藥型端面包覆層自動修復系統方案設計
2018-03-23 02:06:42張春元李貴乾楊臻常緒濤
裝備環境工程 2018年3期
張春元,李貴乾,楊臻,常緒濤
?
藥型端面包覆層自動修復系統方案設計
張春元,李貴乾,楊臻,常緒濤
(中北大學 機電工程學院,太原 030051)
改善藥型端面包覆層現行人工修復生產率低、安全性差等缺陷。設計防爆藥型端面包覆層自動化修復系統,并對藥型端面包覆層自動修復系統的機械結構組成、氣動回路和PLC控制系統進行詳細說明。與傳統的修復方式相比,藥型端面包覆層自動修復系統可實現對藥型包覆層的自動化修復,改善生產人員的工作環境,減輕生產人員的勞動強度,提高生產效率。同時針對生產過程中的實際需求,設計了自動、半自動與調整等三種工作模式,以便于使用中對設備的調整和日常維護保養。該方案提高了藥型端面包覆層修復效率,減少了一線生產人員的數量,降低了勞動強度,保障了生產的安全性。
防爆;端面包覆層;氣動回路;PLC控制;自動修復
藥型是一種經過螺旋擠壓成型的武器推進劑藥柱,藥型經包覆后可直接裝入火箭固體發動機,端面的包覆可以提高藥型的燃燒漸增性[1]。目前藥型端面包覆材料在長期的儲存過程中,包覆層會產生遷移、脫粘,導致包覆后的推進劑壽命大大縮短。為延續推進劑壽命,推進劑在儲存一定時間后需要對包覆層進行修復和再包覆。由于傳統藥型端面包覆層修復工藝需要生產人員在車床上對藥型端面包覆層進行修復,生產人員勞動強度大,生產效率低,特別是藥型端面包覆層修復車間會存在著大量的火藥粉塵顆粒,因此生產車間環境屬于易燃易爆的粉塵環境,如發生爆炸,將會造成重大生產事故[2-4]。另外,雙基火藥粉塵本身也會對生產人員的呼吸系統產生巨大的危害。
根據藥型端面包覆層修復工藝要求,設計了藥型端面包覆層自動修復系統,替代傳統的人工修復方式。
1 系統的結構組成及工作原理
通過對現行藥型傳統修復工藝的分析,確定出藥型端面包覆層自動修復工藝路線及修復系統結構組成。結構組成主要由機械手、修復裝置、清洗裝置、端面檢測裝置及導軌組成,各裝置呈直線排列。整個修復系統共有五個工位,依次為上料工位、修復工位、端面檢測工位、清洗工位及卸料工位,且各工位中心在同一軸線上。
機械手通過導軌下翼緣的限位條實現在導軌上的運動,機械手共有兩對機械手爪,工作時夾緊藥型的兩頸進行運動,既能實現上下料,又能實現對藥型的運送[5]。機械手的上下伸縮及機械手爪的閉合均由氣缸驅動,機械手的移動由安裝于導軌上的氣動馬達驅動。藥型在上料區域時由自動定心夾具對藥型進行定心,當機械手夾緊藥型后,自動定心夾具松開,機械手手爪夾持藥型兩頸在不同工位間進行傳送。為控制機械手的輸送精度,采用定位機構對機械手進行定位。導軌材質為H型鋼,布置于各工位中心線的上方,并與各工位中心重合。修復裝置主要由環形夾緊裝置與面銑刀組成,用來對藥型端面舊的包覆層進行清除。環形夾緊裝置與藥型之間為面接觸,夾緊力由均布的壓力傳感器控制,在接觸處安裝有聚氨酯橡膠,以防對藥型夾緊力過大而對藥型表面造成損傷[6]。銑削工位共有兩對環形夾緊裝置及面銑刀,采用雙端面同時銑削的方式,能夠通過一次銑削,實現對整個藥型端面包覆層的去除。面銑刀的行程控制通過絲杠由氣動馬達提供動力輸入,刀具的旋轉由單向氣動馬達提供動力輸入。修復裝置結構如圖1所示。
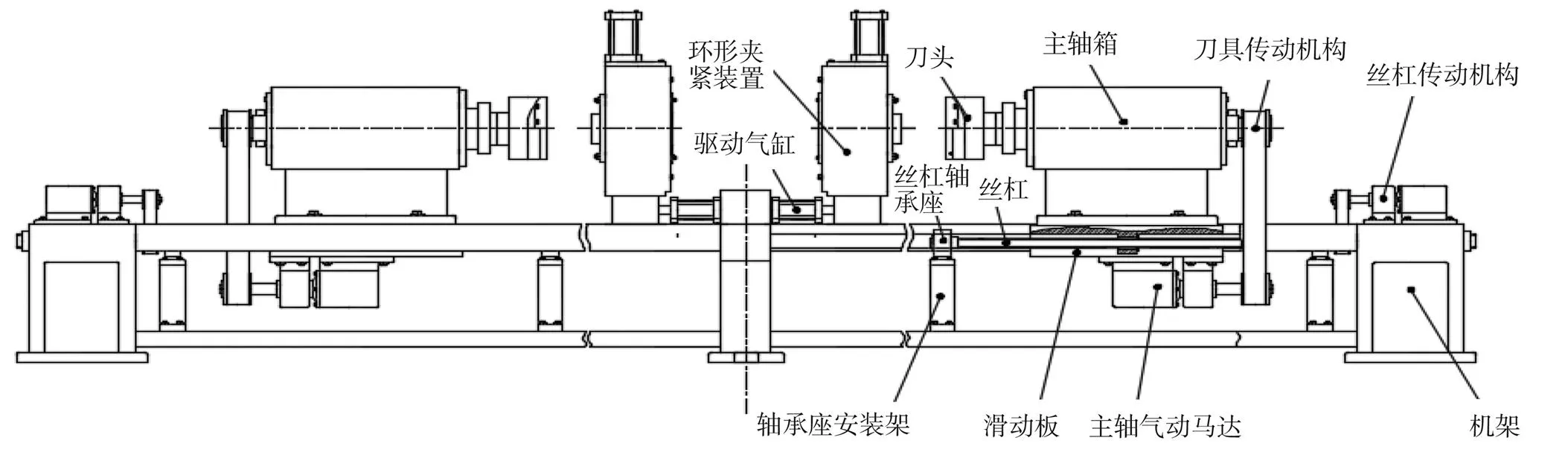
圖1 修復裝置結構
藥型經銑削后需要對所銑削后的端面進行清掃,去除端面殘留的藥屑,以提高端面質量檢測精度,避免殘留的藥屑對藥型端面包覆的影響。清掃后的藥屑由空氣負壓吸走,并經收集后統一處理。清洗工作由毛刷來完成,驅動元件采用氣動馬達驅動。毛刷材質為碳纖維,毛刷與藥型端面直接接觸,兩者之間相互摩擦,同時,碳纖維毛刷可將摩擦所產生的靜電通過安裝盤直接導入地下。毛刷通過螺栓與安裝盤相連,為可拆卸式,可定期更換。工作時,毛刷旋轉軸在氣動馬達的帶動下運動,并經氣缸驅動在導軌上做直線運動。通過在直線導軌上設置定位元件可對氣缸行程做精確限位。
檢測裝置的作用是檢測經銑削之后的藥型是否滿足藥型端面再包覆的要求,檢測的主要參數包括銑削后的藥型長度、內外徑尺寸及端面平行度等參數。藥型長度的檢測采用新型激光測距儀來測量;藥型端面內外徑尺寸的檢測采用CCD檢測儀,檢測速度快,精度高,并且可調;藥型端面平行度的檢測采用能將高度變化轉變為角度變化的直線度位差角度測量儀來測量[7-10]。檢測后的結果可以在計算機終端顯示,并可對不合格藥型進行報警。在藥型兩端各分布有一套端面檢測裝置。
2 氣動回路設計
由于生產環境為易燃易爆的高危環境,安全性是首要考慮的因素,所以整個系統采用氣動驅動的方式,以惰性氣體作為工作介質。氣動驅動與液壓驅動相比,具有安全、清潔以及便于維護等優點,并且在工作時氣動執行元件不會產生電火花,溫升也比較小,特別適合于頻繁啟動的場合[11-12]。該氣動系統設計中,各裝置驅動元件使用一套供氣設備來供氣,各支路壓力根據驅動元件壓力要求進行調節,對各裝置驅動元件運動參數的控制可通過改變各支路氣動系統中工作氣體的方向以及流速等實現。
機械手在軌道上的運動由雙向氣動馬達作為動力輸入,機械手爪的閉合動作和上下位置的調節由氣缸作為動力輸入。面銑刀絲杠傳動機構采用雙向氣動馬達作為驅動元件,面銑刀與主軸之間為螺紋連接,主軸采用單向氣動馬達驅動,以防止主軸反轉影響刀頭的緊固。面銑刀氣動馬達控制電磁閥的流量和壓力通過采用伺服式電磁閥來進行控制[13]。考慮到端面包覆層銑削車間為粉塵環境,所以控制系統電磁閥均采用防爆式氣動電磁閥[14-15]。環形夾緊裝置、端面包覆層面銑刀等裝置為對稱分布,為了保證機構工作時動作一致,采用對稱分布裝置的氣動系統回路設計為同一分支回路。為便于后期的調試工作,氣動系統各支路的氣壓與流量均可調。氣動原理如圖2所示。
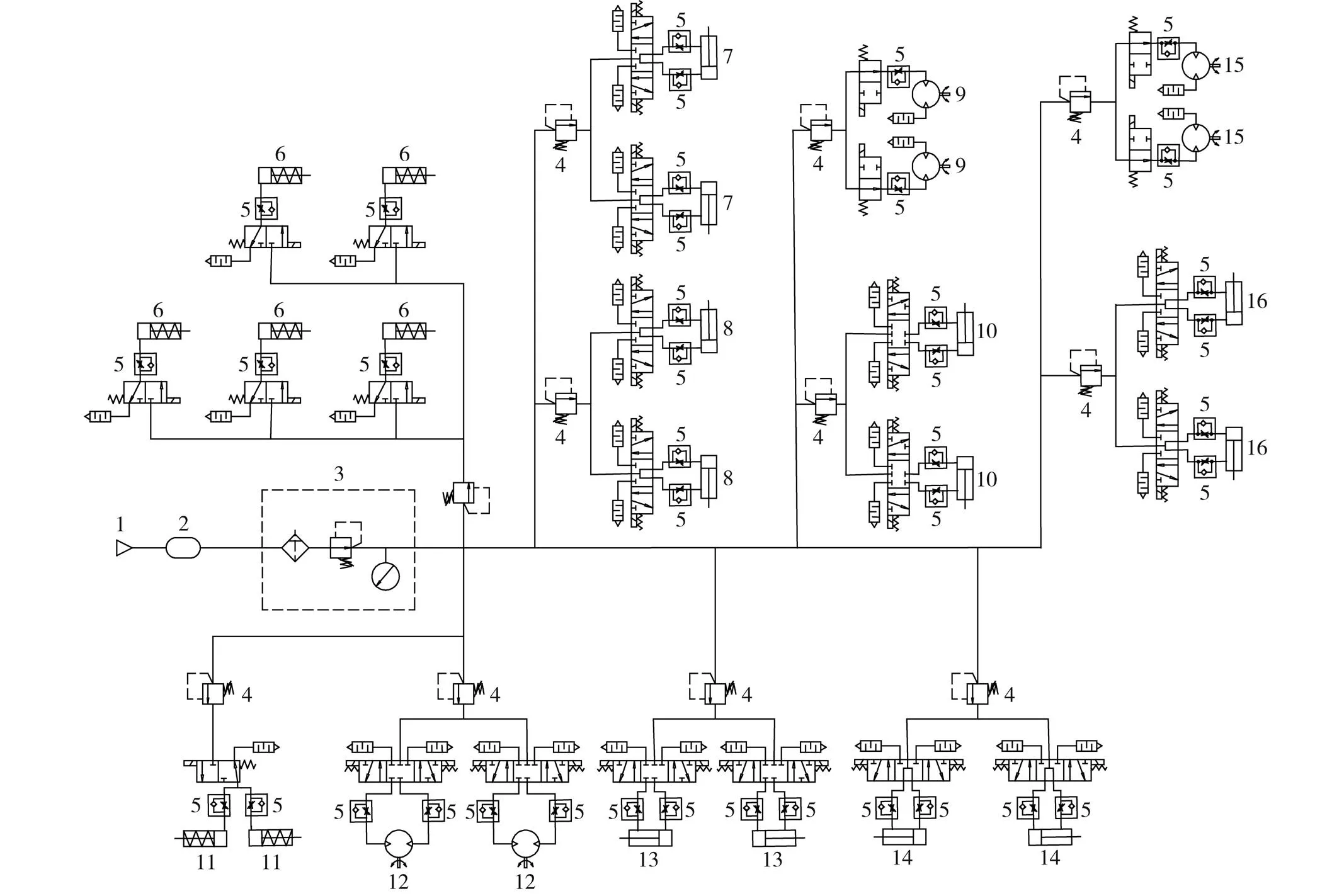
1.氣源2.儲氣罐3.氣動三聯件4.溢流閥5.單向節流閥6.軌道定位氣缸7.環形夾緊裝置驅動氣缸8環形夾緊裝置定位氣缸9.面銑刀氣動馬達10.修復裝置絲杠驅動馬達11.機械手定位夾緊機構氣缸12.機械手驅動馬達13.機械手提升氣缸14.機械手夾緊氣缸15.清洗裝置氣動馬達16.檢測裝置定位氣缸
動作順序是:機械手運動到上料區,軌道定位氣缸6動作→機械手提升氣缸13動作,機械手爪下降到指定位置處→機械手驅動氣缸14動作,機械手爪抓取藥型→機械手提升氣缸13縮回至指定高度→軌道定位氣缸6釋放,機械手氣動馬達12動作,將藥型輸送到修復工序→軌道定位氣缸6動作,環形夾緊裝置定位氣缸8動作,藥型定位→環形夾緊裝置驅動氣缸7動作,夾緊藥型→端面修復裝置氣動馬達9動作,盤型銑刀轉動→修復裝置絲杠驅動馬達10動作,帶動刀盤進給,銑削藥型→銑削后的藥型輸送到清洗工位,定位氣缸6動作,氣動馬達15動作,清洗藥型→定位氣缸6釋放,清洗后的藥型輸送到檢測工位→檢測合格后的藥型送入卸料工位,不合格的藥型聲光報警→結束。
3 控制系統設計
由于PLC環境適應性好、抗干擾能力強、可靠性高,適合在粉塵環境中使用,且硬件軟件開發量少、成本較低,因此選用PLC作為本系統控制器。PLC輸入點主要為氣缸、氣動馬達、限位開關和傳感器信號以及手動輸入開關等,輸出點為各裝置電磁閥、指示燈、蜂鳴器等元件[16]。PLC通過對輸入映射區內的信號進行提取,內部處理器再將輸入信號處理后輸出到輸出映射區,最后通過輸出電路實現對電磁閥、指示燈、蜂鳴器等控制,從而實現藥型端面包覆層自動修復系統的自動化生產。
藥型端面包覆層自動修復系統控制方式有自動模式、半自動模式和調整模式。在自動模式下,自動修復生產線按照預先設置的程序運行,此模式為藥型端面包覆層自動修復生產線自動化修復常規模式;在半自動模式下,生產人員通過操作手柄可實現對藥型端面包覆層自動修復生產線單臺設備的循環控制;調整模式下可以控制各裝置的各個動作,方便對藥型端面包覆層自動修復生產線的調試和對生產時故障的排除。控制系統結構如圖3所示。
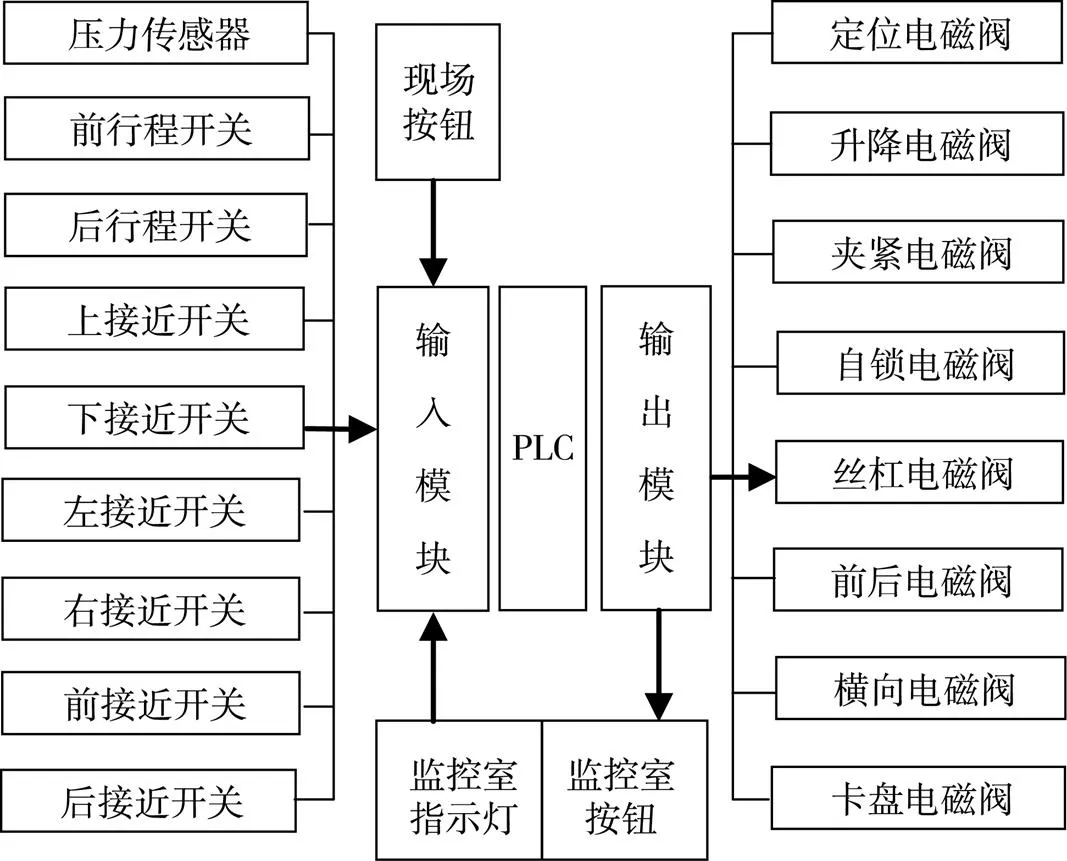
圖3 控制系統結構
4 結語
1)該設備為非標設備模塊化設計方法的一種應用,該設計方法對以后非標產品設計具有一定的參考意義,并對軍工企業生產技術改進具有一定的指導意義。
2)通過設計專用的環形夾具對藥型進行夾持,解決了現有夾持對藥型表面造成損傷的問題。控制系統所采用電磁閥均采用防爆式氣動電磁閥,極大提高了整個系統的安全性。
3)該系統可通過調節氣缸的行程實現對不同規格藥型進行端面修復,適用性較強。此外,該端面包覆層自動修復生產線除了適合藥型端面包覆層修復外,還可以應用在其他易燃易爆、輻射等惡劣環境的生產工作。
4)通過對藥型端面包覆層自動修復系統的設計,提高了藥型端面包覆層修復效率,減少了一線生產人員的數量,降低了勞動強度,保障了生產的安全性。
[1] 祝紅軍, 張春元. 防爆氣動搬運系統方案設計[J]. 液壓與氣動, 2015(3): 120-123.
[2] 張冬. 多工位藥型端面包覆裝置的設計與分析[D]. 太原: 中北大學, 2016.
[3] 張寧, 劉永暢, 陶占良, 等. 鈦酸鋰表面碳包覆改性研究進展[J]. 表面技術, 2015, 44(1): 1-7.
[4] 李德釗. 煙火藥粉塵的危害與防治[J]. 安全, 2015(4): 20-23.
[5] 屈圭, 吳曉丹, 曾豪華. 煤礦用機械手全氣動控制系統設計[J]. 液壓與氣動, 2009(8): 29-31.
[6] 姜燕, 佟宇. 大直徑工件自動定心漲緊夾具設計[J]. 功能部件, 2010(8): 145-146.
[7] 董偉. 藥型輪廓影像測量裝置的設計[D]. 太原: 中北大學, 2015.
[8] 蘇波, 王紀龍, 王云才. CCD高精度測徑系統的研究[J]. 太原理工大學學報, 2002(5): 506-509.
[9] 孫軍利. 基于線陣CCD的激光三角測距傳感器數據處理算法的研究[D]. 上海: 上海交通大學, 2006.
[10] 羅勝彬, 宋春華, 韋興平, 等. 非接觸測量技術發展研究綜述[J]. 機床與液壓, 2013, 41(23): 150-153.
[11] 許謬, 王淑英. 電氣控制與PLC應用[M]. 北京: 機械工業出版社, 2009.
[12] 吳曉明. 現代氣動元件與系統 [M]. 北京: 化學工業出版社, 2014.
[13] 馬建民. 防爆柴油機氣壓起動系統的分析[J]. 煤礦機械, 2006(1): 60-62.
[14] 邢立兵, 劉彥杰. 論爆炸性環境用非電氣設備的防爆[J]. 電氣開關, 2012, 50(2): 105-108.
[15] 唐海洋, 張劍. 爆炸性環境用防爆電氣設備選型及電氣線路的設計[J]. 電氣防爆, 2007(1): 36-40.
[16] 葉曉暉. PLC在電氣自動化中的應用現狀及發展前景概述[J]. 中國新技術新產品, 2009(15): 144-145.
Scheme Design of Automatic Repair System for Propellant’s End-face Coating
ZHANG Chun-yuanLI Gui-qianYANG ZhenCHANG Xu-tao
(College of Mechatronic Engineering, North University of China, Taiyuan 030051, China)
To solve shortcomings of artificial repairing of the Propellant’s end-face coating.An automatic repairing system was designed for Propellant’s end-face coating, and the mechanical structure, the pneumatic circuit and the PLC control system of the system was described in details.Compared with the traditional artificial repairing, the automatic repairing system of the Propellant’s coating can realize automatic repair of the Propellant’s coating, improve working environment of production staff, reduce labor intensity of production personnel, and improve production efficiency. At the same time, according to the actual demands in the production process, three working modes of automatic, semi-automatic and adjustment were designed to adjust the equipment and have routine maintenance.The scheme improves the repairing efficiency of medicine type end bread cladding repairing efficiency, reduces the number of first-line production staff, reduces the labor intensity and ensures the safety of the production.
explosion-proof; end-face coating; pneumatic circuit; PLC control; automatic repairing
TJ410.3
A
1672-9242(2018)03-0057-04
10.7643/ issn.1672-9242.2018.03.012
2017-11-02;
2017-11-29
張春元(1965—),男,山西清徐人,碩士研究生,副教授,主要研究方向為航空宇航制造工藝與裝備設計、制造。