軸的外溝槽加工案例研究
2018-03-30 02:52:36蔣修定
現代制造技術與裝備 2018年4期
丁 翚 蔣修定
(鎮江高等職業技術學校,鎮江 212016)
1 溝槽加工的基本知識
1.1 溝槽種類和作用
溝槽的形狀和種類較多,常用的外溝槽有矩形溝槽、圓弧形溝槽、梯形溝槽等。矩形溝槽的作用通常是使所裝配的零件有正確的軸向位置,在磨削、車螺紋、插齒等加工過程中便于退刀;V形槽是安裝V帶的溝槽;圓弧槽一般用于滑輪和圓形帶傳動,如圖1所示。

圖1 常見溝槽
1.2 溝槽刀刀頭長度的確定
切槽刀刀頭長度為:L=槽深+(2~3)mm。
切斷刀刀頭長度為:
切斷實心材料:L=D/2+(2~3)mm;切斷空心材料:L=h+(2 ~ 3)mm。
其中,L為切槽刀刀頭長度;D為被切斷工件直徑;h為被切斷的工件壁厚。
1.3 外溝槽的車削方法
車削精度不高和寬度較窄的矩形溝槽時,可以用刀寬等于槽寬的車槽刀,采用直進法(G01)一次進給至槽底后,用G04暫停進給進行修光,然后再用G01退回至加工起點,如圖2所示。
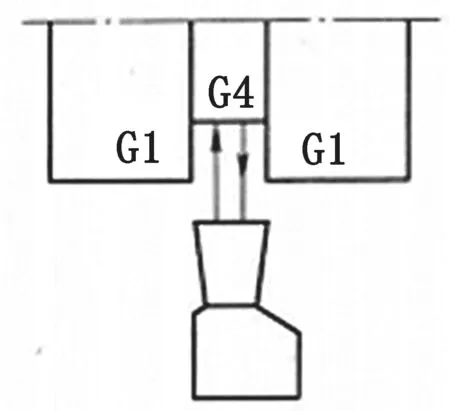
圖2 窄槽加工
車削較寬的溝槽時,可以采用多次直進法切割,如圖3(a)所示,并在溝槽壁兩側留一定的精車余量,然后根據槽深、槽寬進行精車,如圖3(b)所示。
車削較小的圓弧形槽,一般用圓弧成形刀車削。較大的圓弧形槽,一般用圓弧成形刀配合G02或G03車削。
車削較小的梯形槽,一般以成形刀車削完成。車削較大的梯形槽,用梯形刀直進法(G01及G04)或采用多次直進法切割完成。

圖3 寬槽加工
2 外溝槽軸的工藝分析及加工工藝方案的制定
2.1 工藝分析
根據零件圖樣分析,如圖4所示,零件特征主要為外圓、槽面、端面,重點在溝槽。加工過程中要保證Φ36h9、Φ38h9尺寸精度及表面粗糙度。

圖4 外溝槽軸的零件圖及三維圖
2.2 加工工藝路線
外溝槽軸加工工藝路線如表1所示。

表1 外溝槽軸加工工藝路線
2.3 確定切削刀具
T1:90°偏刀;T2:切槽刀,刀頭寬度4mm。
2.4 確定切削用量
根據零件被加工表面的質量要求、刀具材料和工件材料,參考相關資料選取切削速度和進給量。數控加工工藝卡如表2所示。
3 編制數控加工參考程序
FANUC 0i系統外溝槽軸加工參考程序如表3和表4所示。

表2 數控加工工藝卡

表3 ANUC 0i系統外溝槽軸加工參考程序O0003(程序名)

N350 X80 Z100 車刀回到換刀點N360 M05 主軸停止N370 M00 暫停,檢查工件,調整磨耗參數N380 M03 S700 主軸正轉,轉速為700r/min,車4mm×2mm槽N390 T0202 換2號刀,切槽刀N400 G00 X52 Z2 車刀定位至起刀點N410 G00 Z-20 車刀進給至切槽起點,刀頭寬度4mm,左側面對刀N420 G01 X32.5 F0.07 切槽至槽底,留余量N430 X40 退至倒角起點N440 Z-16 --N450 X32 Z-20 倒角C2 N460 G04 X1.5 槽底暫停1.5s,精車槽底N470 G01 X52 車端面N480 G00 Z-34 定位至第一個10mm槽處,注意刀頭寬度和槽寬N490 M98 P31000 調用子程序O1000,調用3次N500 G00 Z-54 定位至第二個槽處,注意刀頭寬度和槽寬N510 M98 P31000 調用子程序O1000,調用3次N520 G00 X52 退刀N530 Z2 車刀退回起刀點N540 X80 M09 切削液關N550 Z100 車刀退回換刀點N560 M05 主軸停止N570 M30 程序結束并返回程序開始

表4 ANUC 0i系統外溝槽軸加工參考程序O1000(10mm槽子程序)
猜你喜歡
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
江西理工大學學報(2015年3期)2015-12-22 05:26:21
中國衛生(2015年3期)2015-11-19 02:53:32
