子程序在數控車削中的應用
2018-03-30 02:52:58陽濤
現代制造技術與裝備 2018年4期
關鍵詞:指令
陽 濤
(達州職業技術學院 機電工程系,達州 635001)
在零件的數控加工過程中,常常會出現一些幾何形狀完全相同的加工軌跡,在編制的程序中,也出現固定順序和重復模式的程序段。為了簡化程序,常把這些在程序執行時重復使用的程序段寫成獨立程序,在適當的時候利用指令直接調用,這樣的程序就是子程序。子程序編程是計算機程序設計的基本功能,現代CNC系統一般都提供調用子程序功能,這一功能為用戶編制相似或相近加工工藝帶來了極大的方便。下面以華中數控系統為例,說明子程序在數控車削中的應用。
1 子程序的編程格式和調用格式
1.1 子程序的編程格式
子程序的格式與主程序相似。子程序的開始是O地址指定的子程序號,子程序的結尾用M99指令結束子程序的調用,返回主程序。具體指令如下:
O××××(子程序號)
┇
┇
M99 (子程序結束)
1.2 子程序的調用格式
子程序是由主程序或上層子程序調用并執行的,調用子程序的指令為一程序段,華中數控系統調用子程序指令如下:
M98 P×××× L××××
其中,M98為調用子程序指令字;P后接的4位數字表示調用的子程序號;L后接的4位數字表示調用次數,省略時為調用一次,不足4位時其他位用零代替或不寫。
2 子程序編程實例
2.1 切斷編程實例
某零件的外形尺寸如圖1所示,對其進行切斷編程,切斷刀寬度4mm。每個零件車削完成后,一般都要求切斷,如果用切斷刀直接切到工件的中心,則很容易將刀具夾斷,因此一般情況下采用多次往復切深的方式切斷。可以采用每次切深3mm(半徑值)之后退刀回原位,然后-Z方向進給3mm(進給量小于刀具寬度),再切深3mm之后退刀,最后+Z方向進給3mm,退回到原位,以此類推,經過多次循環切削,將工件切斷。
如果采用常規方式編程,則編程量太大,故采用子程序編程。而采用絕對坐標編程,則不管調用多少次子程序都只能切深3mm,不可能切斷工件,所以采用增量坐標編程。為了使每次切深相同,可以選擇切斷起始位置的X坐標比工件的直徑大2mm,則第一次切深及退刀的增量坐標(直徑值)為3×2+2=8,第二次切深后的退刀量為2mm(保證刀具的刀位點比剛切的工件直徑大2mm)。由于總共切深是30mm(半徑值),每次切深3mm,則子程序調用次數為30÷3=10次。子程序切削示意圖如圖2所示。

圖1 待切斷的零件
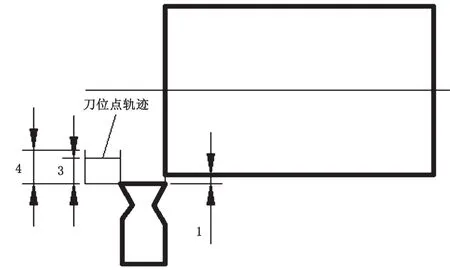
圖2 子程序切削示意圖
子程序切削的編程如下(省略外圓車削程序段):
O1111
┇
┇
T0202
M03S250
G00X62Z-89M08
M98P0002L10
G00X100M09
Z100
M05
M30
O0002
G01U-8F30
U8
W-3
U-8
U2
W3
M99
2.2 切槽編程實例
某零件總共有6個槽,如圖3所示,對其進行加工,切斷刀寬度4mm。如果按照常規方法編程,工作量太大。考慮到相鄰兩槽之間的間隔都為14mm,只需要編制切第一個槽的子程序,注意子程序要用增量坐標編程,調用6次就可以完成切槽加工。
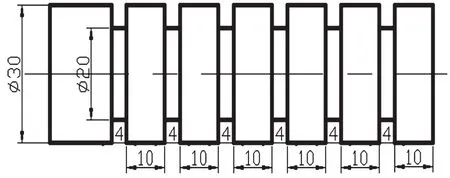
圖3 切槽加工
編程如下:
O0001
T0202
M03S200
G00X32Z0M08
M98P0002L6
G00X100Z100M09
M05
M30
O0002
G01W-14F100
U-12F30
G04P2
G00U12
M99
2.3 粗精加工實例
某手柄零件的外形尺寸如圖4所示,對其進行粗精加工,毛坯為直徑55mm的圓鋼棒料,切點坐標分別為 A(17.143,-4.849)、B(25.163,-79.699)、C(23.111,-128.779)。
這個零件可以采用內外徑粗車復合循環指令G71和精車循環指令加工,但換一種思路,用子程序的方法也可以加工,只是每次走刀路線都是與精加工輪廓相似的軌跡,空行程較多。從棒料加工成手柄需要多次切削,為了保證每一次切深都切到工件并用到同一個子程序,X方向必須采用增量坐標U,Z方向仍然采用絕對坐標Z。為了保證加工精度,粗車和精車采用不同的子程序,粗車車刀采用T0101,精車車刀采用T0202。循環起點為P(55,5),粗車時主軸轉速600r/min,進給速度150mm/min,背吃刀量3mm(直徑值),精車時主軸轉速1000r/min,進給速度80mm/min,背吃刀量1mm(直徑值)。因此,粗車子程序調用次數為棒料直徑減去精車余量之差再除以粗車的背吃刀量,即(55-1)÷3=18次。
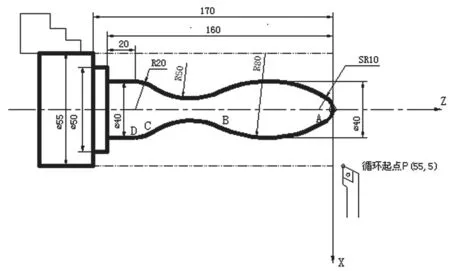
圖4 手柄零件粗精加工
編程如下:
O1111(主程序)
T0101
M03 S600
G00 X55 Z5 M08
M98 P2222 L18
G00 X100 Z100
T0202S1000
G00X1Z5
Z0F100
M98P3333
G00X100Z100M09
M05
M30
O2222(粗車子程序)
G01 U-3 F150
Z0
G03 U17.143 Z-4.849 R20
G03 U8.020 Z-79.699 R80
G02 U-2.052 Z-128.779 R50
G03 U16.889 Z-140
G01 Z-160.0;
U10
Z-170
U5
G00 Z5
U-55
M99
O3333(精車子程序)
G01 U-1 F80
Z0
G03 U17.143 Z-4.849 R20
G03 U8.020 Z-79.699 R80
G02 U-2.052 Z-128.779 R50
G03 U16.889 Z-140
G01 Z-160.0;
U10
Z-170
U5
G00 Z5
U-55
M99
3 結語
以上數控車削中子程序的應用,使編程人員的勞動強度大大降低,因此數控車削加工時,人們應盡量采用子程序編程。值得注意的是,為了能夠在子程序循環中不斷地吃刀,子程序一定要采用增量坐標編程,否則就會出錯。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
