鋼制法蘭螺栓緊固技術應用
2018-03-21 07:40:04
石油化工建設 2018年5期
中國石油天然氣第一建設有限公司 河南洛陽 471023
近年來,各類大型煉油化工裝置在全國各地如雨后春筍般拔地而起,呈現出能源全面大發展的良好局面,但與此同時各地石化裝置泄漏、爆炸等質量、安全事故也時有發生,其中大部分事故都是由于法蘭出現泄漏所導致的,因此做好鋼制法蘭螺栓緊固的施工對石化裝置的安裝和檢修尤其重要。
1 應用范圍
該緊固技術適用于石油化工裝置中所有鋼制管道中的法蘭連接部位,同時也適用于設備法蘭的緊固,其他法蘭連接處緊固作業也可參考。由以下幾部分組成:
(1)管道與管道、管道與設備、儀表與管道的法蘭連接;
(2)相關附件:墊片、螺栓、螺母和準備工作;
(3)法蘭連接部件的清潔、潤滑、對中和緊固。
2 施工工藝流程
如圖1、圖2所示。
3 操作要點
3.1 施工準備
3.1.1 墊片、法蘭面、螺栓螺母的檢查
安裝緊固前,對墊片、法蘭面、螺栓螺母選用及螺栓螺母的潤滑進行檢查,并應符合相關標準與要求。
3.1.2 法蘭對中的檢查
3.1.2.1 軸向偏差檢查
檢查法蘭邊緣的對中(法蘭中心線的偏移)和扭轉(螺栓孔的偏移)情況,對于標準的法蘭安裝,在無外力影響時螺栓應能自由穿入螺栓孔且無卡滯現象。
如下圖3所示,軸向偏差應符合下列條件:公稱直徑≤DN100,A≤2mm;公稱直徑>DN100,A≤3mm。
3.1.2.2 平行度偏差檢查
通過測量兩片法蘭密封面間隙(最大直徑處)來檢查法蘭面的平行度偏差情況,如下圖3所示,平行度偏差應符合下列條件:
公稱直徑≤DN600,B-C≤2.5mm/m at OD;
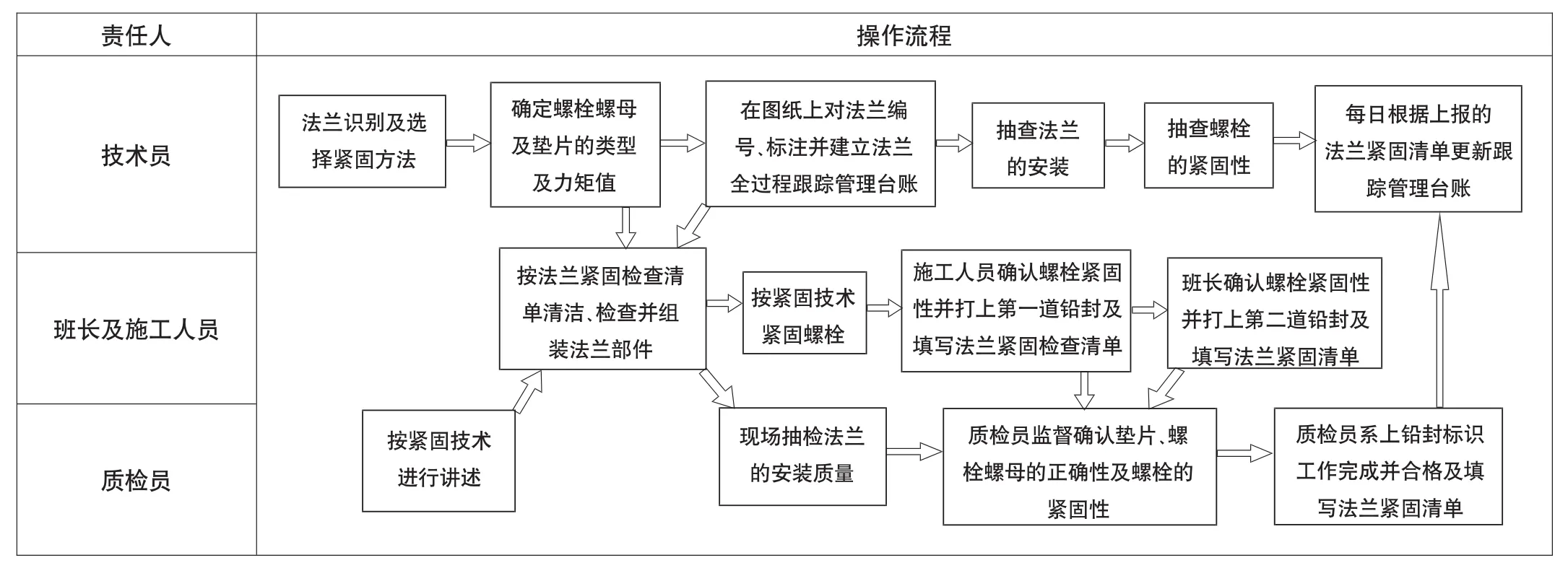
圖1 鋼制法蘭螺栓緊固管理流程
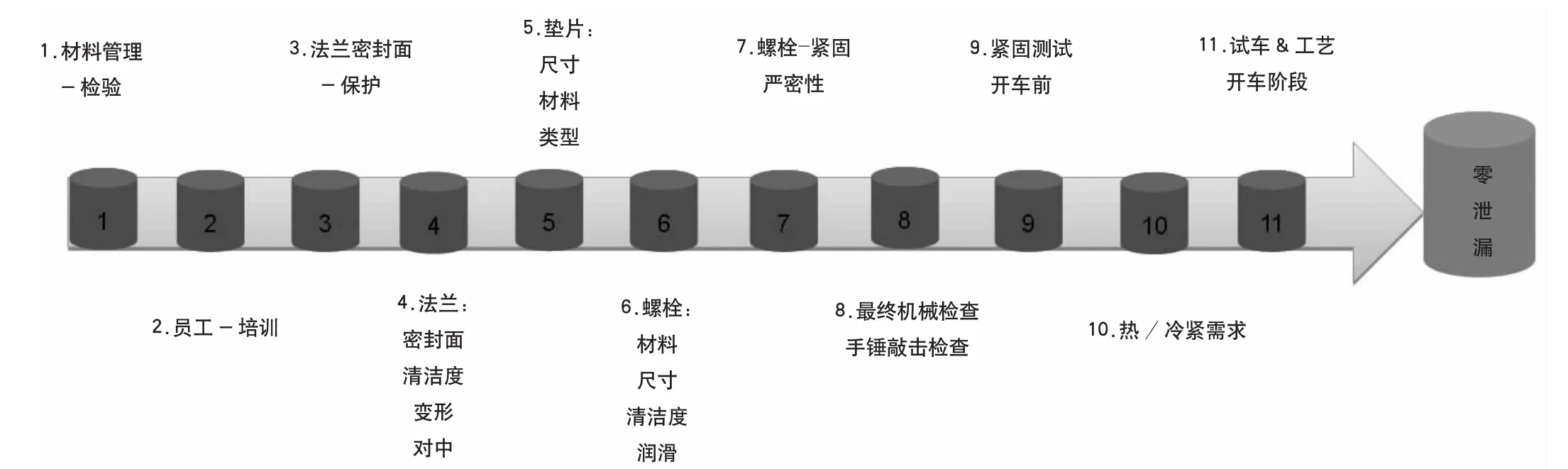
圖2 鋼制法蘭螺栓緊固關鍵步驟
公稱直徑>DN600,B-C≤1.75mm/m (凸緣的外緣)。
對于動設備配管法蘭,平行度偏差應符合下列條件:
公稱直徑<DN300,B-C基于OD的值≤0.2 mm;
DN300≤公稱直徑≤DN300,B-C基于OD的值≤0.3mm;
公稱直徑>DN600,B-C基于OD的值≤0.5 mm
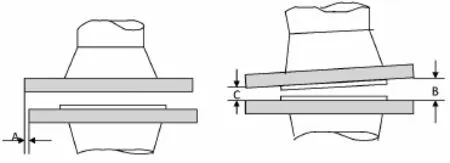
圖3 法蘭對中要求
3.1.3 選用合適的緊固工具
根據下文3.3所述螺栓緊固方法的選擇原則,選擇合適的緊固工具,并檢查其性能的良好及有效性。
3.1.4 人員準備
進行法蘭螺栓緊固作業的人員需經過項目部舉行的鋼制法蘭螺栓緊固技術理論培訓和實操培訓,并需考試合格。
3.2 螺栓緊固方法
3.2.1 常規緊固方法
在無需使用力矩扳手或螺栓拉伸器緊固螺栓的情況下,可以選用常規緊固方法,即使用梅花扳手或敲擊扳手(配合手錘使用)進行緊固。緊固時,主要依靠作業人員的技術熟練程度來保證正確的螺栓載荷,但螺栓載荷值及緊固次數是不可控的,因此也可稱為不可控的螺栓緊固方法。
常規緊固方法通常用于普通應用條件下的法蘭接頭,且螺栓直徑不宜超過11/8英寸,并應嚴格執行螺栓徑向十字交叉緊固順序,在交叉緊固完成后,用100%的螺栓載荷按順時針或逆時針方向依次緊固每一個螺母做最終檢查。當螺栓直徑不超過1英寸時,選用梅花扳手緊固;當螺栓直徑大于1英寸且不超過11/8英寸時,必須使用敲擊扳手緊固。使用敲擊扳手時,手錘等級不得超過6磅,以避免敲擊時力量過大造成墊片過度壓縮進而緊固失效。
3.2.2 用力矩扳手緊固的可控緊固方法
用力矩扳手緊固能獲得穩定的力矩值,在螺栓力矩值不超過800Nm時通常使用手動力矩扳手(無力矩放大器),超過800Nm時需使用動力力矩扳手緊固。
若力矩扳手使用不當,則會影響螺栓力矩值。因此使用力矩扳手進行法蘭緊固的人員需接受正規的培訓,操作要符合下述要求:
(1)力矩扳手在使用前必須經過校準以確保獲得正確的力矩值。
(2)螺栓螺母上的螺紋及螺母在法蘭上的承載面必須使用螺栓抗咬合劑潤滑。
(3)首先用手緊螺母,確保螺母的端面平整地貼合在法蘭面上。
(4)參照螺栓徑向十字交叉緊固順序圖給螺栓孔編號。
(5)禁止在法蘭接頭的個別螺栓上用力過大,以防墊片被局部壓碎或過度壓縮。
(6)根據設計或業主提供的螺栓力矩終值的50%、80%和100%分步緊固螺栓。
(7)使用力矩扳手時,應平穩加力,避免因突然加力造成力矩值的不準確。
(8)當扳手指示達到預先設定的扭矩值時(例如啪嗒聲或咔嚓聲),則立即停止轉動扳手,此時嚴禁繼續加力以避免螺栓過載。
(9)使用完力矩扳手后,將力矩扳手刻度盤上的指針回撥到0的位置,避免扳手內部構件毀壞。
(10)應保持力矩扳手清潔,輕拿輕放,若扳手被摔或敲擊,再次使用前必須重新校驗。
(11)力矩扳手在使用完成后必須正確存放于專用工具箱內保存。
3.3 選擇螺栓緊固方法
3.3.1 普通應用
普通應用條件下,參照表1選擇緊固方法。可參照常規緊固方法施工要求或手動力矩扳手的使用要求,或根據螺栓的尺寸與等級要求來實施液壓扳手緊固方法。
3.3.2 嚴格應用
根據工藝的介質特性和現場實際的情況,如高溫高壓、周期性溫度變化、易燃易爆介質、劇毒介質、或在以往生產中曾經發生泄漏的法蘭點等嚴格應用條件下的法蘭緊固,則參照表2所示,根據螺栓尺寸和法蘭等級選擇使用可控制輸出力矩值的力矩扳手或液壓螺栓拉伸器。

表1 普通應用條件下法蘭緊固方法選擇

表2 嚴格應用條件下法蘭緊固方法選擇
3.4 螺栓緊固
為使接頭獲得均勻的應力分布,需根據設計或業主提供的螺栓力矩值的50%、80%和100%分階段緊固。在每個緊固階段,螺栓要以可控的徑向相對順序進行緊固,具體如下:
(1)按照螺栓緊固順序圖對每個螺栓孔進行順序編號,如圖4所示。

圖4 對螺栓孔進行順序編號
(2) 先在圖示中1、2、3、4的位置用4個螺栓將墊片進行定位。對于金屬纏繞墊片,需確保墊片中心在凸緣邊沿以內。
(3)用手緊固這四個螺栓,接著插入其它螺栓并用手緊使其載荷平衡。確保螺母兩端至少露出2個螺紋。
(4)按照螺栓緊固順序,依次按50%、80%、100%的力矩值進行分步緊固,如下圖5、6所示。在用人工扳手進行緊固的情況下,也依次按50%、80%、100%的螺栓載荷進行。

圖5 根據螺栓緊固順序圖選擇緊固順序

圖6 按力矩值的50%、80%和100%分步順序緊固螺栓
(5)按100%的力矩值將所有螺栓按順時針或逆時針方向依次緊固一遍,以平衡荷載,如下圖7所示,緊固完成后,作業人員自檢合格后打上第一道鉛封,班長進行互檢合格后打上第二道鉛封,并填寫法蘭緊固檢查清單。

圖7 以100%力矩值順時針或逆時針方向順序逐個檢查螺栓
(6)質檢員對于用力矩扳手緊固的螺栓應用力矩扳手按100%的力矩值對法蘭螺栓緊固性進行檢查測試;對于用梅花扳手或敲擊扳手緊固的螺栓,應用手錘錘擊進行檢查測試,通過錘擊已緊固螺栓上的螺母,從錘擊的聲音上判斷螺栓是否緊固合格,如果發出空的聲音表明螺母沒有緊固好,如果發出一種很高的聲音(像鐘聲)表明螺母已完全緊固好。檢查合格后打上第三道鉛封,并填寫法蘭緊固檢查清單。
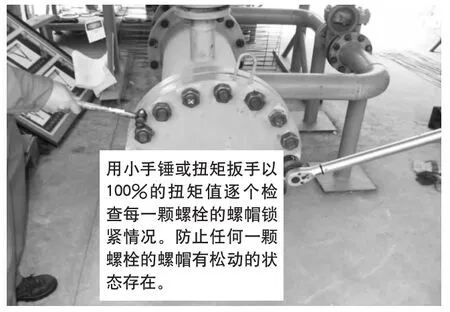
圖8 質檢員用力矩扳手或手錘檢查螺栓的緊固程度
(7)用鉛封鉗壓緊鉛封作為合格法蘭的標識,完成三道鉛封的法蘭緊固工作完成。如下圖9所示為緊固合格的法蘭。

圖9 三道鉛封—緊固合格的法蘭
4 質量控制
4.1 質量保證措施
(1)對緊固的每一片法蘭實行三道鉛封檢查制。依照現場法蘭緊固檢查表,作業人員檢查合格后打上第一道鉛封,再由班長進行互檢合格后打上第二道鉛封,再上報質檢員進行100%復檢,質檢員復檢合格后打上第三道鉛封。鉛封上有檢查人的編號,每一道檢查都可追溯到責任人。
(2)對每片法蘭的緊固狀態實行全過程跟蹤管理。首先由專業技術員在流程圖及單線圖上上對每片法蘭逐一編號標注,建立如下圖10所示法蘭緊固全過程跟蹤管理臺賬。將標注法蘭編號的圖紙下發至相關法蘭緊固人員,班組人員緊固完成每一片法蘭后,根據圖紙上的法蘭編號填寫法蘭緊固檢查表,并交于質檢員復查。每天將完成三道鉛封檢驗的法蘭緊固檢查表交于技術員錄入法蘭緊固全過程跟蹤管理臺賬,做到對每片法蘭緊固的自檢、互檢、專檢都有跟蹤記錄,確保不會遺漏每一片法蘭、不會遺漏每一道檢查過程,確保法蘭緊固的質量,實施可追溯管理。

表3 法蘭螺栓緊固質量檢查表
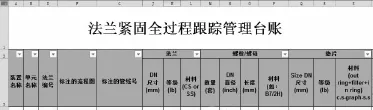
圖10 法蘭緊固全過程跟蹤管理臺賬
4.2 法蘭螺栓緊固質量檢查表
見表3。
5 結束語
該鋼制法蘭螺栓緊固技術已在公司承接的中海殼牌2010年、2015年苯乙烯/環氧丙烷裝置大檢修及中海殼牌高純環氧乙烷單元技術改造項目中成功運用,法蘭安裝緊固的質量可靠性得到了業主的高度認可,順利達到了法蘭緊固零泄漏,實現了裝置開車零泄漏,實現了無缺陷開車。該鋼制法蘭螺栓緊固技術順利達到了法蘭緊固零泄漏,實現了無缺陷開車,對其他類似石油化工裝置的檢修工程、新建工程均能提供良好的借鑒,對提高工程質量具有重要的意義,具有很好的推廣價值。
