催化裂化煙氣濕法脫硫裝置設備腐蝕現狀分析及對策
2018-03-23 02:18:57
石油化工腐蝕與防護 2018年1期
(中國石油化工股份有限公司煉油事業部,北京 100728)
工業SOx排放對大氣環境污染嚴重,引發的酸雨污染了約30%的國土面積。其中,煉油廠催化裂化裝置再生煙氣排放的SOx約占總排放量的5%[1];同時再生煙氣中還含有大量催化劑粉塵顆粒。為落實“十二五”減排目標,滿足國家和各地方環保排放要求,努力實現綠色發展,建設環境友好型企業,中國石化從2013年開始啟動“碧水藍天”環保專項治理,各企業“三廢”總量減排工作提速推進。截至2014年底,中國石化50余套催化裂化裝置陸續建成投用了煙氣脫硫、脫硝以及除塵裝置,2016年實際減少SOx、粉塵排放量分別為170.5 kt和4.9 kt。其中濕法脫硫、除塵技術由于其壓力降小,SO2和粉塵脫除率高(分別為95%和85%),對催化裂化裝置各種工況適應性強,裝置占地面積小,建設周期短和運行周期長等優點,在中國石化煉油企業得到了廣泛應用。近年來,催化裂化煙氣濕法脫硫、除塵裝置運行中逐漸暴露出一些不足,尤其是設備腐蝕問題突出,給催化裂化裝置安全、穩定運行帶來了困擾。
1 煙氣濕法脫硫概況
1.1 濕法脫硫技術應用情況
目前,中國石化煉油企業共有44套催化裂化裝置再生煙氣采用濕法脫硫、除塵,其余裝置使用硫轉移助劑等技術實現煙氣脫硫、除塵。催化裂化煙氣所用各種濕法脫硫技術占比見圖1。從圖1可知:21套裝置采用EDV(Electro-Dynamic Venturi)洗滌技術,18套裝置采用雙循環湍沖文丘里技術,2套采用鈉鈣雙堿法技術,2套采用可再生濕法技術,1套采用石膏法技術。
EDV洗滌和雙循環湍沖文丘里脫硫技術在中國石化催化裂化裝置應用數量最多,占比超過75%,其脫硫原理可由以下反應方程式表示:

1.2 EDV洗滌技術
EDV洗滌技術煙氣壓力降小,整個煙氣脫硫過程壓力降可控制在5 kPa以內,可減少因煙氣背壓升高對煙氣輪機做功的影響;EDV技術可靠性高,冷卻吸收塔設置了停電等多種極端工況下的聯鎖自保措施,同時塔內無轉動設備,提高了長期運行的可靠性。
EDV洗滌脫硫工藝流程見圖2。催化裂化再生煙氣在冷卻吸收塔內與循環吸收液逆向接觸反應,在被冷卻的同時脫除SOx和粉塵,煙氣隨后經除霧等措施后至高空排放;反應后的吸收液泵入澄清池、過濾箱進行固液分離;清液一部分返回冷卻吸收塔,另一部分進入氧化罐處理達標后排放至含鹽污水系統;根據pH值變化情況,吸收液適當補充NaOH溶液。
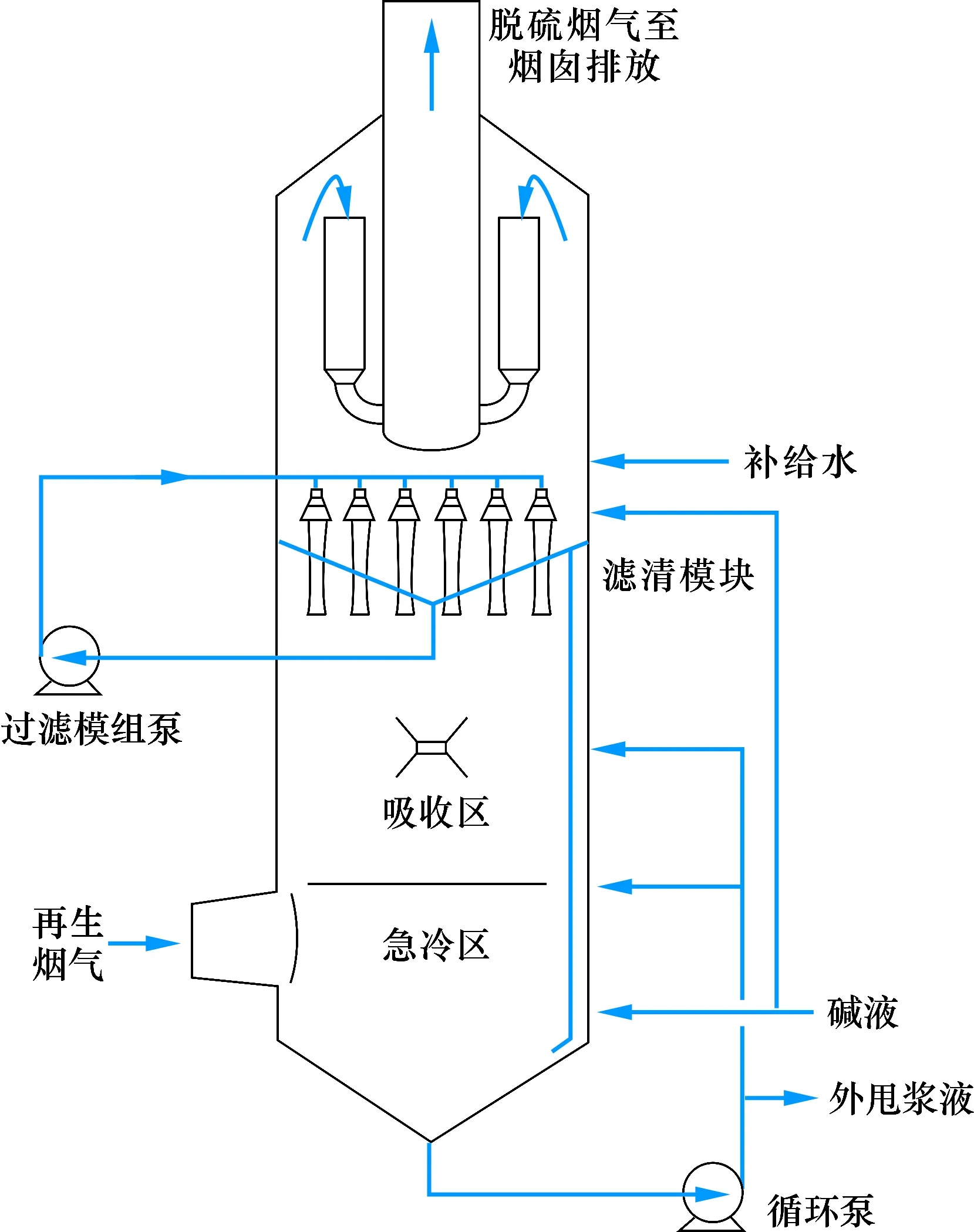
圖2 EDV洗滌脫硫工藝流程
1.3 雙循環湍沖文丘里技術
雙循環湍沖文丘里技術是中國石化自主知識產權的煙氣脫硫、除塵技術,采用兩級脫硫、除塵,脫硫、除塵效率高,單級湍沖處理脫硫效果可達95%以上。該技術適應負荷變化范圍寬,系統內氣量變化50%的情況下,SO2脫除率基本不變。雙循環湍沖文丘里外排煙氣含塵量、含濕量低,在綜合塔內設置了除沫器和濕式靜電除霧器,能有效降低外排煙氣中粉塵和液滴。另外,該技術投資少。由于采用了國內專有專利技術設備,技術費和設備造價低,避免了重復引進的浪費。
雙循環湍沖文丘里脫硫工藝見圖3。催化裂化再生煙氣自上而下垂直進入除塵激冷塔,首先經過溢流堰段,隨后進入逆噴段與逆噴噴嘴噴淋的循環液逆向充分接觸,煙氣中的大部分SO2、顆粒物以及其他酸性氣體被吸收。經逆噴洗滌的飽和煙氣經過渡段進入綜合塔,煙氣上行進入消泡器組件,在此煙氣中的細微顆粒和水汽發生碰撞和凝聚,經消泡器噴嘴噴出的水簾再次洗滌后,去除煙氣中剩余的SO2、細微顆粒物以及其他酸性氣體。經過消泡器的煙氣經折流板式除沫器除水后出綜合塔,進入塔頂設置的濕式靜電除塵器進一步脫除細微顆粒和水霧后,凈煙氣由其上部設置的煙囪排入大氣。
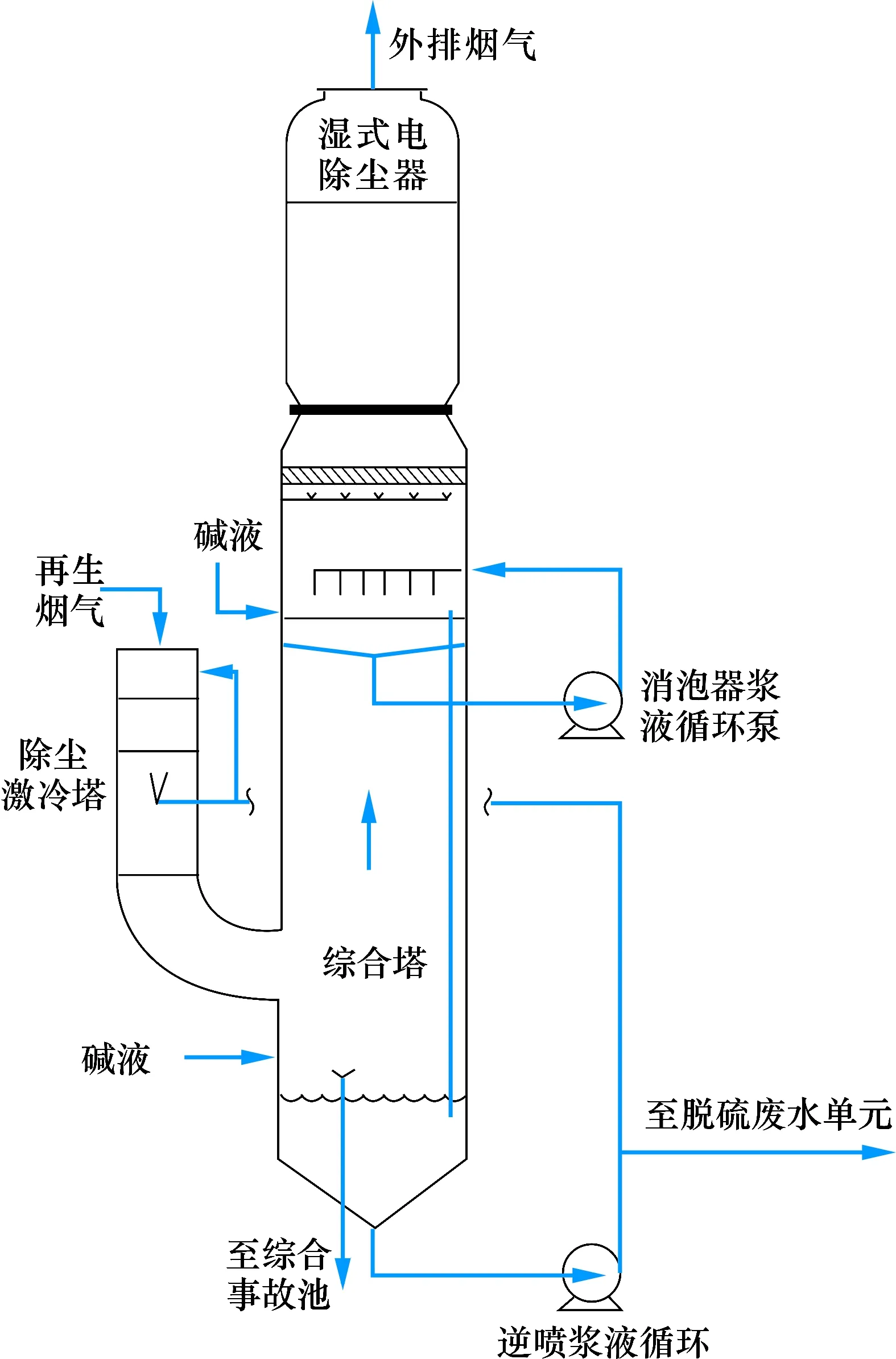
圖3 雙循環湍沖文丘里脫硫工藝
2 濕法脫硫系統設備主要腐蝕
2.1 塔器及接管腐蝕
塔器及接管腐蝕情況見圖4。部分企業脫硫系統塔體使用的碳鋼+不銹鋼(304L或316L)復合板發生腐蝕穿孔,如石家莊某企業3號、濟南某企業2號、長嶺某企業2號、上海某企業2號和3號及南京某企業2號等催化裂化煙氣濕法脫硫裝置塔器內壁均出現了腐蝕減薄和泄漏問題;南京某企業3號催化裂化煙氣濕法脫硫裝置冷卻吸收塔煙氣分析儀接管焊縫出現腐蝕泄漏,天津某企業催化裂化煙氣濕法脫硫裝置綜合塔上部錐段出現腐蝕泄漏。
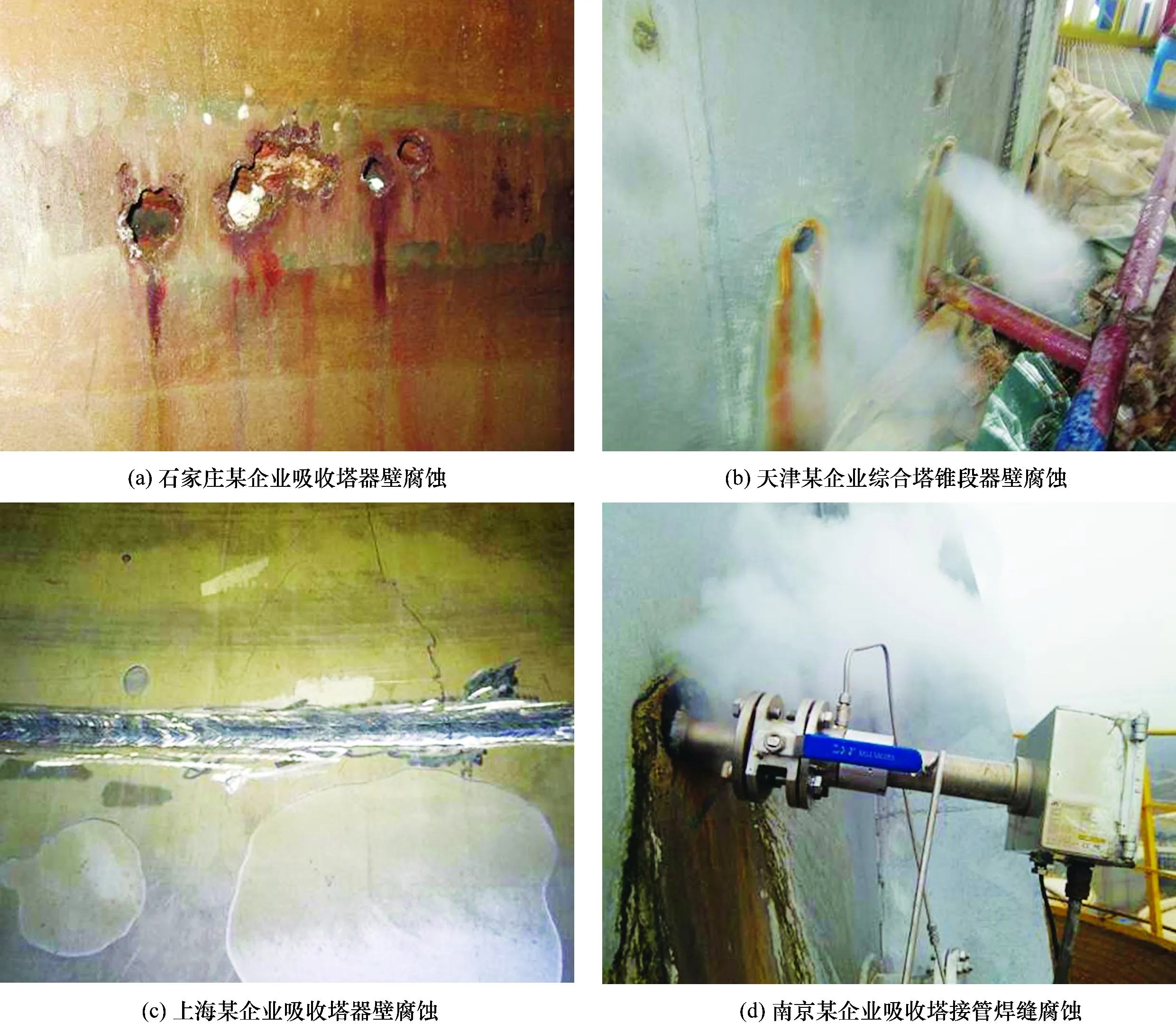
圖4 塔器及接管腐蝕
2.2 EDV洗滌技術煙囪腐蝕
EDV洗滌技術煙囪腐蝕情況見圖5。煙囪設計材質也采用碳鋼復合不銹鋼(304L或316L)。濟南某企業、南京某企業和北海某企業脫硫裝置煙囪內壁均發生局部腐蝕。
2.3 塔器內構件腐蝕及磨損
塔器內構件腐蝕、磨損情況見圖6。上海某企業1號、2號,南京某企業2號,南京某企業3號等催化裂化煙氣濕法脫硫裝置塔內噴嘴、水珠分離器等內構件發生腐蝕磨損。

圖5 EDV洗滌技術煙囪腐蝕

圖6 塔內構件腐蝕磨損
2.4 循環泵葉輪等部件結垢及腐蝕
循環泵葉輪等部件結垢、腐蝕情況見圖7。

圖7 循環泵葉輪等部件結垢腐蝕
3 設備腐蝕原因分析
3.1 H2SO3/H2SO4露點腐蝕
催化裂化裝置再生煙氣腐蝕介質有SOx,NOx和CO2等氣體,各類氣體含量因催化裂化原料硫含量及工藝類型不同而不同。總體來說,原料硫含量越高,再生煙氣中SOx含量越高(約為原料總硫質量分數的15%[2])。南京某企業2.0 Mt/a催化裂化裝置再生煙氣組分見表1。

表1 2.0 Mt/a催化裂化再生煙氣組分
催化再生煙氣在進入脫硫塔濕法洗滌脫硫過程中,99%的SO2被脫除,但是SO3脫除率較低,并會形成不易捕集的H2SO4霧氣溶膠[3]。脫硫塔、綜合塔中水珠分離器和煙囪等中上部溫度相對較低,約60 ℃左右,脫硫煙氣中H2SO4霧氣溶膠和殘存SO2易在設備表面結露,形成常溫強酸腐蝕環境,特別是在脫硫塔和綜合塔的錐段、煙囪焊縫和接管處,酸性凝液更易聚集和濃縮,使腐蝕加劇。南京某企業2.0 Mt/a催化裂化裝置EDV洗滌技術煙囪頂部冷凝水pH值為2.3,為強酸性,分析數據見表2。

表2 煙囪頂部冷凝水分析
3.2 氯離子點蝕和應力腐蝕開裂
煙氣脫硫系統循環吸收液中含有氯離子,其主要來源于催化裂化原料以及各類助劑(如絮凝劑聚合氯化鋁)。氯離子半徑小、穿透和吸附能力強,能穿透氧化膜內極小的孔隙到達金屬表面,并與金屬相互作用形成氯化物,使氧化膜的結構發生變化,導致金屬產生點蝕或坑蝕,而氯化物與金屬表面的吸附并不穩定,形成了可溶性物質,從而導致了腐蝕加劇。
氯離子還會使脫硫系統中奧氏體不銹鋼設備發生應力腐蝕開裂。主要原因是設備存在焊接殘余拉應力和鈍化膜帶來的附加應力,氯離子使局部保護膜破裂,破裂處的基體金屬形成微電池陽極,產生陽極溶解,在拉應力作用下保護膜反復形成和反復破裂,就會使局部金屬腐蝕加劇,最后形成孔洞。孔洞的存在造成應力集中,更加速了孔洞表面的塑性變形和保護膜破裂,最終導致金屬應力腐蝕開裂。
脫硫系統運行中循環吸收液一部分需外排,以控制其中催化劑懸浮顆粒、硫酸鹽和亞硫酸鹽的含量,同時還要不斷補充新鮮水,彌補外排和冷卻吸收過程中水的蒸發損失。若外排量控制不當,會使循環吸收液中的氯離子濃度不斷升高,加劇設備腐蝕。
3.3 催化劑及鹽顆粒沖蝕
催化再生煙氣中一般含有質量濃度約120 mg/m3的催化劑顆粒(主要成分是Al2O3),大部分進入脫硫塔后被循環漿液洗滌脫除,少部分被凈化煙氣攜帶排入大氣,因此煙氣和循環漿液中都會含有催化劑顆粒;同時循環漿液中NaOH與煙氣中SOx反應生成鹽,在循環漿液中飽和后結晶析出,形成固態鹽顆粒。脫硫系統漿液噴嘴、水珠分離器等內構件及漿液循環泵的蝸殼、葉輪等處在與煙氣、循環漿液高速接觸的環境,煙氣、漿液中的固體顆粒會對設備造成沖刷磨損。
3.4 不銹鋼材料及焊接質量不合格
催化煙氣脫硫系統設備及內構件材質一般選擇304和316等300系列不銹鋼,既能耐氧化介質腐蝕,也抗還原介質腐蝕,同時316材料還含有Mo和Ti,具有良好的抗點蝕和晶間腐蝕能力。
但在實際使用中,少數企業不銹鋼材質的設備出現了嚴重腐蝕,主要原因有兩個:一是不銹鋼原材料制造質量存在問題,耐蝕元素含量不達標,如石家莊某企業2.0 Mt/a催化裂化煙氣脫硫塔Q345R+316L復合板器壁出現了腐蝕泄漏。對腐蝕部位壁板進行取樣檢測,發現鋼板局部有堆焊修補,其化學成分分析見表3。修補處過渡層Cr,Ni及Mo含量和表面堆焊層Ni含量都遠低于相關標準的要求。二是在設備現場安裝過程中,焊接質量差,焊縫存在較多缺陷,如南京某企業3.5 Mt/a催化裂化煙氣脫硫塔煙氣采樣儀因不銹鋼復合板焊接質量差,不銹鋼焊縫存在空隙等缺陷,運行中酸性凝液滲透至碳鋼基層,導致發生了腐蝕泄漏。

表3 過渡層及表面堆焊層化學成分 w,%
4 應對措施
4.1 工藝參數控制
(1)嚴格按照設計條件和工藝卡片要求控制循環漿液的pH值。要綜合考慮裝置原料性質、生產調整負荷變化等因素,提前調整堿液注入量,避免循環漿液pH值出現大幅波動。
(2)嚴格監測和控制煙氣脫硫系統中氯離子總量。一是抓好原油電脫鹽裝置平穩運行,避免原油脫后總鹽含量超標;二是煙氣脫硫系統禁用含氯助劑,如可將聚合氯化鋁絮凝劑改為聚丙烯酰胺;三是控制好循環漿液置換量和新鮮水補充量,避免氯離子濃縮富集;四是監控NaOH溶液質量,避免溶液中氯離子超標。
(3)監測和控制循環漿液中催化劑顆粒和鹽含量。一是精細操作、平穩調整,確保再生器內部兩級、三級和四級旋風分離器的運行狀態良好,保證旋風分離器分離工作效率;二是合理選用新技術、新裝備,如使用高效旋風分離器,四級旋風分離器改為高精度過濾器、增設電除塵器等,盡可能減少進入煙氣脫硫系統的催化劑數量;三是及時調整循環漿液外排量和新鮮水補充量,避免漿液中催化劑顆粒和總鹽含量超標。
4.2 設計改進
(1)優化內構件等結構,避免酸液富集。將煙囪內部接管、套管和采樣桿等由水平布置改為向下傾斜10°;塔器及煙囪內部焊縫、焊接飛濺物和臨時支撐焊點等打磨平整。
(2)增設工藝防腐蝕措施。天津分公司在催化裂化煙氣脫硫綜合塔內酸液易富集的錐段增設器壁堿液噴淋設施,中和器壁強酸性凝液。
4.3 材料和施工質量控制
(1)要加強不銹鋼等材料入場質量復驗管理,確保材料各類耐蝕元素達標。由于爆炸復合板材料在爆炸復合時可能產生材料性能的變化,導致形成腐蝕侵入點,建議選用軋制復合方式生產復合板材料。
(2)嚴格控制設備安裝和維修質量。一是嚴格控制焊接工藝的實施,避免焊縫產生易腐蝕的馬氏體組織,確保焊縫接頭金相組織的耐蝕性;二是復合材料在現場安裝時要嚴格控制錯邊量。
4.4 材質升級
部分企業對洗滌塔等設備材質進行了升級,選擇317L、雙相鋼或更高耐蝕等級材料。金陵分公司和揚子石化公司將洗滌塔煙囪材質升級為整體304L和317L;濟南分公司脫硫塔內壁貼UNS N08367合金板、部分內構件選用雙相鋼,經長周期運行檢驗,耐蝕效果較好。
4.5 合理選用高分子材料
腐蝕環境惡劣部位的設備可選用高分子防腐蝕材料。揚子石化公司等企業對漿液循環泵葉輪、蝸殼和漿液噴嘴等易發生沖蝕的設備采用搪瓷或刷涂金屬陶瓷類材料,均取得了良好效果。部分企業在洗滌塔或綜合塔塔底、煙囪等部位選用內襯玻璃鋼、聚脲及塑膠等高分子材料防腐蝕,運行中存在開裂、剝離等問題,應謹慎選用。
5 結 語
(1)中國石化煉油企業催化煙氣脫硫技術主要為濕法脫硫,設備和工藝都極為相似。
(2)濕法脫硫系統設備腐蝕現狀分析表明,易發生腐蝕的部位主要為塔器、接管、煙囪、塔內構件和泵葉輪等。
(3)討論了中國石化催化裂化裝置再生煙氣脫硫系統設備腐蝕機理。腐蝕的類型主要有酸露點腐蝕、氯離子點蝕、氯離子應力腐蝕開裂和固體顆粒沖刷磨損等。
(4)建議采取工藝控制、設計改進、施工質量控制、材質升級和選用高分子材料等應對措施,結合綜合治理方法抑制設備腐蝕。
[1] 劉忠生,林大泉.催化裂化裝置排放的二氧化硫問題及對策[J].石油煉制與化工,1999,30(3):44.
[2] 梁鳳印.流化催化裂化[M].北京:中國石化出版社,2006:16.
[3] 陳忠基,曹豐.催化裂化裝置煙氣洗滌塔腐蝕原因分析[J].石油化工腐蝕與防護,2014,31(6):27.
(編輯 王維宗)
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
中國特種設備安全(2022年6期)2022-09-20 02:52:28
石油石化綠色低碳(2019年6期)2019-01-14 01:16:16
石油石化綠色低碳(2019年6期)2019-01-14 01:16:14
測控技術(2018年2期)2018-12-09 09:00:52
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
當代化工研究(2016年6期)2016-03-20 16:21:37
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
化工進展(2015年6期)2015-11-13 00:26:37