超超臨界鍋爐過熱器連通管焊接接頭開裂原因分析與處理
2018-03-19 09:19:28王文濤馬艷麗
電焊機 2018年1期
陳 明 ,王文濤 ,董 鵬 ,馬艷麗
(1.華電電力科學研究院,浙江 杭州310030;2.中國能源建設集團山西電力建設第一有限公司,山西 大同 037008)
0 前言
某在役發電廠的鍋爐為上海鍋爐廠生產的超超臨界參數變壓運行直流爐,采用四角切向燃燒方式,為一次中間再熱、單爐膛平衡通風、固態排渣、露天布置、全鋼構架的∏型直流爐。鍋爐型號SG-2037/26.15-M626。機組2012年投產,運行約3萬h。1號鍋爐在檢修過程中,對過熱器連通管與集箱對接焊口進行MT檢測時發現有裂紋(見圖1),經全面檢測發現該管系中共有4道焊口存在裂紋。連通管及集箱材質均為12Cr1MoVG,三通為φ457×φ457×φ457×75的熱壓三通,連通管規格φ457×75,焊接方法為TIG+SMAW,焊絲牌號TIG-R31,焊條牌號R317。
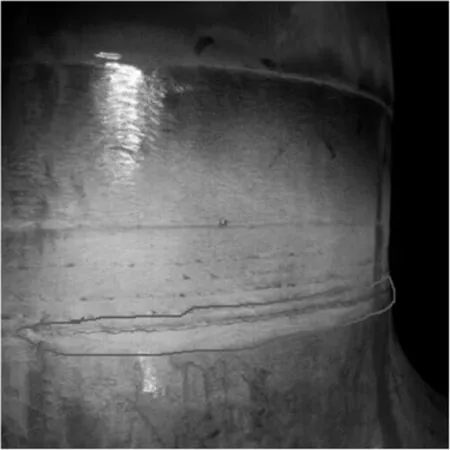
圖1 支管側HAZ凹槽及裂紋
12Cr1MoVG鋼屬珠光體耐熱鋼,熱強性和持久性較高,廣泛應用于電力行業[1],焊接工藝也較為成熟。但近年來多家電廠的鍋爐連通管焊接接頭都出現裂紋,且大多出現在三通焊縫靠近支管側的HAZ,運行時間從幾千h到幾萬h均有發現,亞臨界機組和超臨界機組均有。為了預防因焊口開裂引起機組非停,必須加強對12Cr1MoVG三通焊口質量的監督。隨著電力行業快速發展,大量機組相繼投產運行,根據國內的基建工藝來看,將會有多臺機組出現或已出現類似情況,所以有必要研究該類裂紋的成因及修復工藝。
1 裂紋產生原因
1.1 材質光譜分析
采用便攜式光譜分析儀分別分析4道開裂焊口材質,母材和焊縫金屬化學成分結果如表1所示。焊條R317的化學成分如表2所示。A和C為兩側母材,B為焊縫金屬,經分析母材及焊縫金屬成分均符合標準要求。

表1 母材及焊縫的化學成分%
表2 焊條R317的化學成分%
1.2 宏觀分析
裂紋形貌如圖2所示。裂紋均位于三通支管側的HAZ粗晶區,連通管側熔合區未見開裂,擴展方向與焊縫平行,呈縱向分布,最長裂紋約130 mm,深度約5~15 mm,裂紋由外表面向內壁擴展。開裂處的晶粒粗大,裂紋形狀不規則,主裂紋呈斷續狀延晶擴展延伸,支裂紋延伸到細晶區終止,具有典型的再熱裂紋特征。
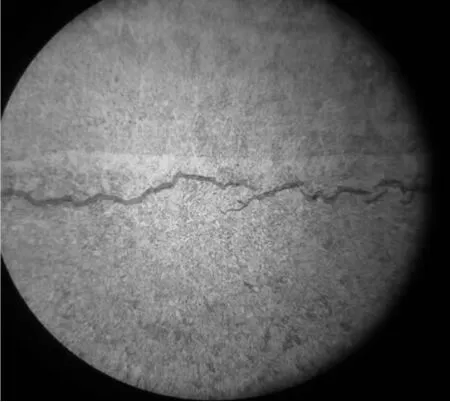
圖2 裂紋形貌
1.3 焊接及熱處理工藝
12Cr1MoVG鋼焊接性能良好,但在一定條件下也具有一定的裂紋傾向[2]。預熱溫度偏低、焊接熱輸入偏大、焊縫強度偏高以及焊后熱處理參數的影響極易形成再熱裂紋[3]。
三通支管焊口是按直管對接焊接工藝執行,未采取專項措施。三通焊口與直管對接焊口不同,預熱及焊后熱處理時焊縫兩側是非對稱傳熱,因三通支管較短(約100 mm)及其結構特點,支管側加熱寬度無法滿足工藝要求的300 mm;三通主管下半部分裝有成排的接管座,不利于安裝履帶式加熱器,且易加快散熱,若未采取專項措施則會導致:(1)預熱溫度偏低,接頭強度升高,塑韌下降;(2)焊后熱處理時溫度達不到設定值,使得應力消除不徹底;(3)溫度分布不均勻,產生較大的附加熱應力,焊后熱處理無法使之釋放,最終在焊接接頭中保持下來。該類接頭不僅存在30℃的內外壁溫差,還有40℃的周向溫差。應力計算結果表明,加熱區域有較大的熱應力,其中支管最大Von Mises應力為182 MPa,該最大應力均位于三通肩部近焊縫金屬處[4]。
當鍋爐運行時,管系整體處于500℃以上的工作溫度中,而12Cr1MoVG鋼再熱裂紋形成的敏感溫度區間為500~700℃[5]。焊接接頭在該運行溫度下引起應力松馳,產生塑性變形,當應力集中區域的塑性變形量εp超過該處材料的臨界塑性變形能力εc時會產生再熱裂紋[6-7]。塑性變形量εp主要取決于應力大小及集中度,臨界塑性變形能力εc主要取決于晶粒大小。
近15年火電行業井噴式發展,建設單位為了盡快回收成本并贏利,不斷壓縮工期,導致施工單位只能通過搶工期來完成施工進度。此外,部分施工單位按當日完成焊口數結算工資,焊工為了完成焊口數量最大化,不按工藝執行,私自采用大熱輸入施焊。大的熱輸入量易粗化HAZ粗晶區晶粒,增大晶界的應變,降低臨界塑性變形能力εc,從而增加再熱裂紋傾向[8]。
由金相分析可知,HAZ組織為貝氏體,未見鐵素體,HAZ組織中5%~8%的鐵素體能降低再熱裂紋的敏感性,貝氏體HAZ組織再熱裂紋敏感性較高[9],表明焊接工藝及熱處理不良。
由上述分析可知,支管接頭HAZ晶粒粗大,存在焊接殘余應力及熱處理溫度不均形成的應力,接頭所處工況在12Cr1MoVG鋼再熱裂紋形成的敏感溫度區間為500~700℃。
1.4 三通結構應力
在管系中三通是結構不連續、承受應力較大的元件,是管系中的薄弱環節。常見的三通種類為焊制三通、擠壓三通、鍛造三通和鑄造三通4類,不同類型的三通有不同的結構特征,結構應力也不同。該管系中三通為熱壓三通,由熱壓三通制作工藝可知,支管高度均較低,約100 mm。鍋爐運行過程中三通在受內壓力軸向力作用時,最大應力部位發生在三通肩部的內外側和三通的腹部外側,相同工況下,三通與直管最大應力的比值一般為3.5~5.0[10],焊口位置正處在高應力集中區。
三通整體結構尺寸大、管壁厚度大,且三通支管比連通管厚10~15 mm。三通側過渡角度過大,未達到DTL869-2012規程要求,支管側HAZ粗晶區有深度2~4 mm的凹槽(見圖1),在兩肩部上方區域更明顯,加劇了結構突變,導致應力集中,與開裂位置吻合。
1.5 管系熱應力
低溫過熱器至分隔屏過熱器由兩根從爐后至爐前并列的連通管構成,以鍋爐中心線為界對稱布置在爐左爐右,呈倒U型,如圖3所示。管系中有4道焊口是與三通支管焊接,分別是連通管與低過出口集箱及分隔屏入口集箱連接處。開裂的4道焊口即是上述4道焊口。
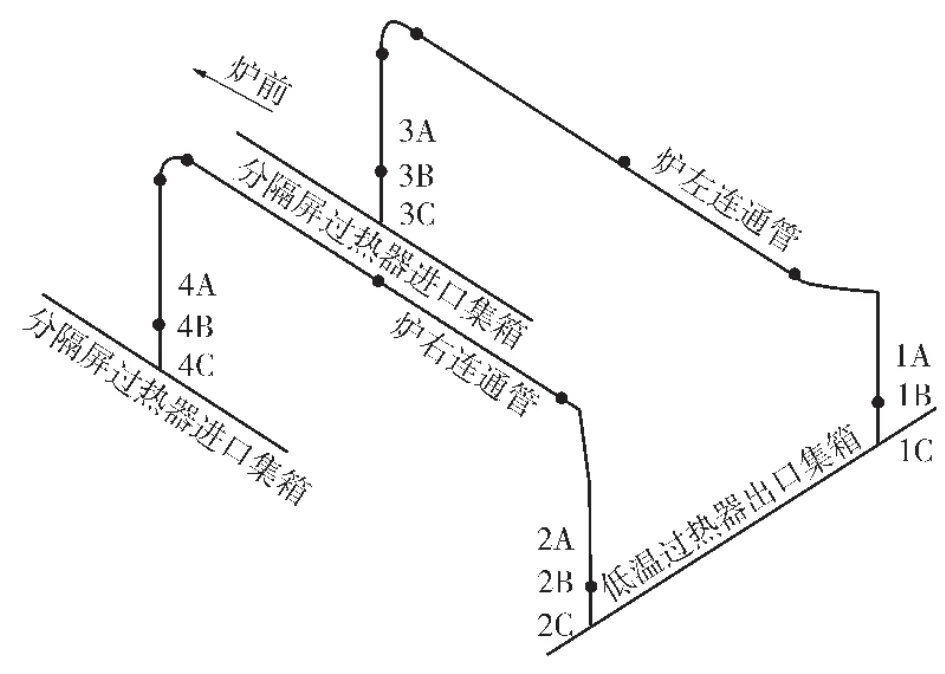
圖3 低溫過熱器至分隔屏過熱器連通管
從裂紋分布看出,裂紋均產生在三通水平連通管延伸方向及反方向(見圖4),分析認為低過至分隔屏連通管水平段較長,當三通在高溫高壓環境并伴有周期性變化載荷長期運行時,尤其在鍋爐啟停過程中及負荷突變時,由熱脹冷縮會產生伸長或縮短,在相對剛性管系中形成水平力,在支管接頭處則形成彎曲應力,進一步加大接頭處應力,引起開裂。

圖4 裂紋位置與連通管
2 分析和結論
連通管材質為12Cr1MoVG鋼,該鋼材焊接性良好,但有再熱裂紋傾向。管道安裝施焊時使用過大的熱輸入量,造成HAZ粗晶區晶粒粗化,塑韌性不足,增大開裂傾向。焊后熱處理時因焊口兩側非對稱加熱且未采取輔助加熱措施,導致溫度分布不均形成熱應力(包括焊接殘余應力),焊后熱處理則無法使因溫度不均導致的熱應力釋放,最終在焊接接頭中保持下來;該應力與三通結構應力及負荷突變引起的熱應力疊加,在支管焊接接頭區域形成應力峰值。由于該管系工作溫度在500℃以上,處于12Cr1MoVG鋼再熱裂紋敏感溫度500~700℃區間,使得HAZ粗晶區發生應力松馳,產生塑性變形,在應力峰值的長期作用下,HAZ粗晶區的應力集中區塑性變形量εp超過了該處材料的臨界塑性變形能力εc后產生裂紋。根據母材的焊接性,裂紋產生的位置、產生的時間和形貌特征來看符合再熱裂紋特征,為再熱裂紋。
管系中每個三通有3道焊口,主管兩端焊口均未發生開裂的情況,管系中直管對接接頭也無一開裂,只有支管焊口開裂,進一步印證了上述結論。
3 處理措施
(1)首先用超聲波檢測裂紋深度及內部走向,確定是否需要打止裂孔,再用機械方式清除裂紋,清除過程中接近超聲確定的深度時采用滲透跟蹤檢測,直到確定裂紋已全部清除。
(2)將坡口修磨成“V”型,坡口角度 30°~40°;清除坡口面和坡口邊緣外表面15~20 mm范圍內的鐵銹、油污,并全部露出金屬光澤。
(3)施焊前預熱及焊后熱處理采用電加熱方式進行,為保證焊口兩側溫度均勻,在三通支管側布置繩加熱器,同時在三通主管兩端增加輔助加熱器,如圖5所示,采用分區控溫方式加熱。
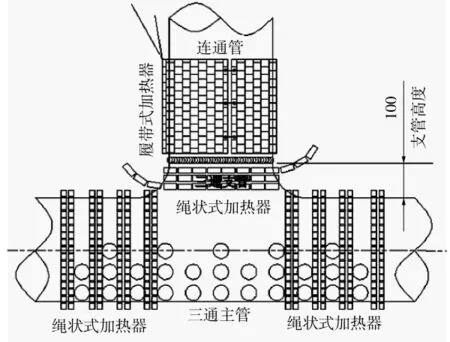
圖5 熱處理加熱器布置
(4)過程中采用遠紅外測溫儀測量坡口溫度,確保溫度與熱處理記錄儀溫度一致并達到設定值。
(5)因預熱溫度較高(300℃),不采用TIG方法補焊,選用SMAW方法,焊條牌號R317。焊后熱處理按名義厚度確定恒溫時間,其他工藝參數與正式焊接工藝相同。
經上述措施修補后,目前機組運行已一年有余,未發生開裂,說明該措施可行。
4 建議
(1)三通支管與連通管管壁不等厚產生的臺階應圓滑過渡,盡量平緩,避免應力集中。
(2)在基建或檢修焊接過程中應嚴格執行焊接工藝,防止HAZ過熱區組織嚴重粗化。
(3)優化熱處理措施,在三通主管上增設加熱器,確保溫度符合工藝要求。
(4)基建安裝后應對照圖紙確保鍋爐連通管能自由膨脹。
(5)此類裂紋返修補焊時易再次發生開裂,預熱溫度是關鍵,應取焊接工藝上限。
在第一次返修時,采用TIG方法補焊,焊絲TIG-R31,預熱 150℃,熱處理 720℃,恒溫 3 h,升降溫速度83℃/h,MT復檢時發現再次開裂,共3處裂紋,最長約18 mm。第一次補焊后開裂原因是加熱器布置不合理,未增加輔助加熱器,升溫困難,預熱溫度低,拘束度大,焊后熱處理過程中在再裂紋熱敏感區停留時間過長造成的。
[1] 牛銳鋒,尚亮,朱一喬,等.12Cr1MoVG鋼焊接接頭粗晶區的再熱脆化行為[J].機械工程材料,2015,39(6):79-83.
[2] 姜求志,王金瑞.火力發電廠金屬材料手冊[M].北京:中國電力出版社,2000.
[3] 劉學迅.調峰機組集汽集箱管座及支座開裂的原因分析及處理[J].發電設備,2006,20(4):243-245.
[4] 陳忠兵,趙彥芬,趙建倉,等.厚壁12Cr1MoVG鋼焊接接頭裂紋分析及其控制[J].中國電機工程學報,2012,32(35):137-143.
[5] 傅求華,齊亮.12Cr1MoVG大口徑厚壁管三通焊口裂紋產生原因分析與處理[J].焊接技術,2011,40(s1):14-17.
[6] 周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988:244-253.
[7] 上田修三.結構鋼的焊接[M].荊洪陽,譯.北京:冶金工業出版社,2004:233-251.
[8] 李萌盛,吳元峰.焊接參數對異種鋼接頭熱應力影響的數值模擬[J].焊接,2005(1):16-18.
[9] 石云哲,王淦剛.HAZ組織對12Cr1MoVG再熱裂紋敏感性的影響[J].焊接學報,2015,36(11):65-68.
[10]董強.電廠管道三通應力計算及分析[J].東北電力技術,2000(12):20-22.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
