汽車發動機缸蓋氣門鎖片壓裝機結構分析
2018-03-29 07:19:47鄭洪波
機電信息 2018年9期
關鍵詞:檢測
鄭洪波
(廣州市嘉特斯機電制造有限公司,廣東廣州510850)
0 引言
此設備節拍為48 s,分兩個工位,流向為從右到左,第一工位為分4次壓裝8個進氣門鎖夾和8個排氣門鎖夾,第二工位為機器人檢測鎖夾壓裝是否合格。不合格件由氣缸自動剔料,進行人工檢查及返修,返修后再由人工推入檢測工位進行復檢。
1 設備結構及組成
汽車發動機缸蓋氣門鎖片壓裝機總裝如圖1所示。
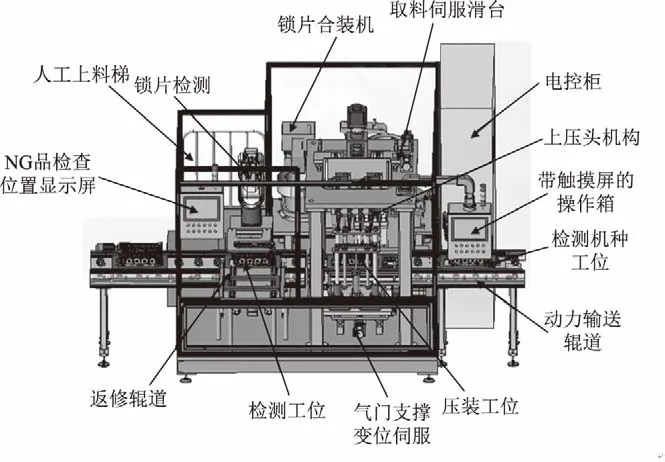
圖1 汽車發動機缸蓋氣門鎖片壓裝機3D示意圖
(1)上壓裝機構:4組壓頭組件,4個伺服電缸變位組件,1組壓裝伺服組件,1組取料伺服組件。
(2)翻轉機構:壓裝進氣門時可以順時針轉22°,壓裝排氣門時可以逆時針翻轉23°,電機抱閘鎖死在此角度后再進行壓裝。
(3)氣門桿伺服變位機構:4個伺服電機,4套絲桿,1套導軌滑臺,4個氣缸帶氣門支撐桿頭。
(4)鎖合裝機構:把鎖片及鎖片座合裝到一起。
(5)機測機構:機器人,兩組位移傳感器檢測頭。
(6)返修機構:氣缸伸出組件,返修輥道。
(7)設備輥道:由電機提供動力的輥道。
2 設備工藝流程
2.1 缸蓋壓裝工位流程
缸蓋(在托盤上)從動力輥道上流入檢測機種工位(阻擋氣缸限位缸蓋),后側氣缸伸出,通過激光傳感器檢測缸蓋的長度來判定機種,讀取二維碼錄入缸蓋信息到PLC上,阻擋氣缸下降,缸蓋流入第一工位,第一工位阻擋氣缸限位缸蓋,垂直氣缸下降把輥道線及缸蓋落到下翻轉臺上,翻轉伺服把工件翻轉一定角度,使進氣門桿垂直于工作臺板,上取料伺服滑臺取4套進氣門鎖夾及鎖夾座到壓頭上,伺服移位壓頭到壓裝位上方,上下升降伺服下降同時壓裝4套進氣門鎖夾及鎖夾座到缸蓋氣門桿上,上取料伺服滑臺再次取4套進氣門鎖夾及鎖夾座到壓頭上,伺服再次移位到壓裝位上方,上側壓頭伺服變位壓裝另4套進氣門鎖夾及鎖夾座到氣門桿上。下翻轉伺服把工件翻轉一定角度,使排氣門桿垂直于工作臺板,相同動作步驟壓裝8個排氣門鎖夾及鎖夾座到氣門桿上,伺服翻轉使工件底面向下,垂直氣缸伸出把輥道線及缸蓋舉起,阻擋氣缸下降,工件流入第二工位。
2.2 缸蓋檢測工位流程
缸蓋流到檢測工位,下舉升氣缸伸出把工件頂到上定位板上,機器人帶動檢測壓頭去檢測鎖夾及鎖夾座壓裝是否合格,檢測頭上的位移傳感器判斷鎖夾及鎖夾座壓裝情況,壓裝高度合格,舉升氣缸退回,把工件及托盤落到輥道線上,阻擋氣缸下降,缸蓋及托盤流入下一工位;不合格,舉升氣缸退回,把工件及托盤落到輥道線上,后推出氣缸伸出把缸蓋及托盤推到返修小車上,人工排查原因,并在返修工位上重新壓裝鎖夾及鎖夾座到缸蓋氣門桿上,再人工把托盤及缸蓋推入檢測工位重新進行檢測。
2.3 NG顯示指引屏
此觸摸屏能顯示每個鎖片壓裝位置指示圖案,合格為綠色,不合格為紅色。手動點開每個合格與不合格圖案,能顯示此組鎖夾及鎖夾座的壓裝信息,比如壓裝力、壓裝位移、激光檢測的壓裝高度等。
3 壓裝設備的具體描述
(1)垂直壓裝機構由伺服電機、升降絲桿及導軌組成:此機構既用來取鎖夾及鎖夾座到壓頭上,也用來壓鎖夾及鎖夾座到缸蓋氣門桿上。
(2)水平取料機構由伺服電機、導軌及水平絲桿組成:此機構配合垂直壓裝機構用來取鎖夾及鎖夾座,由振動盤出料位置到壓頭上。
(3)4組壓頭伺服變位機構由4套伺服機械手、2套導軌組成。
(4)4套壓頭機構由氣門桿芯氣缸、壓裝壓簧、夾緊鎖夾的拉簧、壓力傳感器、位移傳感器、壓裝到位接近開關等組成:當壓頭取料時氣門桿芯氣缸伸出頂住鎖夾內壁,上伺服下降,拉簧壓縮,由兩側夾緊桿把鎖夾座夾緊到壓頭上。上側伺服配合水平伺服及伺服變位機構移位壓頭機構到缸蓋上方的壓裝位,氣門桿芯氣缸退回,上伺服機構帶動壓頭下壓,把鎖夾及鎖夾座壓到氣門桿上的卡槽內,壓裝總力由伺服電機提供,執行力由每個壓頭上的壓簧去執行,由位移傳感器發信號來判斷壓裝是否到位。壓力傳感器和位移傳感器是用來判斷每個壓頭壓裝鎖夾及鎖夾座的壓裝力及壓裝位移的,由此可綜合判定每個氣門桿上的鎖夾及鎖夾座合格與否。
4 鎖夾及鎖夾座合裝機
此臺設備配一臺合裝機,48 s合裝速度16件以上,完全滿足節拍需求。合裝機的功能是自動將2個鎖夾、1個鎖夾座合裝在一起。此合裝機由如下機構組成:鎖片上料機構、鎖夾合裝機構、檢測機構、上座排出機構、自動排料機構、回轉機構。此合裝機有如下幾大特點:
(1)鎖片、鎖夾座分別配有料斗,保證了振動盤內物料均衡、振動穩定,可以檢測料斗缺料狀態,并在料用盡之前提前報警補料;
(2)機構采用了8分度凸輪分割器,同時對各個工位進行操作,保證了設備的效率;
(3)利用反射光纖檢測鎖夾合裝狀態,簡單易用;
(4)壓緊機構可以把鎖片合裝牢固,不易漏出。
5 輥道
(1)動力輥道:動力輥道為傘齒輪形式,一組傘齒輪的材質分別為金屬和非金屬,能承受長時間的摩擦,能承受500 kg/m的重量。
(2)NG無動力輥道:無動力輥道由人工進行拉出與推進。
6 結語
此氣門鎖片壓裝機為全自動上料及壓裝設備,其最大的特點是能在滿足生產線高節拍需求的同時,適應多機種缸蓋鎖夾及鎖夾座的壓裝工況。
[1]胡宗武,徐履冰,石來德.非標準機械設備設計手冊[M].北京:機械工業出版社,2002.
[2]機械設計手冊編委會.機械設計手冊(1~5卷)[M].北京:機械工業出版社,2004.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
