消失模鑄造模樣材料結構及其燃燒性能研究
2018-03-30 08:10:32,*,,,,
安徽工程大學學報 2018年1期
關鍵詞:研究
,*, ,,,
(1.安徽工程大學 機械與汽車工程學院,安徽 蕪湖 241000;2.蕪湖泓鵠材料技術有限公司,安徽 蕪湖 241009;3.蕪湖冠鋒模具塑料有限公司,安徽 蕪湖 241100)
消失模鑄造是一種近無余量、環保綠色、表面光潔度高和設計自由度高的液態金屬精確成型技術,被譽為“21世紀的新型鑄造技術”“鑄造中的綠色工程”[1-2].而在消失模鑄造過程中,要想獲得尺寸精度高、表面光潔度高的鑄件,模樣材料和高質量的模樣至關重要.不能生產高質量的模樣,就無法保證得到高質量的消失模鑄件[3-4].因此,需要對消失模模樣原材料結構、性能等方面進行分析.
目前,國內外學者圍繞消失模模樣原材料的制備、結構、性能等方面進行了大量的研究工作.Xu Q[5-6]等研究了EPS的熱性能和可燃性,發現微型燃燒量熱法與熱分析之間的關系.胡仙林[7]研究了STMMA的可燃性,發現STMMA珠粒灼燒殘余率小于0.7%.HR Azimi[8]等研究了STMMA共聚物和EPS材料的熱解行為,與EPS相比,在同一升溫速率下STMMA在較低溫度下開始分解.周曉光[9]研究了EPS和STMMA的燃燒性能,發現STMMA比EPS燃燒更完全.HUANG Gang[10]等進行了STMMA白模的熱重分析和FTIR分析,為減少碳缺陷提供了依據.由于目前對EPS和STMMA的燃燒溫度、燃燒時間以及比表面積和表面結構對其燃燒性能的影響等方面的研究尚不完善,因此研究擬對EPS和STMMA兩種材料的比表面積、熱解性能和燃燒性能進行研究,找到在同樣條件(溫度和時間)下燃燒殘余率較小的消失模原材料,為消失模模樣材料的選擇提供依據.
1 試驗
1.1 試驗材料
EPS顆粒(廠家為江蘇嘉盛新材料有限公司),尺寸為0.8mm;STMMA顆粒(廠家為杭州凱斯特化工有限公司),尺寸為0.8mm.
1.2 試驗設備
NOVA 2000e型美國康塔NOVA 2000e比表面積及孔徑分析儀(美國康塔儀器公司);DSC-60A自動差熱熱重同時測定裝置、DTG-60H微機差熱天平(日本島津公司);日本日立S-4800掃描電子顯微鏡(SEM)(日本日立公司);BSA124S電子天平(賽多利斯科學儀器(北京)有限公司);KSL-1200X箱式高溫燒結爐(合肥科晶材料技術有限公司).
1.3 試驗測試方法及過程
(1)殘余率與溫度關系測試方法.稱量1 g的EPS顆粒放入到3個坩堝中,然后放入到600 ℃的箱式爐中,保溫1 min后取出空冷,稱量其質量W2,坩堝的質量W1,從而得出殘留物的質量W=W2-W1,依此計算出3個坩堝中殘留物所占比例,最后取平均值得出在600 ℃時的殘余率.同理,改變箱式爐的溫度即可測定EPS和STMMA在不同溫度時的殘余率.
(2)殘余率與時間關系測試方法.按照殘余率與溫度關系的測試方法,改變EPS和STMMA在箱式爐中的保溫時間即可測定其在不同燃燒時間的殘余率.
1.4 表征方法
采用美國康塔NOVA 2000e比表面積及孔徑分析儀測試樣品的比表面積及孔徑;采用日本日立S-4800掃描電子顯微鏡(SEM)觀察樣品珠粒的微觀結構;利用DSC-60A自動差熱熱重同時測定裝置在保護氣氛和吹掃氣為氮氣,測試時升溫速率都為30 ℃/min,溫度從室溫升到600 ℃的條件下測試樣品的TG-DTA曲線;通過日本島津DTG-60H微機差熱天平在保護氣氛和吹掃氣為氬氣,測試時以20 ℃/min速率升溫,在室溫升到500 ℃的條件下測試樣品的DSC曲線.
2 結果與討論
2.1 比表面積及粒徑分析
因為材料的比表面積及粒徑與其燃燒性能有關,故為了測試兩種材料的比表面積及粒徑,對兩種材料進行比表面積及粒徑分析,EPS和STMMA的比表面積及粒徑對比如圖1所示.從圖1可以看出,與EPS相比,STMMA珠粒的比表面積更大,且STMMA的表面積平均粒徑和體積平均粒徑都較小.一般來說,珠粒的粒徑越小,比表面積越大,反應所需要的活化能越小,而且珠粒與空氣中的氧氣能夠充分接觸,而使珠粒能夠充分燃燒.因此,STMMA的燃燒性能比EPS要好.
2.2 預發泡前后珠粒的結構分析
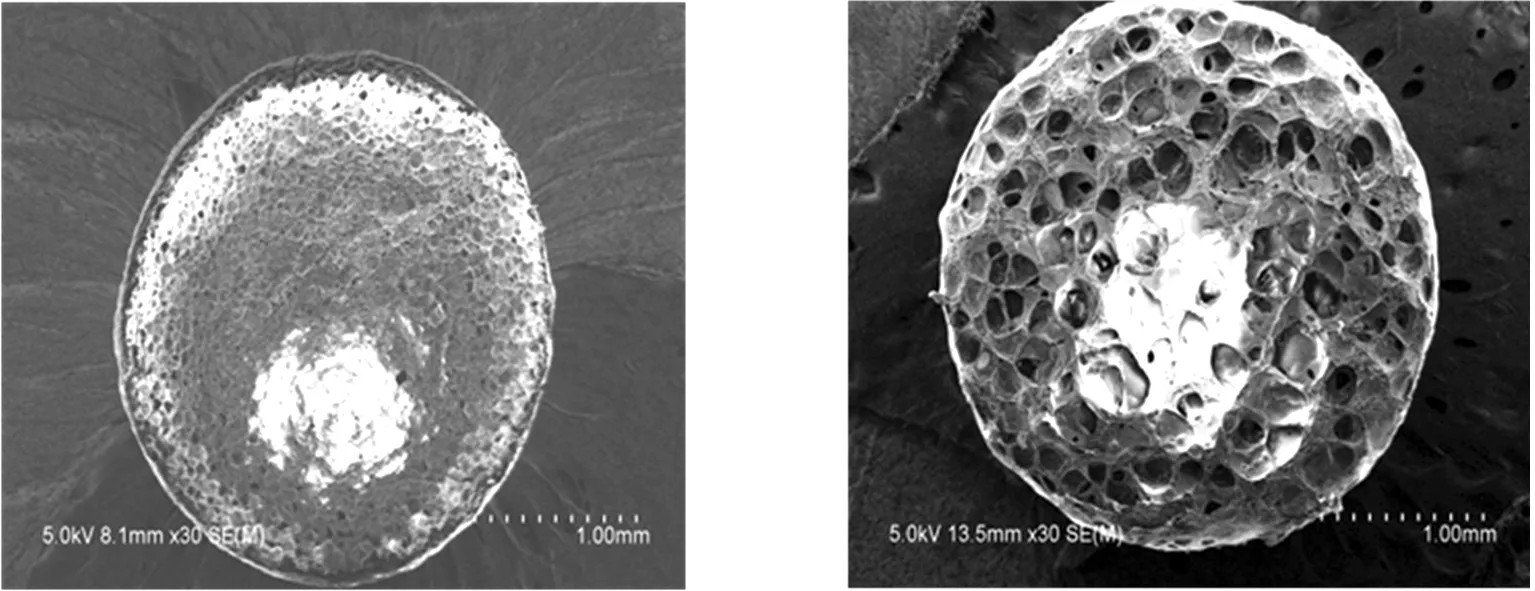
圖4 EPS發泡后剖面圖圖5 STMMA發泡后剖面圖
為了研究EPS和STMMA兩種顆粒的內部結構,對兩種珠粒預發泡前后的剖面利用SEM進行觀察,如圖2~圖5所示. 從圖2和圖3對比可以看出,EPS顆粒剖面比較光滑,而STMMA顆粒的剖面具有較多的細小微孔.從圖4和圖5對比可以看出,預發泡后的EPS的剖面分布著細小的孔狀結構,而預發泡后的STMMA的剖面具有較多的蜂窩狀結構.這主要是由于STMMA珠粒進行預發泡需要較大的壓力(0.035~0.04 MPa),使蒸汽能夠進入到珠粒中,從而形成很多較大的蜂窩狀結構,而EPS采用的是常壓,使蒸汽進入到珠粒中形成大量細小的微孔.
2.3 燃燒性能分析
(1)差熱分析.為了研究EPS和STMMA的熱分解性能,如玻璃化轉變溫度,需要對兩種材料進行差熱分析,得到的差熱曲線如圖6所示.從圖6中可以看出,EPS的熱分解溫度Td1=450.93 ℃,STMMA的熱分解溫度Td2=430.08 ℃,STMMA的熱分解溫度比EPS低20.85 ℃,因此STMMA在高溫下更容易熱分解放出熱量.在整個加熱分解區間,STMMA的吸熱量比EPS要小,因此STMMA在氣化和分解過程中吸收的熱量比EPS要少.
(2)熱失重分析.通過DSC-60A自動差熱熱重儀器對EPS和STMMA顆粒進行熱失重分析,分別在氮氣氣氛下進行實驗,測試時兩種材料的升溫速率都為30 ℃/min,溫度從室溫升到600 ℃,熱失重曲線如圖7所示.從圖7可以看出,EPS在120 ℃左右開始分解,在450 ℃左右完全分解,在300 ℃~450 ℃大量分解,跨度為150 ℃;STMMA在105 ℃左右開始分解,在330 ℃~450 ℃溫度區間大量分解,跨度為120 ℃.在330 ℃~450 ℃的高速分解區間,相同溫度下,STMMA比EPS多分解14%左右.
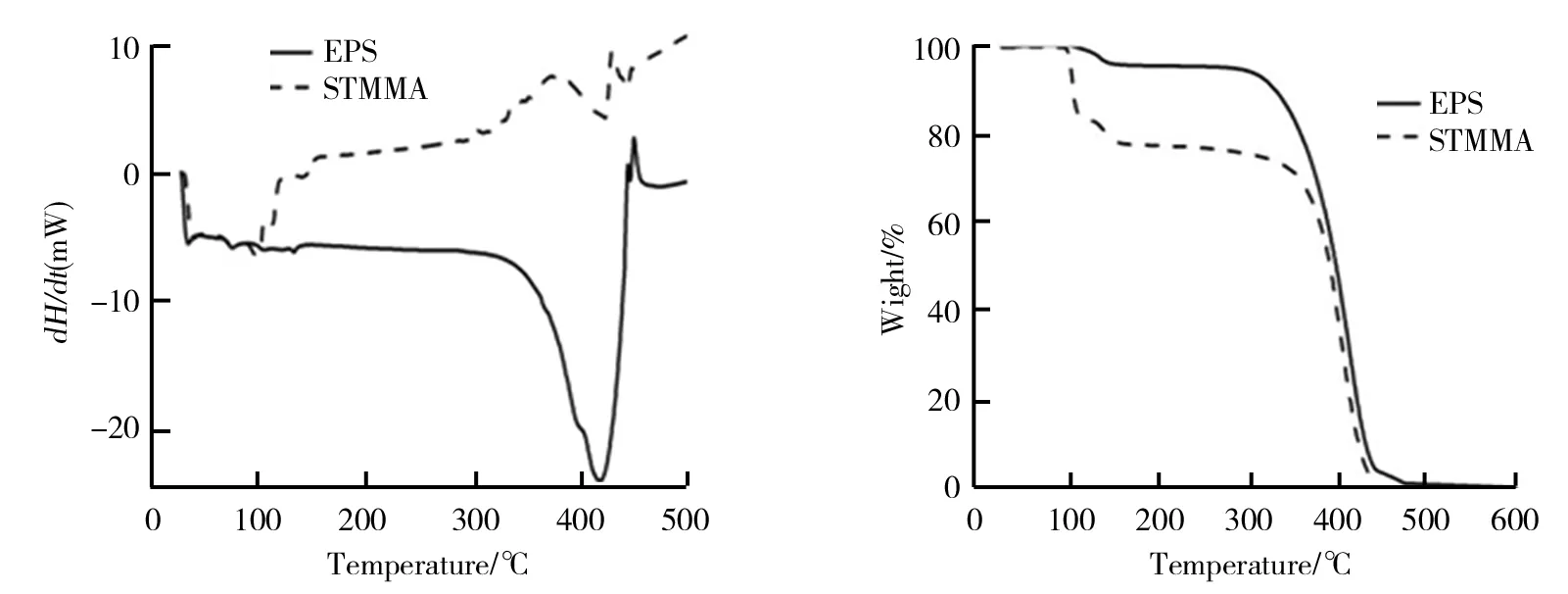
圖6 EPS和STMMA的DSC曲線圖7 EPS和STMMA的熱失重分析曲線
(3)燃燒性能分析.
①殘余率與溫度的關系.在進行消失模鑄造時,所采用的模樣(EPS或STMMA等)在高溫下燃燒分解,溫度一般在1 000 ℃以上,為了得到在同樣溫度下燃燒較快的材料,對EPS和STMMA兩種材料在600 ℃~1 000 ℃進行燃燒實驗,從而得出兩種材料的燃燒規律.
為了研究EPS和STMMA兩種材料的燃燒性能,分別對兩種材料采用不同的溫度進行燃燒,得出了兩種材料燃燒后不同溫度與殘余率的關系,如圖8所示.從圖8中可以看出,在600 ℃~900 ℃的溫度范圍之間,EPS和STMMA兩種材料的殘余率隨著溫度的增加而減少.在600 ℃~700 ℃之間,STMMA的殘余率減小最快.在700 ℃~800 ℃之間,EPS和STMMA的殘余率減小速率一樣.在800 ℃~900 ℃之間,EPS的分解速率較快,但在同一溫度下,STMMA比EPS的殘余率小.這主要是由于EPS含碳量比較高(高達92%),而且分子結構中含有比較穩定的苯環結構(見圖9),受熱不易分解,在加熱燃燒過程中易于散亂分解,不易瞬間全部氣化,有一部分可能變成不易分解的碳質殘余物.EPS在高溫條件下的熱解反應[11]為:
C8H8(s)→8C(s)+4H2(g)
而STMMA分子結構中C/H較小(見圖10),含碳量較低(為69.6%),以拉鏈式斷裂的方式進行分解,內部具有較多的蜂窩狀結構,增大了材料與空氣的接觸面積,加快了材料的燃燒,且分子結構中含有氧原子,在加熱燃燒過程中,氧原子與碳發生反應生成氣體,因此殘余物較少.
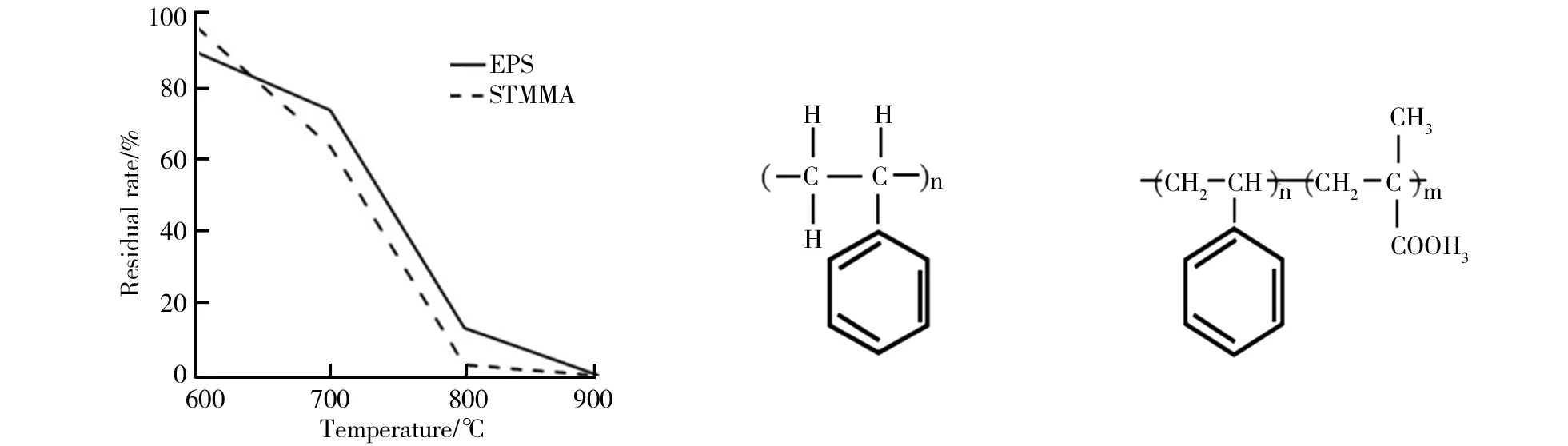
圖8 EPS和STMMA顆粒在不同溫度下的殘余率圖9 EPS分子結構圖10 STMMA分子結構
②殘余率與燃燒時間的關系.為了研究EPS和STMMA兩種材料燃燒后的殘余率與燃燒時間的關系,分別對兩種材料采用同一溫度、同一燃燒時間進行燃燒,得出了兩種材料燃燒后不同燃燒時間與殘余率的關系如圖11所示.從圖11中可以看出,溫度為600 ℃時,隨著燃燒時間的增加,兩種顆粒的殘余率總體上逐漸減少,但STMMA的殘余率減少更快.溫度為800 ℃時,STMMA比EPS殘余率低;在1~2 min內,EPS的殘余率減小的速率較快;在2~3 min之間,EPS繼續逐漸減少,而STMMA殘余率沒有變化,還是1%;在3~4 min之間,STMMA已經燃燒完了,而EPS還有殘余物.溫度為1 000 ℃時,STMMA的殘余率總是比EPS小,且完成燃燒所需時間比EPS短得多.這主要是由于預發泡前后STMMA的表面具有較多的蜂窩狀結構,含碳量較低,且其分子結構中含有氧原子,分解時吸收熱量較小.因此,在同一溫度下,STMMA比EPS分解得多,殘余物較少.
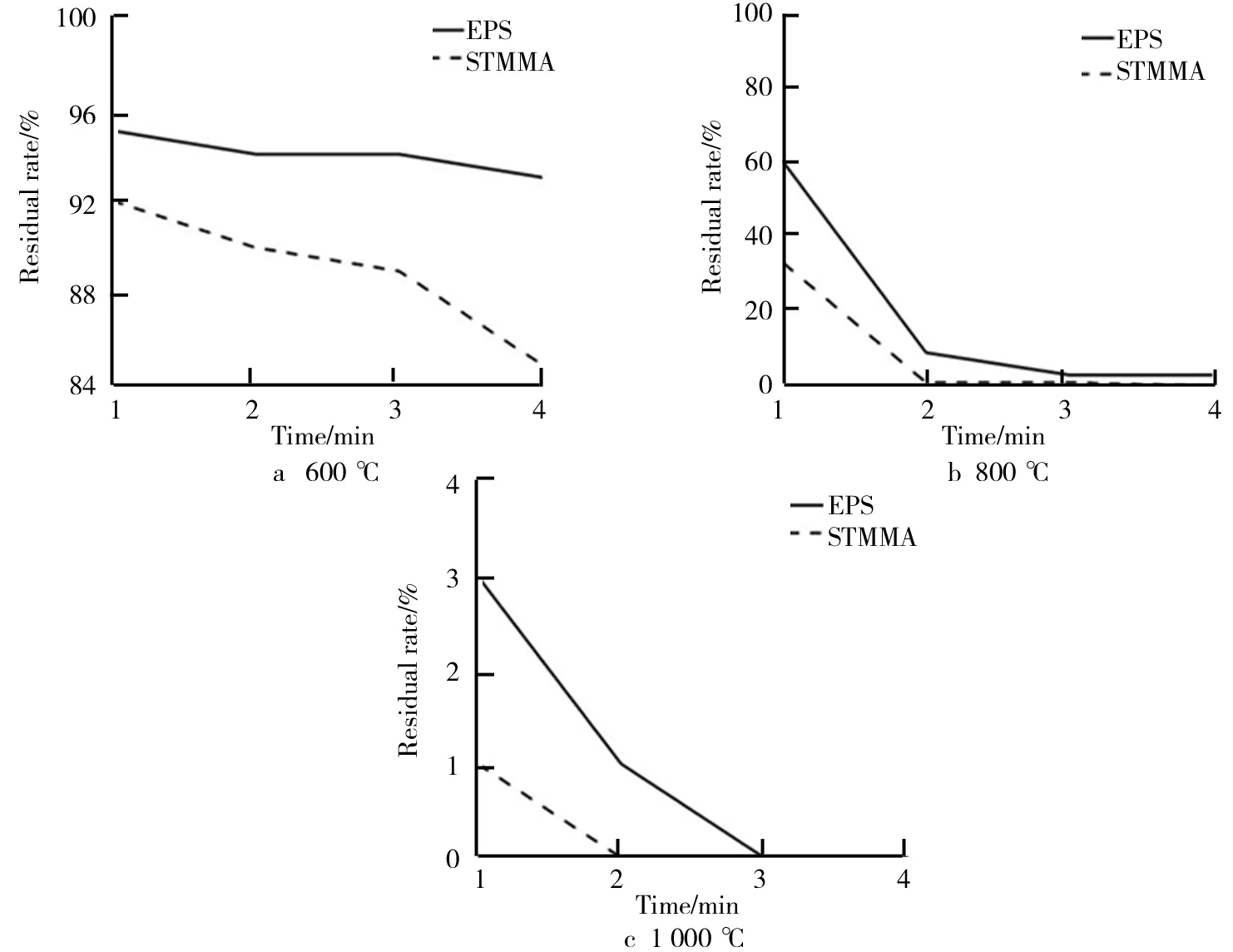
圖11 EPS和STMMA顆粒的殘余率與燃燒時間的關系
3 鑄造應用
為了驗證兩種消失模模樣材料對球墨鑄鐵件缺陷的影響,對材質為ENJS2070的球墨鑄鐵進行澆注,澆注溫度為1 380 ℃~1 420 ℃,負壓為-0.02 MPa,經過解箱→粗修→精修→退火工序,最后對鑄件進行機加工,底面加工情況如表1所示.從表1中可以看出,用EPS模樣生產的球墨鑄鐵件底面機加工16~17 mm時仍有黑渣,且分布較廣,而采用STMMA模樣的鑄件較EPS件有較大的變化,機加工5 mm左右就無黑渣,底面的殘渣缺陷在分布區域和嚴重程度上大幅度減少,鑄件的外觀質量得到整體提高.

表1 機加工內部黑渣分布
4 結論
與EPS相比,STMMA的比表面積較大、粒徑較小,有較多的蜂窩狀微孔,在高溫下燃燒得更充分,殘余物較少;STMMA的熱裂解溫度和吸收熱量較EPS低,且在同一燃燒時間或同一溫度下,STMMA比EPS燃燒得快;采用STMMA模樣生產的鑄件經機加工后,底面的黑渣缺陷較EPS在分布區域和嚴重程度上大幅度減少.
[1] 樊自田,蔣文明.消失模鑄造技術現狀及發展趨勢[J].鑄造,2012,61(6):583-591.
[2] 劉雪萍,譚建波.鋁合金消失模鑄造技術的研究現狀[J].鑄造設備與工藝,2016(6):57-62.
[3] 賴春明,譚海林,張麥秋.消失模-殼型復合鑄造EPS泡沫模樣表面的光整工藝研究[J].金屬加工:熱加工,2016(17):72-74.
[4] 朱文文,楊爭光,原曉雷.消失模模樣板材生產工藝研究[J].中國鑄造裝備與技術,2015(2):72-75.
[5] Q XU,C JIN,Y JIANG.Analysis of the relationship between MCC and thermal analysis results in evaluating flammability of EPS foam[J].Journal of Thermal Analysis and Calorimetry,2014,118(2):687-693.
[6] Q XU,C JIN,G GRIFFIN,et al.Fire safety evaluation of expanded polystyrene foam by multi-scale methods[J].Journal of Thermal Analysis and Calorimetry,2014,115(2):1 651-1 660.
[7] 胡仙林.苯乙烯與甲基丙烯酸甲酯共聚制備氣化模材料研究[D].武漢:武漢工程大學,2015.
[8] H R AZIMI,M REZAEI,F ABBASI,et al.Non-isothermal degradation kinetics of MMA-St Copolymer and EPS lost foams[J].Thermochimica Acta,2008,474(1):72-77.
[9] 周曉光.低碳合金鋼斗齒鑄造新工藝的研究[D].武漢:華中科技大學,2012.
[10] 黃剛,葉升平,于惠明,等.基于制動鉗的無薄膜消失模工藝[J].鑄造,2013,62(1):51-54.
[11] 趙杰.不同密度及放置角度下EPS保溫材料著火及火蔓延特性研究[D].馬鞍山:安徽工業大學,2016.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19