Q345R/316L復合板單面焊接工藝及其接頭性能
2018-03-19 09:19:35
電焊機 2018年1期
(首鋼技術研究院,北京100043)
0 前言
復合鋼板能充分發揮不同材料的優點,既有復層材料良好的耐蝕性,又有基層材料的高強度和韌性,同時其加工適應性及可焊性較好。復合鋼板通常都是由一種價格相對便宜的材料組成,在市場上往往被誤解為用便宜的材料代替貴的材料,隨著應用范圍的不斷擴大,使用材料的理解越來越深入,人們更加認識到復合鋼板比單一材料更優質[1-2]。
復合鋼板在大型結構件、壓力容器及管道等應用時必然會涉及到材料的焊接[3-5]。一般采用先焊接基層,然后焊接過渡層,最后焊接復層的原則,這種焊接順序有利于復層的散熱,防止層間溫度過高,也利于控制復層蓋面焊縫的成分,保證復層焊縫的耐蝕性能。前期對13+3 mm Q345R+316L復合板進行了雙面焊接工藝研究[6]。然而,由于焊接操作受空間或流程限制,復合鋼板的使用還會涉及到先焊接復層材料的單面焊接工藝,如復層在內側的小直徑復合管的焊接,只能采用先焊復層,后焊基層的順序。復合板的這種單面焊接不利于復層的散熱,且存在復層元素成分熔入碳鋼基層焊縫的問題,不利于接頭的力學性能。
為了保證復合鋼板單面焊接獲得的接頭強度和耐蝕性滿足使用要求,必須制定合理的焊接工藝。在此采用13+3 mm厚的Q345R+316L不銹鋼復合板,對其進行單面焊接工藝及接頭性能的研究。
1 試驗
復合鋼板焊接試板選用首鋼首秦公司生產的13+3 mm厚的Q345R碳鋼+316L不銹鋼的熱軋復合板,復合板的生產按照標準GB/T8165-2008《不銹鋼復合鋼板和鋼帶》,Q345R碳鋼和316L不銹鋼的主要化學成分如表1所示。

表1 復合板Q345R碳鋼和316L不銹鋼的主要化學成分%
焊接坡口形式與采用的焊接方法、設備自動化程度有較大關系。焊條電弧焊通常采用V型坡口,其對坡口組對要求不高,但是焊接填充量大、焊接效率較低。復合板焊接試板尺寸為400 mm×200 mm×16 mm,坡口形式為V型,如圖1所示。焊接試驗的根焊打底焊接采用氬弧焊,由于先焊不銹鋼,根焊時涉及單面焊雙面成型問題,考慮到不銹鋼焊縫的背面保護,焊接時檢測背面保護氣的氧氣含量,然后采用焊條電弧焊進行過渡層的焊接及碳鋼的填充焊接。焊接接頭示意如圖2所示。

圖1 單面焊接試板坡口形式及尺寸
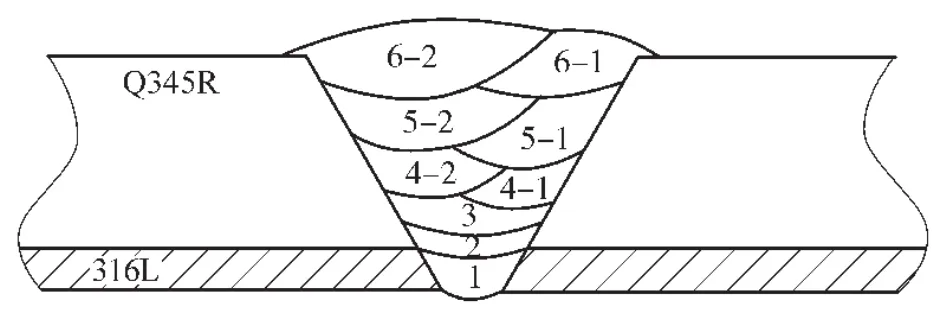
圖2 單面焊坡口形式及焊道示意
由圖2和表2可知:(1)焊道1采用氬弧焊實現單面焊雙面成型,焊材選擇與復層成分相同的S316L氬弧焊絲,如果復層厚度小于3 mm,氬弧焊時應考慮基層的熔入,選用高一個等級的不銹鋼焊材。(2)過渡層焊接為了避免基層碳鋼焊材對復層合金元素的稀釋,應采用高一級別匹配的模式,焊道2位于不銹鋼復層與碳鋼基層的交接位置,因此采用異種鋼焊接焊材,選用小直徑的S309L焊條。(3)基層焊材應與基層等強度匹配,采用E5015-G焊條,考慮到焊道3會熔入焊道2的不銹鋼焊縫,因此采用直徑3.2mm的焊條。(4)焊道 4-1~6-2 主要從焊接效率方面考慮,采用直徑4.0 mm的碳鋼焊條可適當提高焊接熱輸入。
焊接后檢測獲得的焊接接頭的力學性能,包括焊接接頭的硬度試驗、拉伸試驗、彎曲試驗、基層側沖擊試驗。
2 試驗結果分析
2.1 基層側焊接接頭金相組織
焊接后觀察接頭碳鋼側的各個區域的金相組織,接頭宏觀照片如圖3所示,接頭母材區、粗晶區和焊縫區的金相組織如圖4所示。

表2 焊接工藝及所用焊材的熔敷金屬主要化學成分

圖3 復合板焊接接頭宏觀照片
由圖3可知,焊接接頭沒有出現未熔合、夾渣或裂紋等焊接缺陷,該焊接方案的焊接工藝性良好。由圖4可知,復合板基層Q345R母材區為典型的鐵素體加珠光體組織(見圖4a)。基層碳鋼側接頭的粗晶區晶粒經過焊接熱循環,晶粒尺寸明顯長大,是需要關注的位置之一,由于碳鋼的碳當量較低,粗晶區組織為低碳貝氏體(見圖4b)。另外,碳鋼焊縫會受到不銹鋼焊縫熔入影響及后焊道熱影響,是該接頭需要關注的另一個區域。由第一層碳鋼焊縫到第四層焊道(見圖4c~4f),組織有明顯變化,第一層和第二層碳鋼焊縫主要為低碳馬氏體組織,第三層和第四層為針狀鐵素體+少量先共析鐵素體組織。
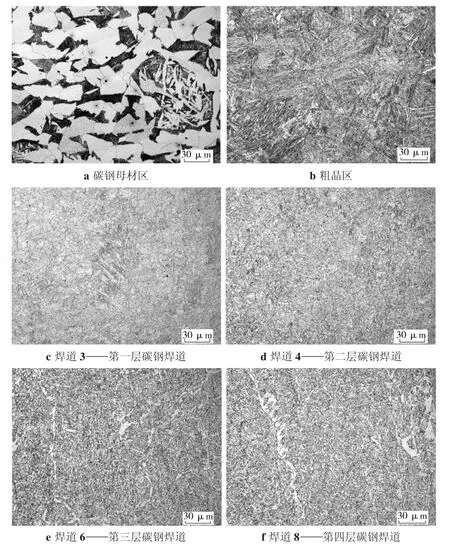
圖4 復合板焊接接頭碳鋼側焊縫區金相組織
2.2 復層側焊接接頭金相組織
觀察接頭復層側的母材區和焊縫區組織如圖5所示。
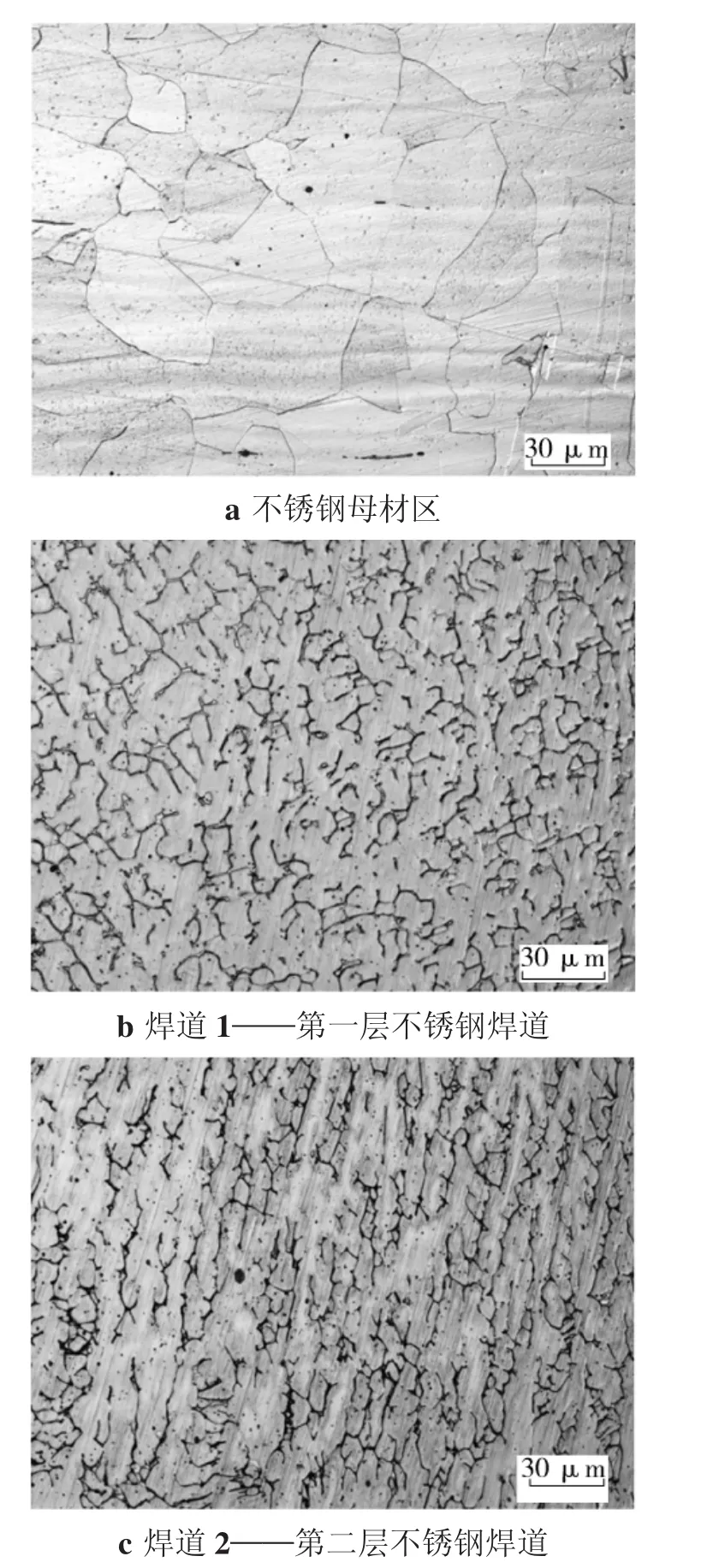
圖5 復合板焊接接頭不銹鋼側焊縫區金相組織
由圖5可知,復層316L為典型的具有孿晶的奧氏體不銹鋼組織。焊道1獲得了典型的奧氏體+少量鐵素體的不銹鋼鑄態組織;焊道2雖然受到基層碳鋼的熔入稀釋影響,但因選用S309L不銹鋼焊材,焊道依然獲得了奧氏體+少量鐵素體的組織。
2.3 焊接接頭力學性能
2.3.1 接頭焊縫區硬度及化學成分變化
檢測接頭焊縫區不同位置的硬度及主要化學成分,接頭各個焊道的硬度及焊道中Cr和Ni元素的變化如圖6所示。

圖6 接頭焊道硬度及Cr和Ni元素變化
由圖6可知,不銹鋼的根焊層和過渡層的硬度都較低,約200 HV10;碳鋼第一層由于熔入不銹鋼成分,焊道硬度急劇升高,為407 HV10;碳鋼第二層的硬度相對第一層明顯下降,低于350 HV10;碳鋼第三層及第四層的硬度繼續降低,第四層降至約230 HV10。此外,基材Q345R硬度為167 HV10,復層不銹鋼316L硬度為183 HV10。碳鋼焊縫中熔入了不銹鋼焊縫成分,隨著層數的增加,碳鋼焊道的Cr和Ni元素逐漸降低,到第三層碳鋼焊道的Ni元素已經較少,直至第四層焊道基本沒有Cr、Ni元素。
根據硬度及化學成分結果可知,焊道的硬度受化學成分變化影響。第一層碳鋼焊道較高的硬度會成為整個接頭性能的惡劣區域,隨著不銹鋼焊縫的稀釋影響減弱,第四層焊道的硬度為該焊材正常的焊縫硬度。
2.3.3 接頭拉伸、沖擊和彎曲性能
復合板焊接接頭的拉伸和沖擊性能力學性能如表3所示,彎曲試樣如圖7所示。
由表3可知,接頭的全厚度及基層的拉伸性能均滿足標準要求,焊接接頭焊縫區、熔合線及熱影響區的沖擊值均滿足標準要求。由圖7可知,焊接接頭未出現裂紋,接頭彎曲性能合格。但是從焊縫區的沖擊值可以看到,由于不銹鋼焊縫對碳鋼焊縫的熔入影響,該位置的沖擊值富裕量很小,處于臨界值。

表3 焊條R317的化學成分
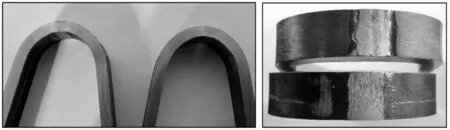
圖7 焊接接頭彎曲試樣
2.4 焊接接頭復層焊縫腐蝕性能
舍夫勒焊縫組織圖及Creq和Nieq計算公式如圖8所示。舍夫勒焊縫組織圖把室溫組織與Creq和Nieq所表示的焊縫成分聯系起來,通過計算焊縫區Creq及Nieq可確定焊縫金屬室溫組織。焊縫的Creq為19.66,Nieq為11.04,焊縫室溫組織中存在約10%的鐵素體相,根據經驗可以判斷焊縫具有優良的抗晶間腐蝕性能。

圖8 舍夫勒焊縫組織圖及Creq和Nieq計算公式
3 結論
(1)13+3 mm厚度的Q345R+316L復合板采用先焊不銹鋼,然后過渡層,最后填充焊接碳鋼的工藝,可以獲得成形良好的復合板單面焊焊接接頭。
(2)采用的焊接工藝獲得的焊接接頭力學性能滿足標準要求,且復層焊縫具有良好的耐晶間腐蝕性能。
(3)該單面焊接工藝下,接頭碳鋼第一層焊縫受不銹鋼焊縫熔入的影響,硬度急劇升高,碳鋼焊縫的硬度及成分焊接到第四層時才能避免不銹鋼焊縫的熔入影響。
(4)由于該接頭碳鋼側焊縫區的沖擊值富裕量較小,因此復合板碳鋼層的厚度大于等于13 mm時可以考慮采用該焊接工藝,當碳鋼層厚度小于13mm時,該方案有很大的安全隱患。
[1] 李龍,張心金,劉會云,等.不銹鋼復合板的生產技術及工業應用[J].軋鋼,2013,30(3):43-47.
[2] 田雅琴,秦建平,李小紅.金屬復合板的工藝研究現狀與發展[J].材料開發與應用,2006,21(1):40-43.
[3] 姜莉,郭曉春,李娟娟,等.14CrlMoR+347H不銹鋼復合板焊接[J].石油化工設備,2009,38(3):70-72.
[4] 吳立斌,石昕,楊燕.不銹鋼復合板制容器的焊接技術[J].焊接,2014,44(9):101-105.
[5] 陳忱,王少剛,俞曠.304L/SA516Gr70不銹鋼復合板焊接接頭的組織與性能分析[J].電焊機,2011,41(10):88-91.
[6] 王鳳會,劉立偉,陳延清,等.Q345R/316L復合板雙面焊接工藝優化及其接頭性能研究[J].焊管,2016,39(3):20-24+30.
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:12:20
當代陜西(2021年8期)2021-07-21 08:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年13期)2019-08-20 03:54:10
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
大眾攝影(2016年4期)2016-05-25 13:19:48
