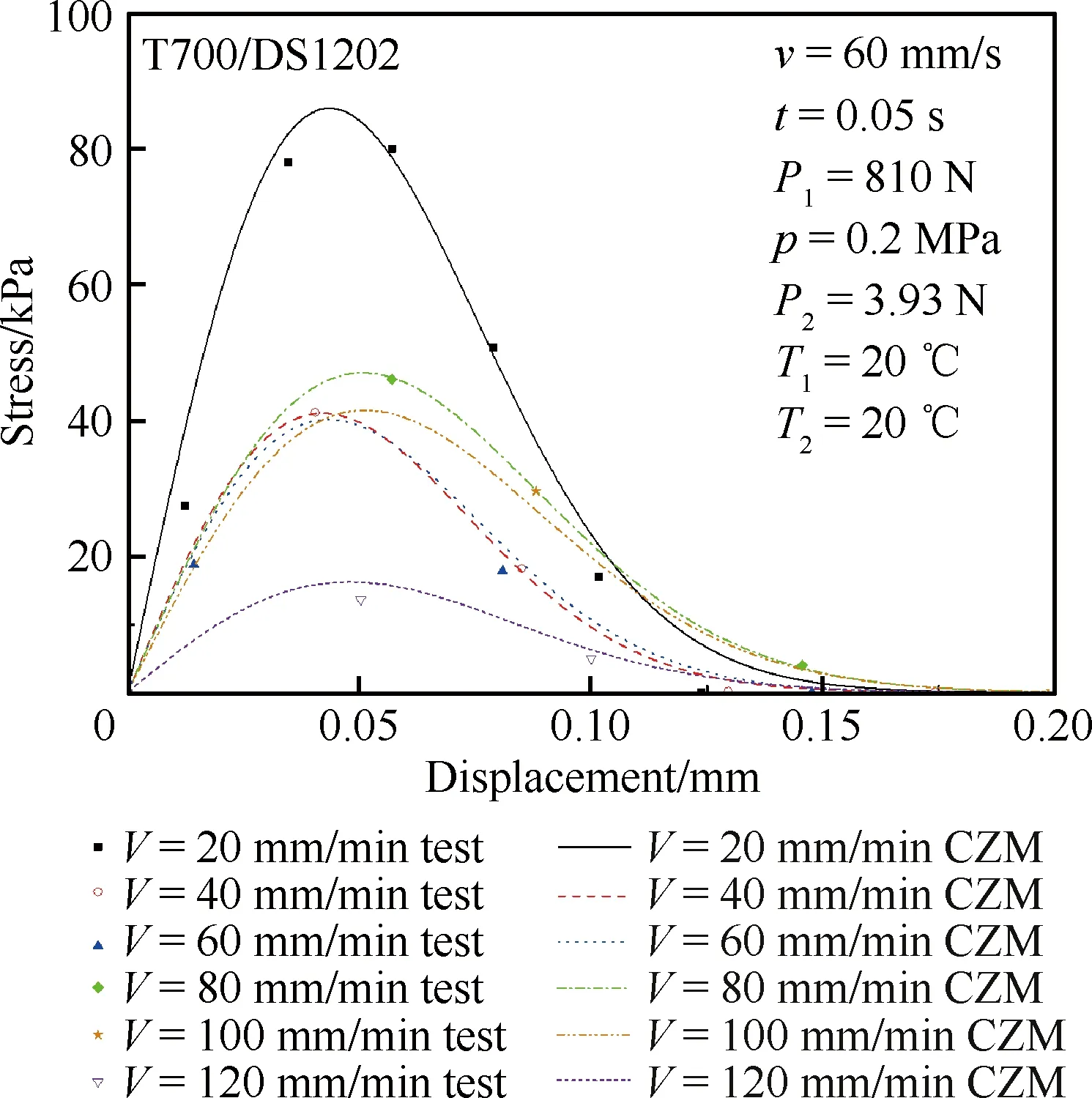
圖20 不同分離速率下的預浸料黏性CZM曲線Fig.20 CZM curves of prepreg tack with different separation velocities
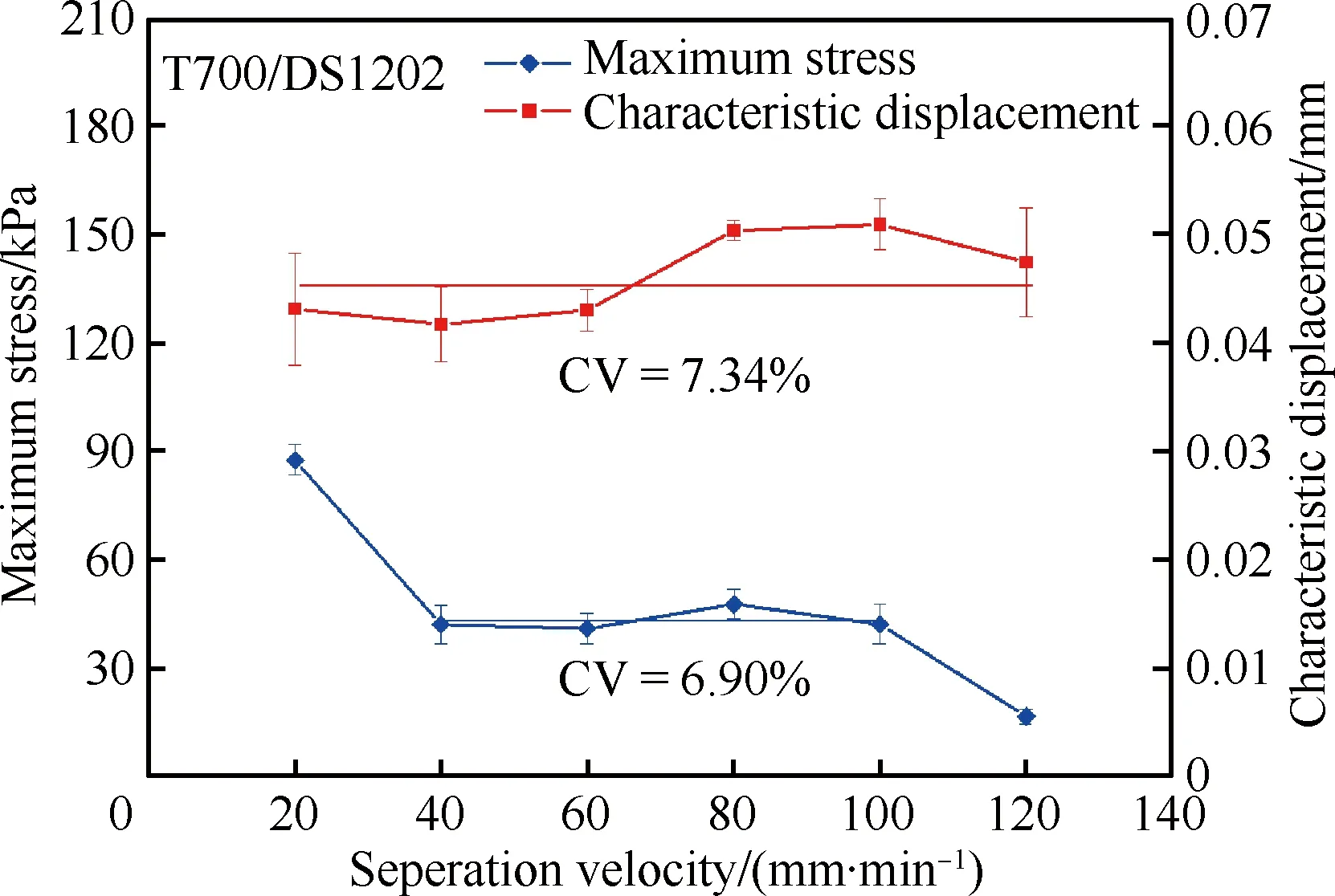
圖21 預浸料黏性CZM參數與分離速率之間的關系Fig.21 Relationship between CZM parameters of prepreg tack and separation velocity
預浸料的黏性主要由樹脂性能決定,而樹脂一般是黏彈性材料,因此分離速率可能對測試結果產生影響。設定鋪放速率為60 mm/s,鋪放壓力為810 N,鋪放溫度為21 ℃(對應保壓時間為0.5 s,保壓大小為3.93 N,試驗溫度為21 ℃),探究分離速率對預浸料黏性CZM參數的影響,結果如圖20和圖21所示。可見,當分離速率(V)從20 mm/min變化到120 mm/min時,特征位移基本上保持穩定,離散系數為7.34%;隨著分離速率的增加,粘結強度先減小,然后保持穩定,最后繼續減小,在40~100 mm/min的范圍內,粘結強度基本不變,離散系數為6.90%。因此,當分離速率在40~100 mm/min范圍內時,測量結果對分離速率的變化不敏感,對于試驗穩定性有利,最終確定的分離速率為60 mm/min,因為該速率下的試驗結果與圖21中的均值最接近。
5 結 論
1) 開發了一套適用于一般自動鋪放條件下預浸料與模具之間黏性測定和分析的探針試驗裝置,利用該試驗裝置得到了預浸料脫粘過程的應力-位移曲線,采用4種常用的內聚力模型對試驗數據進行了擬合,發現指數CZM能取得較好的結果,與試驗數據的相關系數均在0.96以上,從而表征了預浸料的黏性行為。
2) 預浸料在低溫脫粘時發生界面失效,在高溫脫粘時發生內聚失效。預浸料在兩種失效模式下的黏性行為均可以利用指數CZM描述。通過黏性CZM曲線和探針試驗現象分析了預浸料脫粘的力學演變過程,包括應力快速上升、粘結層損傷擴展和最終失效3個階段;利用黏性CZM方程計算了預浸料脫粘的分離能大小。
3) 建立了探針試驗與鋪放過程的對應關系,利用探針試驗參數調控鋪放工藝參數,研究了鋪放速率、壓力和溫度對預浸料與模具間黏性CZM參數的影響規律。結果表明,隨鋪放速率的增加,粘結強度和特征位移均近似線性減小;隨鋪放壓力的增加,粘結強度和特征位移均近似線性增大;隨鋪放溫度的增加,粘結強度和特征位移先增大后減小,近似呈二次關系,且這種二次關系在另外兩種不同的預浸料上也成立,說明了本探針試驗的適用性。本試驗所得到的預浸料黏性隨鋪放工藝參數的變化趨勢與現有文獻中的剝離試驗結果基本一致,說明了本試驗的有效性。
4) 探頭面積對試驗結果影響不大;分離速率對特征位移影響較小,對粘結強度有所影響,但在40~100 mm/min范圍內不明顯。
[1] 杜善義. 先進復合材料與航空航天[J]. 復合材料學報, 2007, 24(1): 1-12.
DU S Y. Advanced composite material and aerospace[J]. Acta Materiae Compositae Sinica, 2007, 24(1): 1-12 (in Chinese).
[2] 陳紹杰. 復合材料技術與大型飛機[J]. 航空學報, 2008, 29(3): 605-610.
CHEN S J. Composite technology and large aircraft[J]. Acta Aeronautica et Astronautica Sinica, 2008, 29(3): 605-610 (in Chinese).
[3] 顧軼卓, 李敏, 李艷霞, 等. 飛行器結構用復合材料制造技術與工藝理論進展[J]. 航空學報, 2015, 36(8): 2773-2797.
GU Y Z, LI M, LI Y X, et al. Progress on manufacturing technology and process theory of aircraft composite structure[J]. Acta Aeronautica et Astronautica Sinica, 2015, 36(8): 2773-2797 (in Chinese).
[4] LUKASZEWICZ D H, WARD C, POTTER K. The engineering aspects of automated prepreg layup: History, present and future[J]. Composites Part B: Engineering, 2012, 43(3): 997-1009.
[5] 文立偉, 肖軍, 王顯峰, 等. 中國復合材料自動鋪放技術研究進展[J]. 南京航空航天大學學報, 2015, 47(5): 637-649.
WEN L W, XIAO J, WANG X F, et al. Progress of automated placement technology for composites in china[J]. Journal of Nanjing University of Aeronautics Astronautics, 2015, 47(5): 637-649 (in Chinese).
[6] GUTOWSKI T G, BONHOMME L. The mechanics of prepreg conformance[J]. Journal of Composite Materials, 1988, 22(3): 204-223.
[7] 張鵬, 孫容磊, 連海濤, 等. 自動鋪帶鋪層貼合形成機制[J]. 復合材料學報, 2014, 31(1): 40-48.
ZHANG P, SUN R L, LIAN H T, et al. Bonding mechanism of ply during automated tape laying process[J].Acta Materiae Compositae Sinica, 2014, 31(1): 40-48 (in Chinese).
[8] 文瓊華, 王顯峰, 何思敏, 等. 溫度對預浸料鋪放效果的影響[J]. 航空學報, 2011, 32(9): 1740-1745.
WEN Q H, WANG X F, HE S M, et al. Influence of temperature on placement effect of prepreg[J]. Acta Aeronautica et Astronautica Sinica, 2011, 32(9): 1740-1745 (in Chinese).
[9] 黃志軍, 王顯峰, 戴振東, 等. 自動鋪放過程雙馬樹脂預浸料溫度與黏度[J]. 復合材料學報, 2012, 29(3): 49-53.
HUANG Z J, WANG X F, DAI Z D, et al. Temperature and viscosity of bismaleimide resin prepregs in automated tape laying process[J]. Acta Materiae Compositae Sinica, 2012, 29(3): 49-53 (in Chinese).
[10] BENEDEK I, FELDSTEIN M M. Fundamentals of pressure sensitivity[M]. London: CRC Press, 2009.
[11] BANKS R, MOURITZ A P, JOHN S, et al. Development of a new structural prepreg: Characterisation of handling, drape and tack properties[J]. Composite Structures, 2004, 66(1): 169-174.
[12] BROOKS J R, PLATT P R. Method and apparatus to determine composite prepreg: USA, 5513537 [P]. 1996-05-07.
[13] 黃文宗, 孫容磊, 連海濤, 等. 預浸料的鋪放適宜性評價(一)——粘性篇[J]. 玻璃鋼/復合材料, 2013(6): 3-11.
HUANG W Z, SUN R L, LIAN H T, et al. Assessment for placement suitability of prepreg-part of tack[J]. Fiber Reinforced Plastic/Composites, 2013(6): 3-11 (in Chinese).
[14] CROSSLEY R J, SCHUBEL P J, WARRIOR N A. The experimental determination of prepreg tack and dynamic stiffness[J]. Composites Part A: Applied Science and Manufacturing, 2011, 43(3): 423-434.
[15] CROSSLEY R J, SCHUBEL P J, WARRIOR N A. Experimental determination and control of prepreg tack for automated manufacture[J]. Plastics Rubber and Composites, 2011, 40(6/7): 363-368.
[16] CROSSLEY R J, SCHUBEL P J, FOCATIIS D S A. Time-temperature equivalence in the tack and dynamic stiffness of polymer prepreg and its application to automated composites manufacturing[J]. Composites Part A: Applied Science and Manufacturing, 2013, 52(5): 126-133.
[17] 陸楠楠, 肖軍, 齊俊偉, 等. 面向自動鋪放預浸料動態黏性實驗研究[J]. 航空學報, 2014, 35(1): 279-286.
LU N N, XIAO J, QI J W, et al. Experimental research on prepreg dynamic tack based on automated placement process[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35(1): 279-286(in Chinese).
[18] 王敏, 李勇, 肖軍, 等. NY9200GA 樹脂體系預浸料自動鋪放粘結性工藝研究[J]. 南京航空航天大學學報, 2015, 47(4): 471-478.
WANG M, LI Y, XIAO J, et al. Research on the prepreg tack of NY9200GA resin series for automated placement process[J]. Journal of Nanjing University of Aeronautics Astronautics, 2015, 47(4): 471-478 (in Chinese).
[19] AHN K J, SEFERIS J C, PELTON T, et al. Analysis and characterization of prepreg tack[J]. Polymer Composites, 1992, 13(3): 197-206.
[20] DUBOIS O, CAM J B, BEAKOU A. Experimental analysis of prepreg tack[J]. Experimental Mechanics, 2010, 50(5): 599-606.
[21] MOHAMMED I K, CHARALAMBIDES M N, KINLOCH A J. Modelling the interfacial peeling of pressure sensitive adhesives[J]. Journal of Non-Newtonian Fluid Mechanics, 2015, 222(8): 141-150.
[22] MOHAMMED I K, CHARALAMBIDES M N, KINLOCH A J. Modeling the effect of rate and geometry on peeling and tack of pressure-sensitive adhesives[J]. Journal of Non-Newtonian Fluid Mechanics, 2016, 233(7): 85-94.
[23] YOSHINOBU N, KEIGO I, KEIKO I, et al. Contact time and temperature dependencies of tack in polyacrylic block copolymer pressure-sensitive adhesives measured by the probe tack test[J]. Journal of Adhesion Science and Technology, 2012, 26(1-3): 231-249.
[24] LUKASZEWICZ D H, POTTER K. Through-thickness compression response of uncured prepreg during manufacture by automated layup[J]. Composites Part B: Engineering, 2011, 226(2): 193-202.
[25] 段玉崗, 劉芬芬, 陳耀, 等. 纖維鋪放壓緊力及預浸帶加熱溫度對復合材料力學性能的影響[J]. 復合材料學報, 2012, 29(4): 148-156.
DUAN Y G, LIU F F, CHEN Y, et al. Effects of compaction force and heating temperature of prepreg on composite mechanical properties during fiber placement process[J]. Acta Materiae Compositae Sinica, 2012, 29(4): 148-156 (in Chinese).
[26] 段玉崗, 閆曉豐, 李超, 等. 壓輥材料及形狀對纖維鋪放壓緊效果的影響[J]. 航空學報, 2014, 35(4): 1173-1180.
DUAN Y G, YAN X F, LI C, et al. Effect of material and shape of compaction roller on the voids and compaction uniformity in fiber placement process[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35(4): 1173-1180(in Chinese).
[27] 張洋, 鐘翔嶼, 包建文. 先進樹脂基復合材料自動絲束鋪放技術研究現狀及發展方向[J]. 航空制造技術, 2013, 443(23/24): 131-140.
ZHANG Y, ZHONG X Y, BAO J W. Research status and future trend of automated fiber placement technology for advanced polymer matrix composites[J]. Aeronautical Manufacturing Technology, 2013, 443(23/24): 131-140(in Chinese).
[28] DUGDALE D S. Yielding of steel sheets containing slits[J]. Journal of the Mechanics and Physics of Solids, 1960, 8(2): 100-104.
[29] NEEDLEMAN A. A continuum model for void nucleation by inclusion debonding[J]. Journal of Applied Mechanics, 1987, 54(3): 525-531.
[30] 盧子興. 復合材料界面的內聚力模型及其應用[J]. 固體力學學報, 2015, 10(1): 85-94.
LU Z X. A simple review for cohesive zone models of composite interface and their applications[J]. Chinese Journal of Solid Mechanics, 2015, 10(1): 85-94 (in Chinese).
[31] 于飛, 陳向明, 張阿盈, 等. 一種改進的內聚力損傷模型在復合材料層合板低速沖擊損傷模擬中的應用[J]. 復合材料學報, 2015, 32(6): 1745-1753.
YU F, CHEN X M, ZHANG A Y, et al. Application of modified cohesive zone damage model in damage simulation of composite laminates subject to low-velocity impact[J]. Acta Materiae Compositae Sinica, 2015, 32(6): 1745-1753 (in Chinese).
[32] PANETTIERI E, FANTERIA D, DANZI D. A sensitivity study on cohesive elements parameters: Towards their effective use to predict delaminations in low-velocity impacts on composites[J]. Composite Structures, 2016, 137(3): 130-139.
[33] XU Q, LU Z X. An elastic-plastic cohesive zone model for metal-ceramic interfaces at finite deformations[J]. International Journal of Plasticity, 2013, 41(2): 147-164.
[34] LU Z X, XU Q. Cohesive zone modeling for viscoplastic behavior at finite deformations[J]. Composites Science and Technology, 2013, 74(4): 173-178.
[35] 林國偉, 陳普會. 膠接修補復合材料層合板失效分析的PDA-CZM方法[J]. 航空學報, 2009, 30(10): 1877-1882.
LIN G W, CHEN P H. PDA-CZM method for failure analysis of bonded repair of composite laminates[J]. Acta Aeronautica et Astronautica Sinica, 2009, 30(10): 1877-1882 (in Chinese).
[36] RIBEIRO F M F, CAMPILHO R D, CARBAS R J, et al. Strength and damage growth in composite bonded joints with defects[J]. Composites Part B: Engineering, 2016, 100(1): 91-100.
[37] NEEDLEMAN A. An analysis of tensile decohesion along an interface[J]. Journal of the Mechanics and Physics of Solids, 1990, 38(3): 289-324.