MCGS與西門子PLC在大齒圈潤滑控制系統中的應用
2018-03-22 10:33:00段謨喜孫益敏
銅業工程 2018年1期
段謨喜 ,孫益敏
(江西銅業集團公司 貴溪冶煉廠,江西 貴溪 335424)
1 引言
干燥窯作為冶金行業的一種大型常用設備,負責物料的干燥和輸送,大齒圈是干燥窯的傳動裝置,該齒輪的潤滑狀態嚴重影響設備的運行。備料車間大齒圈此前采用油浴潤滑,由于慣性的作用,運行的時候,油從齒輪上順著筒體滴到地面上,污染環境。為了加強現場治理,后來改為開式齒輪油,由于此油粘度大,引起干燥窯振動大。為了解決振動問題,車間在前幾年改為噴霧潤滑,效果不錯,既解決了現場衛生,也解決了振動問題。兩套大齒圈潤滑系統自2000年投入使用以來,一直使用較正常,但隨著時間的推移,元器件老化、損壞,又是采用原始的繼電器控制[1],自動噴油系統故障較高,越來越難以滿足生產的需要,更新改造勢在必行。本文以噴油控制系統為例,介紹MCGS觸摸屏和S7-300PLC在干燥窯大齒圈潤滑控制系統中的應用。
2 干燥窯大齒圈潤滑工藝
2000年干燥窯大齒圈上安裝了一套SP4型自動噴油裝置[2],該裝置的工作原理:通過氣動閥和液壓泵的作用把潤滑油進行霧化處理,然后噴射到大齒圈上,霧狀的潤滑油覆蓋在齒輪上,使齒面形成一定厚度的油膜,保護齒輪的潤滑效果,并在噴射結束后,再延長噴氣3~5s,保證低溫下噴嘴不會被油堵塞,其噴射潤滑工作原理見圖1。
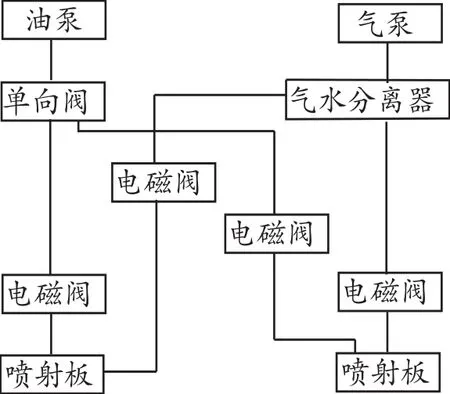
圖1 噴射潤滑工藝原理圖
3 控制系統的選擇
由于原繼電器式控制系統故障較高,存在潤滑不良的安全隱患,為了保證大齒圈的正常潤滑,決定把繼電器控制系統改為PLC和觸摸屏控制。根據車間內其他控制系統的使用情況和操作習慣,考慮到以后維護和備件的管理問題,決定采用相同品牌的觸摸屏和PLC進行控制。這樣可以更好地保留操作習慣,容易學會,并預留與DCS通訊接口,為以后工廠智能化做準備,納入到車間生產監控系統中。
控制系統軟件由觸摸屏與PLC編程軟件組成,觸摸屏選用北京昆侖通態公司的MCGS自帶組態軟件包,它具有與主流PLC兼容性高等優點。系統硬件主要由西門子PLC;溫度、水分傳感器;油壓傳感器;管路加熱裝置;油泵;氣泵;電磁閥;電機保護等組成。按照噴油控制流程要求,分別設計手動、自動、調試三種控制方式。傳感器將測量參數送至PLC模塊[3],再由程序完成多路測量信號的實時顯示與報警,同時通過以太網通訊將PLC數據送到上位機觸摸屏,觸摸屏負責噴油控制的監控與操作。
4 程序設計
4.1 組態軟件的界面設計
MCGS 組態軟件負責設備的操作、控制,提供設備的狀態監控和設備故障記錄查詢,觸摸屏畫面由工藝流程、參數修改、調試、報警等畫面構成,主畫面如圖2所示。
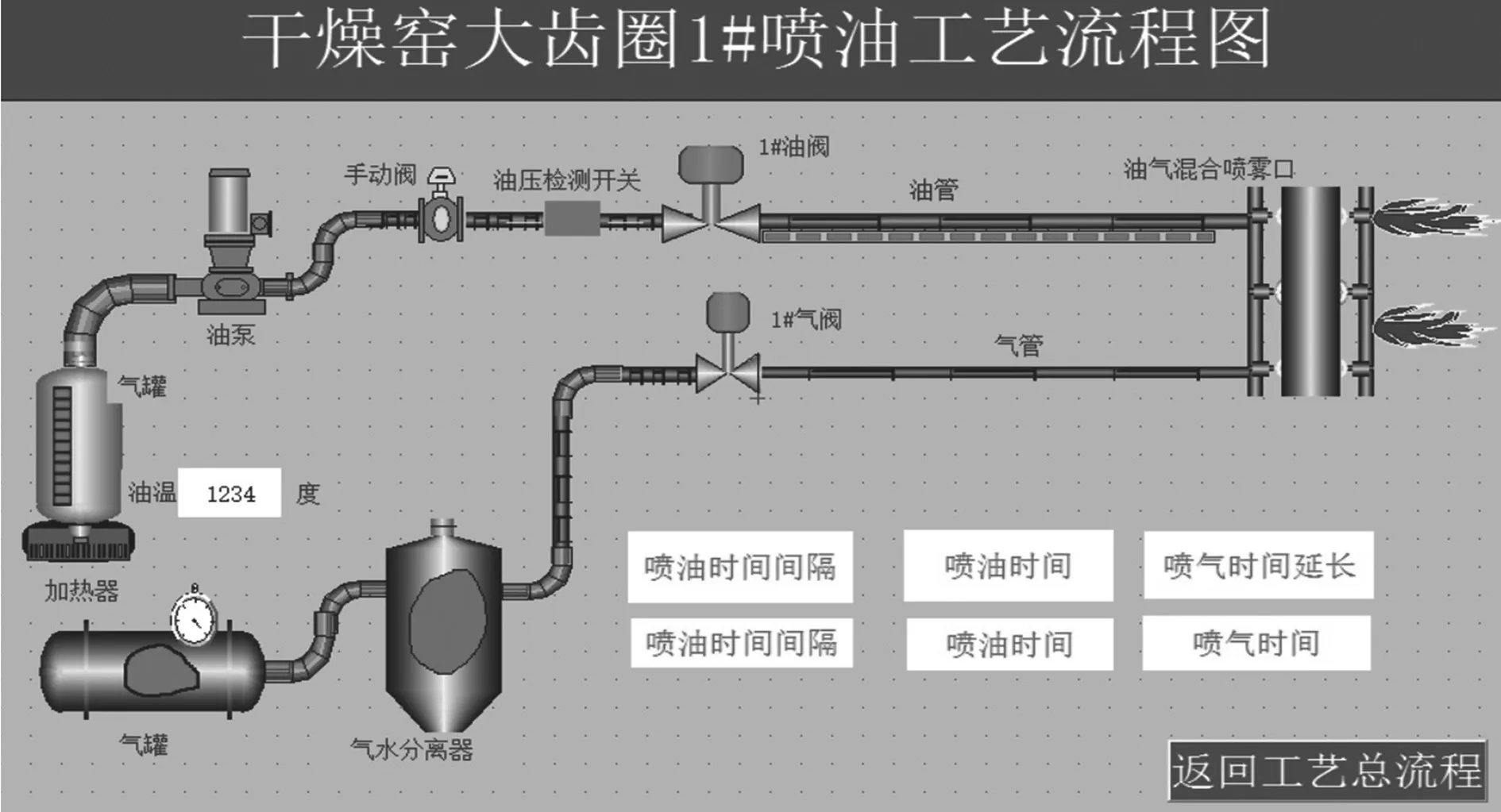
圖2 觸摸屏畫面
4.2 PLC程序設計
程序采用模塊化設計,思路清晰,對于功能相同的設備,編寫為功能塊FB,便于重復調用,設備控制方式分為自動、手動、調試[4]。其工藝流程:正常工作為:來自設備運行允許→設備啟動→設備自檢→儀表自檢、季節判斷、油溫度、品質判斷→氣路吹掃→運行開始后第一次滑潤、時間20s→時間到后按照周期和潤滑時間循環;如需停機,停機信號發出后,潤滑20s→延遲30min關機。由于采用觸摸屏進行可視化控制,噴油周期各項參數和時間控制可自由設置。控制邏輯關系圖如圖3。
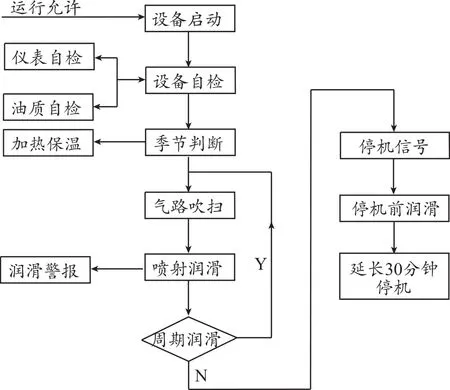
圖3 控制邏輯關系圖
4.2.1 Pt100與模塊的連接及設置
PLC控制器選用CPU314C型,自帶PT100溫度檢測模塊(默認溫度量程:-200℃--850℃),Pt100與模擬量模塊的接線方式根據端口連接圖確認。此CPU采用二線制測量電阻,適合測量精度低一些的場合,在軟件設置的輸入通道選擇RTD-2L,測量范圍顯示:Pt100標準[5]。通常情況下,Pt100設計成四線制形式的,測量精度更高。設計方法是:在兩線制Pt100的每一端分別接出兩股屏蔽線。
4.2.2 PT100模擬量程序的編寫
編寫模擬量程序時,可以采用西門子自帶的模擬量[6]轉換塊處理,但此CPU中對PT100的參數有默認數據,其數據可以這樣處理:直接讀取PIW數據后,先轉化為整型,再轉化為雙整型,然后轉化為實型,最后除以10.0即為溫度值,程序如下。
L PIW 108 // 讀取AI地址108的數據;
ITD //轉換整型;
DTR //轉換實型,并送入ACC1寄存器;
L 1.000000e+001 // 裝載10.0到ACC1寄存器中,原來ACC1中的數據自動送入ACC2寄存器中;
/R //ACC2除以ACC1并把結果送入ACC1中;
T MD 10 //把結果ACC1中數據送入MD10。
4.3 觸摸屏與PLC的通訊
MCGS觸摸屏與PLC的通訊方式有許多方式,本設計中采用以太網通信[7],在通訊前需要設置通訊IP地址,觸摸屏IP地址可以在MCGS觸摸屏軟件中設置,也可以在觸摸屏系統中設置。當在觸摸屏系統中設置時,設置如下:在進入系統之前,點擊畫面進入系統設置,在IP地址設置框內填寫IP,可以隨意設置,子掩碼保持系統默認。然后回到PLC編程軟件,進入硬件設置,在PLC地址欄內設置與觸摸屏一樣的IP,最后一位不同就可以,確保兩臺設備處于同一子網內,下載程序,連接網絡就可以通訊。
5 結語
MCGS組態軟件與西門子PLC的組合構成的控制及監控系統,在噴油系統中獲得了較好的應用,實現了控制、監控、報警提示、歷史趨勢顯示和設備調試等功能,改造后的控制系統自動化程度高、運行可靠、使用方便等優點。
[1]王松美.回轉干燥窯大齒圈自動噴油系統的控制[J].電工技術,2002(11):56.
[2]王永祥,王智祥.回轉干燥窯大齒圈潤滑技術的改進[J].機械 ,2002, 29(S0):247-248.
[3]包建華.基于MCGS組態軟件的空壓機組監控軟件開發[J].測控自動化, 2007(7):36-38.
[4]段謨喜.西門子S7-300 PLC在天然氣熱風爐中的應用[J].銅業工程,2016(6):88-90.
[5]李成春,郭瓊.基于西門子PLC 溫控調速系統的設計[J].湖南工業職業技術學院學報, 2014(4):10-12.
[6]丁欣, 等.基于PLC和PT100的閉環溫度控制系統的設計[J].企業科技與發展, 2016(1):37-39.
[7]鄒偉.基于MCGS組態軟件的上位機控制系統設計[J].制造自動化,2008(12):103-108.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
少先隊活動(2021年4期)2021-07-23 01:46:22
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16