汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路圖的設(shè)計(jì)與優(yōu)化
2018-03-19 03:30:14
電焊機(jī) 2018年2期
(安川首鋼機(jī)器人有限公司,北京100176)
0 前言
機(jī)器人焊裝夾具按動(dòng)力來(lái)源分為手動(dòng)、氣動(dòng)、液壓、磁力、真空、電動(dòng)、混合共7類(lèi)。氣動(dòng)夾具因其操作方便快捷、動(dòng)力源潔凈成本低廉等優(yōu)點(diǎn),廣泛應(yīng)用于汽車(chē)排氣系統(tǒng)焊裝夾具設(shè)計(jì)中。在機(jī)器人焊裝夾具設(shè)計(jì)過(guò)程中,氣路設(shè)計(jì)是夾具設(shè)計(jì)的一個(gè)重要環(huán)節(jié),氣動(dòng)元件的選用與安裝排布對(duì)焊裝夾具結(jié)構(gòu)以及機(jī)器人動(dòng)作軌跡都有一定影響。本研究以汽車(chē)排氣系統(tǒng)焊裝夾具為設(shè)計(jì)背景給出氣路圖設(shè)計(jì)的一般步驟,針對(duì)安裝調(diào)試中遇到的氣路問(wèn)題提出解決方案,并提出相應(yīng)的優(yōu)化建議。
1 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路的組成結(jié)構(gòu)
汽車(chē)零部件機(jī)器人焊裝系統(tǒng)的基本氣路結(jié)構(gòu)如圖1所示。
(1)能源裝置。將機(jī)械能轉(zhuǎn)換成氣體壓力能的裝置,如空氣壓縮機(jī)。
(2)執(zhí)行裝置。將氣體的壓力能轉(zhuǎn)換成機(jī)械能的裝置,如氣缸、氣壓馬達(dá)。
(3)控制調(diào)節(jié)裝置。控制和調(diào)節(jié)氣體的壓力、流量和流動(dòng)方向的裝置,如減壓閥、節(jié)流閥、換向閥等。

圖1 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路系統(tǒng)基本組成
(4)輔助裝置。指除以上3種以外的裝置,氣動(dòng)三聯(lián)件、儲(chǔ)氣罐、消音器等。
(5)傳動(dòng)介質(zhì)。傳遞能量的流體,即壓縮空氣。
工廠現(xiàn)場(chǎng)一般設(shè)有氣源裝置,壓縮氣體經(jīng)三聯(lián)件后進(jìn)入夾具。因此,汽車(chē)排氣系統(tǒng)焊裝夾具氣路設(shè)計(jì)時(shí)一般考慮主氣路之后(圖1中線框)的部分。
2 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路設(shè)計(jì)
汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路設(shè)計(jì)通常分3個(gè)階段:夾具設(shè)計(jì),氣路圖設(shè)計(jì),氣路安裝施工。
2.1 夾具設(shè)計(jì)階段
夾具設(shè)計(jì)階段是設(shè)計(jì)氣路的第一階段。夾具設(shè)計(jì)初期應(yīng)根據(jù)夾具情況預(yù)先選擇管線材料,一般夾具主氣路使用φ12 mm軟管,控制裝置到執(zhí)行裝置之間可走軟管,管外側(cè)用防燙管防護(hù),如果焊縫較多,焊接飛濺距離管線較近,可采用硬管,材料為黃銅。氣管管徑的選擇:管徑過(guò)小會(huì)節(jié)流,因此限制氣缸的速度;而管徑過(guò)大會(huì)造成滯流,因此增加空氣消耗量和填充時(shí)間。氣缸較少、控制氣路不長(zhǎng)的情況下一般憑經(jīng)驗(yàn)選擇,復(fù)雜氣路管線直徑選擇需要經(jīng)過(guò)計(jì)算。
管道直徑計(jì)算公式為

式中 d為管道內(nèi)徑(單位:m);p1為工作壓力;Δp為壓力損失,應(yīng)不超過(guò)0.1;L為管道的名義長(zhǎng)度;V為流量(單位:m3/s)。
夾具設(shè)計(jì)階段在考慮夾具機(jī)械結(jié)構(gòu)設(shè)計(jì)的同時(shí),應(yīng)為氣路設(shè)計(jì)預(yù)留出走線孔,規(guī)劃線槽,考慮電磁閥集裝板及控制模塊安裝空間。對(duì)于安裝在變位機(jī)上的焊裝夾具,還應(yīng)考慮電磁閥集裝板及控制模塊安裝后夾具是否超過(guò)變位機(jī)各回轉(zhuǎn)半徑,如圖2所示。

圖2 汽車(chē)零部件機(jī)器人焊接系統(tǒng)示意
2.2 氣路設(shè)計(jì)階段
氣路設(shè)計(jì)的原則是讓氣路中的執(zhí)行裝置定位夾緊可靠,按照一定的順序松開(kāi)、夾緊并確保安全。
(1)確定氣路初始每一個(gè)氣缸的伸出縮回狀態(tài)。
根據(jù)焊接工藝確定每一個(gè)焊接件的裝卸件順序,確定主定位銷(xiāo)是否需要在初始狀態(tài)伸出,是否有基準(zhǔn)定位氣缸需要預(yù)先伸出到位等。
(2)設(shè)計(jì)氣動(dòng)回路。
根據(jù)各種不同的控制目的及控制功能的要求,組成多種氣動(dòng)基本回路和適用回路。主要有以下7種:換向控制回路、氣動(dòng)邏輯回路、位置制控回路、壓力控制回路、速度控制回路、同步控制回路以及其他控制回路。
(3)確定回路組數(shù)。
根據(jù)工件的夾緊打開(kāi)順序,確定控制回路的組數(shù)。設(shè)計(jì)時(shí)可將動(dòng)作互不干擾的動(dòng)作合并到同一個(gè)方向控制閥來(lái)控制,但需要根據(jù)壓緊力、氣缸動(dòng)作速度等情況計(jì)算每組回路最多控制的氣缸數(shù)量。盡可能減少控制回路的數(shù)量,這樣操作簡(jiǎn)單易控制,同時(shí)降低成本。
(4)確定控制閥形式。
根據(jù)操作方式可選擇手動(dòng)閥、電磁閥、氣控閥等。根據(jù)使用條件可選擇中封、中泄、中壓閥。根據(jù)閥與電氣控制模塊集成安裝的形式不同,可選擇閥島安裝或匯流板閥片安裝形式,需要注意的是,在設(shè)計(jì)計(jì)算出控制閥數(shù)量后一般預(yù)留兩個(gè)空位,以便后期增加氣缸還能繼續(xù)使用。
(5)編號(hào)并設(shè)計(jì)制作標(biāo)牌。
按照回路的動(dòng)作順序,先對(duì)回路進(jìn)行排序,然后排出每一組回路中的氣缸的先后動(dòng)作順序,定義第一組控制閥為V1.01,第二組控制閥為V1.02,依此類(lèi)推。定義第一組控制閥所在回路的第一個(gè)氣缸為C1.1、第二個(gè)氣缸為C1.2,第二組控制閥所在回路第一個(gè)氣缸為C2.1,第二個(gè)氣缸為C2.2,依此類(lèi)推。磁性開(kāi)關(guān)的編號(hào)根據(jù)氣缸桿初始狀態(tài)的伸出狀況制定,例如編號(hào)為C1.1的氣缸伸出端磁性開(kāi)關(guān)編號(hào)為MS1.1.1,另一側(cè)則為MS1.1.2.
所有氣缸、磁性開(kāi)關(guān)、電磁閥編號(hào)工作結(jié)束后,整理出對(duì)應(yīng)表格,制作標(biāo)牌,方便后期氣路安裝。
(6)繪制氣路圖。
完整的氣路圖應(yīng)包含:a.汽車(chē)零部件焊裝夾具的投影視圖,并在視圖上標(biāo)出氣缸型號(hào)及編號(hào),標(biāo)出接近開(kāi)關(guān)型號(hào)及編號(hào),焊接件的單件圖。b.注明人工操作側(cè)位置。c.機(jī)箱位置(指導(dǎo)安裝電磁閥及電氣模塊)。d.氣動(dòng)原理圖。e.材料明細(xì)表。f.氣缸及電磁閥動(dòng)作說(shuō)明。g.檢測(cè)開(kāi)關(guān)作用說(shuō)明。h.技術(shù)要求說(shuō)明等。氣路圖部分如圖3、圖4所示。
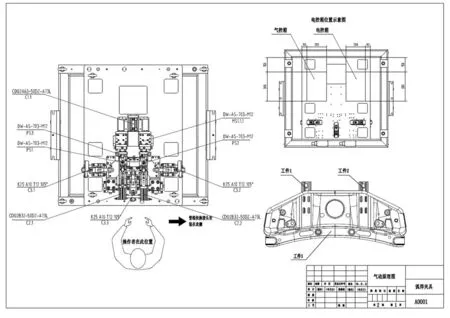
圖3 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路圖夾具參數(shù)部分
2.3 氣路安裝施工階段
汽車(chē)焊裝夾具組裝完畢后開(kāi)始?xì)饴返陌惭b施工,氣路的安裝施工順序?yàn)椋?/p>
(1)安裝三聯(lián)件。
(2)安裝控制閥。控制閥采用匯流排形式的安裝在機(jī)箱里,采用閥島形式的直接安裝在夾具梁上。
(3)安裝氣缸標(biāo)牌。
(4)安裝主氣管,即三聯(lián)件到控制閥之間的氣管。
(5)安裝各回路。每個(gè)電磁閥對(duì)應(yīng)氣缸之間的氣管連接,由于此步驟管線眾多,需要在氣管的兩端綁上之前制作標(biāo)牌加以區(qū)分。
(6)安裝信號(hào)線:包括磁性開(kāi)關(guān)線和接近開(kāi)關(guān)線。
(7)安裝主進(jìn)氣管:主氣源到三聯(lián)件之間的氣管。
(8)調(diào)試氣路。
施工階段應(yīng)注意:在布線的起始階段先確定走線形式是周邊走線還是有走線槽,走線時(shí)是否有區(qū)域需要避讓?zhuān)绾巫呔€距離最短而且整齊美觀。
3 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路的特點(diǎn)
(1)夾具安裝在變位機(jī)上,需要考慮主線的出線位置。氣管及線纜從旋轉(zhuǎn)軸電機(jī)的對(duì)側(cè)安裝,如圖5所示。
(2)氣路設(shè)計(jì)時(shí)應(yīng)考慮控制閥的安裝位置。
排氣系統(tǒng)焊裝夾具焊接時(shí)一般要求夾具可以繞回轉(zhuǎn)軸做360°回轉(zhuǎn)運(yùn)動(dòng),因此必須考慮安裝閥的機(jī)箱或者閥島是否會(huì)超出變位機(jī)的回轉(zhuǎn)半徑(見(jiàn)圖2)。
(3)考慮快換功能。

圖4 汽車(chē)零部排氣系統(tǒng)機(jī)器人焊裝夾具氣路圖氣動(dòng)原理部分

圖5 夾具主氣管及線纜安裝示意
由于排氣系統(tǒng)通常長(zhǎng)度較長(zhǎng),為了滿(mǎn)足柔性化生產(chǎn)的需要,汽車(chē)廠一般需要將排氣夾具分隔成若干個(gè)單元,單獨(dú)換型,因此設(shè)計(jì)排氣系統(tǒng)夾具氣路時(shí)必須考慮快換功能,如圖6所示。
夾具在快換單元設(shè)置了氣管的快換航插,如圖7所示,可以實(shí)現(xiàn)氣路的快速更換。
4 汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路設(shè)計(jì)中的一些問(wèn)題及優(yōu)化建議
4.1 考慮管線分布與機(jī)器人軌跡的空間關(guān)系
機(jī)器人焊槍與從夾具底梁下方通過(guò),如圖8所示,如果管線分布不合理將會(huì)影響焊接。
優(yōu)化建議:在夾具設(shè)計(jì)階段對(duì)夾具和機(jī)器人進(jìn)行運(yùn)動(dòng)協(xié)調(diào)仿真,在不影響焊接的情況下,盡量合理分布?xì)鈩?dòng)元件及管線,當(dāng)采用硬管如銅管時(shí)應(yīng)在氣路上標(biāo)明管線的走向,避讓焊槍。
4.2 合理運(yùn)用氣路,簡(jiǎn)化夾具結(jié)構(gòu)
汽車(chē)排氣系統(tǒng)焊裝夾具通常會(huì)遇到啟動(dòng)元件防掉落的問(wèn)題,如圖9所示,氣缸手動(dòng)伸出,螺母安裝到位后,應(yīng)保持安裝位置,不能因?yàn)闅飧鬃灾芈湎隆Mǔ5慕鉀Q方案是在氣缸行程方向增加一個(gè)小型氣缸對(duì)其進(jìn)行穿銷(xiāo)鎖止。
優(yōu)化方案:防掉落回路如圖10所示,原理是通過(guò)增加一個(gè)溢流閥,在重物升起時(shí)單向鎖定,落下時(shí)氣動(dòng)解鎖,氣缸退回。通過(guò)調(diào)整氣路簡(jiǎn)化氣路結(jié)構(gòu),降低設(shè)計(jì)制造成本。

圖6 一種帶快換單元的汽車(chē)排氣系統(tǒng)焊裝夾具

圖7 夾具氣管快換航插

圖8 管線分布與機(jī)器人焊槍位置示意
4.3 合理安排走線
考慮增加走線槽。未增加線槽的夾具如圖11所示,管線凌亂。優(yōu)化方案:增加走線槽的夾具如圖12所示,更加整齊美觀。

圖9 需要防掉落的定位組件示意
4.4 考慮采用閥島
閥島是由多個(gè)電控閥構(gòu)成的控制元器件,它集成信號(hào)輸入/輸出及信號(hào)的控制,是新一代氣電一體化控制元器件。由于其高度集成及高防護(hù)等級(jí)的特性,接線方式簡(jiǎn)單,占用空間小,正逐步應(yīng)用于汽車(chē)焊裝夾具領(lǐng)域中。匯流排式安裝如圖13所示,需要2個(gè)機(jī)箱安裝電磁閥和電氣模塊組件,管線多且占用空間大。閥島安裝型夾具如圖14所示,其布線簡(jiǎn)單,占用空間小。

圖10 氣控先導(dǎo)單向閥防掉落回路

圖11 氣管未按線槽布線的夾具

圖12 氣管按線槽布線的夾具
4.5 考慮使用溫度
在實(shí)際應(yīng)用中會(huì)遇見(jiàn)氣缸密封件軟化或脆裂的情況。這種情況需要考慮氣動(dòng)元件的使用溫度,一般推薦在0~60℃環(huán)境下使用,超過(guò)此溫度應(yīng)選擇相應(yīng)的耐超低溫氣缸或耐超高溫氣缸。

圖13 電磁閥匯流排式安裝

圖14 電磁閥閥島式安裝
5 結(jié)論
汽車(chē)排氣系統(tǒng)件機(jī)器人焊裝夾具氣路設(shè)計(jì)過(guò)程可分為夾具設(shè)計(jì)、氣路圖設(shè)計(jì)、氣路安裝施工3個(gè)階段。按照氣路設(shè)計(jì)的3個(gè)階段順序給出氣路圖設(shè)計(jì)的一般方法。
總結(jié)汽車(chē)排氣系統(tǒng)機(jī)器人焊裝夾具氣路設(shè)計(jì)的特點(diǎn),總結(jié)實(shí)際應(yīng)用中的一些共性問(wèn)題,針對(duì)氣路運(yùn)用中的實(shí)際問(wèn)題給出解決方案和優(yōu)化建議。
[1]許福玲,陳堯明.液壓與氣壓傳動(dòng)[M].北京:機(jī)械工業(yè)出版社,2004.
[2]李積俠.轎車(chē)排氣系統(tǒng)機(jī)器人焊接夾具的設(shè)計(jì)要點(diǎn)及柔性化[J].電焊機(jī),2013,43(2):94-97.
[3]鄭澤紅,何天明.汽車(chē)排氣消聲器的優(yōu)化設(shè)計(jì)[J].武漢理工大學(xué)學(xué)報(bào)(信息與管理工程版),1999(1):76-79.
[4]曹彪.CAD在車(chē)身焊裝生產(chǎn)線設(shè)計(jì)中的應(yīng)用[J].汽車(chē)技術(shù),1997(10):33-36.
[5]中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1992.
[6]成大先.機(jī)械設(shè)計(jì)手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2017.
[7]藍(lán)建設(shè).機(jī)械制造工藝與夾具[M].北京:機(jī)械工業(yè)出版社,2004.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
兒童時(shí)代·快樂(lè)苗苗(2017年7期)2018-01-24 18:28:45
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50