基于PLC的自動化磨料射流實驗系統設計
2018-03-30 02:38:44龍海洋湯積仁夏彬偉葛兆龍
實驗技術與管理 2018年3期
龍海洋, 湯積仁, 夏彬偉, 葛兆龍
(1. 重慶大學 煤礦災害動力學與控制國家重點實驗室, 重慶 400030; 2. 重慶大學 復雜煤氣層瓦斯抽采國家地方聯合工程實驗室, 重慶 400030)
磨料射流[1]實驗系統主要用于開展射流造縫、切割、破巖等應用研究[2]。射流技術與射流壓力、磨料特性、噴嘴直徑等眾多因素相關[3-4],為逐步探究各因素作用機理及影響特性,需按功能定制實驗設備。然而受實驗條件限制和研究重點變化的影響,以及現有實驗裝置按需分批購置,時間跨度大,存在以下不足:(1)實驗時需多人配合,手動依次完成壓力調節等操作,自動化程度低、操作復雜,增加了安全隱患;(2)依靠旋鈕手動實現工作壓力的調節與切換,效率低、穩定性差;(3)實驗廢水未循環利用,水資源消耗大、利用率低。
為此,在現有設備基礎上,開發了一套自動化程度高、調壓精度高、磨料濃度可調、水源可循環利用的磨料射流實驗系統。該系統以三菱PLC FX3U為核心控制器,將調壓系統與磨料輸送系統集成為一體,工作模式切換簡單可靠,降低了操作的復雜程度,提高了實驗的安全性;配備人機交互系統實現壓力設置與狀態監控等功能,實現了實驗系統的全自動、可視化控制;采用PID閉環控制策略[5],實現了高效、高精度的無級調壓;同時設計了循環水控制系統,起到了節能減排的效果。
1 總體控制方案
前混式磨料射流[6]實驗平臺由循環水系統、調壓系統、磨料輸送系統和實驗臺等組成,如圖1所示。調壓系統為射流實驗提供穩定可調的壓力源。磨料輸送系統由磨料罐、控制閥等組成,通過改變閥組的狀態實現不同工作模式的切換與控制。實驗臺用于放置實驗試件和固定射流噴嘴,為獨立控制系統,噴嘴可隨實驗臺實現X/Y/Z三軸運動,可開展射流切割、造縫、壓裂等實驗研究。實驗廢水通過排水管道進入蓄水池處理后,經循環水泵輸送至屋頂水箱儲存使用,根據需要,手動選擇水源。
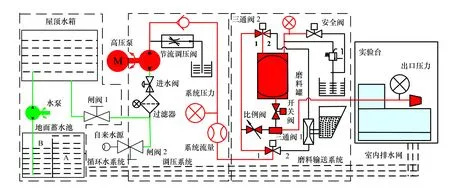
圖1 磨料射流實驗系統
選用三菱FX3U PLC為總控制器,將調壓系統、磨料輸送系統、空壓機系統和循環水系統集成一體,實現泵站啟停、壓力調節、射流模式切換等功能的集中自動控制。遠程控制模式下,空壓機和循環水系統接收到啟動信號后,進入自動獨立運行模式,配備人機交互界面,方便操作與監控,系統控制總體框架見圖2。
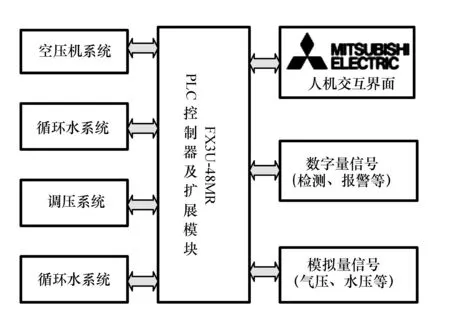
圖2 系統總體設計框架
2 系統硬件設計
上位機選用三菱GS2110-WTBD觸摸屏,主要實現運行控制、狀態監控等功能。下位機選用三菱FX3U 系列PLC[7],內置24點輸入/輸出,可滿足系統數字信號輸入輸出控制,配置光電傳感器檢測各閥狀態。選用FX2N-4AD 4路模擬量輸入模塊和FX2N-2DA 2路模擬量輸出模塊,可滿足氣壓、水壓、磨料罐壓力和電機頻率的監測,以及磨料濃度和水壓的調節控制。
2.1 調壓系統
調壓系統是磨料射流的動力源,要求其能提供連續、穩定可調的壓力,壓力輸出的穩定性和可調性是關鍵[8]。采用高壓柱塞泵增壓,最高工作壓力56 MPa,公稱流量200 L/min,250 kW三相異步電機采用變頻器降壓啟動。
選用SIEMENS SITRANS P系列壓力傳感器,輸出信號4~20 mA。氣壓調節閥選用COSYS P系列比例閥,控制信號4~20 mA。泵站啟動后,總控PLC對設定壓力值與反饋壓力值的差值進行PID運算后輸出至氣壓調節比例閥[9],比例閥控制氣動節流閥輸入端壓力,氣動節流閥通過旁路泄壓實現系統壓力精確、穩定、快速調節。壓力控制原理框圖見圖3。
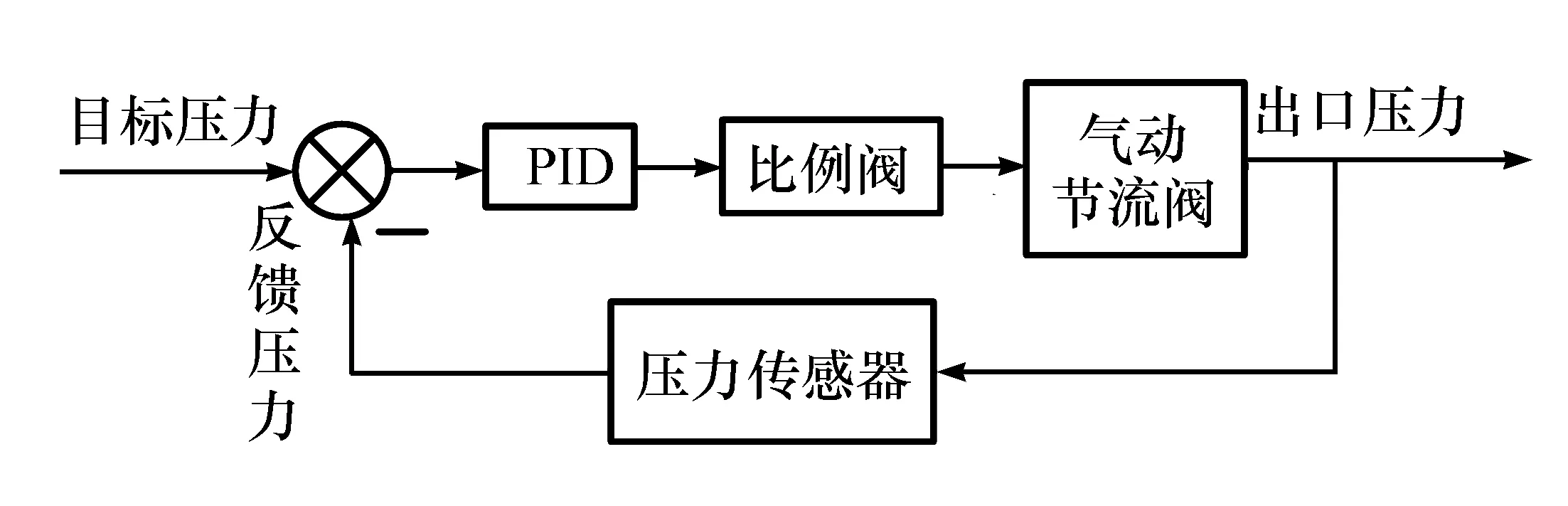
圖3 壓力控制原理框圖
2.2 空壓機系統
小型活塞壓縮機為系統提供穩定的控制氣源,功率7.5 kW,排氣量0.9 m3/min,排氣壓力1.0 MPa。傳統空壓機控制回路為2相380 V供電,其中一相火線經由啟動開關、壓力開關、熱繼電器觸點、接觸器線圈接到另一相火線[10]。啟動開關閉合后,由壓力開關自動控制交流接觸器線圈通斷電,從而控制空壓機的啟動和停止。此方案無法實現自動化遠程集中控制。為此將空壓機控制回路中的啟動按鈕,改造設計為中間繼電器常開觸點控制。設計遠程和本地兩種方式實現對中間繼電器線圈通電/斷電的控制,從而在保留空壓機本地控制的基礎上實現了遠程自動化集中控制。
2.3 磨料輸送系統
磨料輸送系統提供連續、均勻的磨料供給[11],有純水射流、磨料射流及自動加沙3種模式。純水射流,高壓水不進入磨料罐,直接從噴嘴噴射。磨料射流,通過比例閥控制進入磨料罐的水流量實現磨料濃度的控制。自動加沙,通過高壓水經過料斗形成的負壓將磨料送入磨料罐中。通過總控PLC控制閥組狀態實現3種工作模式控制與切換。圖1中磨料輸送系統閥組動作見表1(表中空白表示不動作)。

表1 磨料輸送系統閥組動作
2.4 循環水系統
水射流技術以水為主要工作介質,實驗過程中需使用大量水源,水資源的循環利用尤為重要。設計了本地手動和遠程自動兩種控制模式[12]。自動模式下,當總控系統上電啟動后,循環水系統進入自動運行狀態。地面蓄水池(下)與屋頂水箱(上)均安裝液位開關,可實現高、低液位檢測,通過中間繼電器進行邏輯轉換,從而實現循環泵的自動啟停與系統報警控制,三色燈顯示液位狀態和系統報警,循環水自動控制邏輯見表2(表中▲表示有信號,空白表示無信號)。
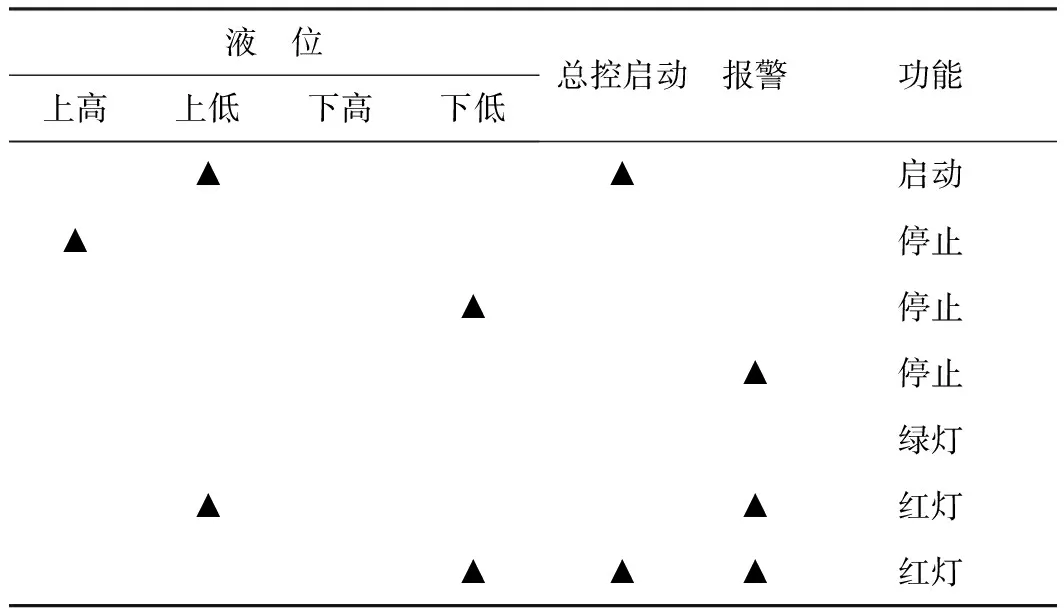
表2 循環水自動控制邏輯表
3 系統軟件設計
3.1 PLC程序設計
根據磨料輸送系統工作模式,設計了3種相互獨立的自動控制程序,主要包含系統啟動自檢、模擬量采集轉換處理、電機啟停、壓力閉環調節、磨料罐控制切換以及報警處理與顯示等主要功能塊。主程序流程如圖4所示。
3.2 人機交互界面設計
采用三菱GT Designer3軟件進行人機交互界面開發,并與PLC采用GOT直連通信[13-14],磨料射流控制界面如圖5所示。設計如下功能:
(1) 運行控制。通過上位機界面可實現實驗過程的一鍵啟停控制。進入控制界面,按壓啟動按鈕持續0.5 s,系統按照設定流程依次自動啟動。實驗結束后,按下停止按鈕,系統依次有序停止。
(2) 參數設置。通過上位機界面設置水壓等報警值,保障實驗安全進行。實驗過程中,通過壓力設置窗口設置工作壓力,實現快速、穩定的壓力切換控制。
(3) 狀態監控與報警。界面動態顯示系統當前各類參數信息,如壓力、閥組狀態等,便于實時監控。系統出現異常,自動報警停機并顯示故障信息。
4 壓力控制性能測試
采用CY300智能數字壓力傳感器,配套Smart Sensor壓力測試軟件,測量噴嘴直徑為1.0、2.0、3.0 mm(見圖6)時,不同目標壓力的控制效果(見圖7)。采樣間隔100 ms,取壓力穩定后50組數據的平均值作為測試結果,結果見表3。
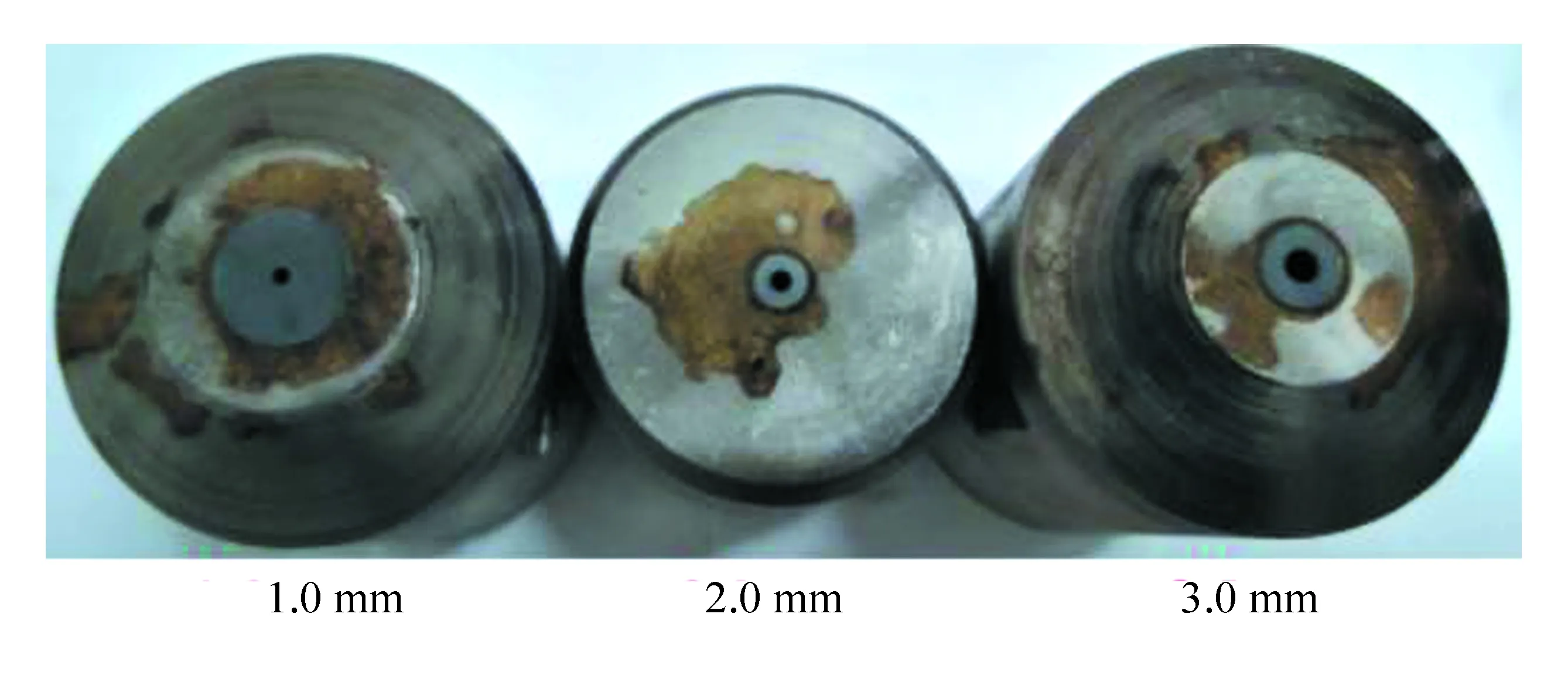
圖6 實驗測試噴嘴
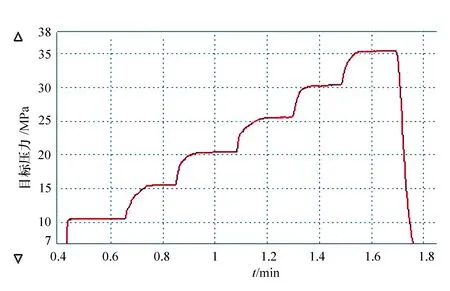
圖7 噴嘴直徑3.0mm加壓測試曲線
表3不同噴嘴直徑下目標壓力調節測試結果

MPa
測試數據表明,系統壓力調節穩定、超調量小,能滿足持續穩定、快速可調的壓力輸出要求。
5 結語
水射流具有高效、無塵、低能耗等特性,被廣泛應用于物料清洗、切割與破巖等工程領域[15]。本文以射流實驗系統的自動化控制為研究對象,分析了現有實驗平臺的不足,并基于三菱FX3U PLC設計了一套壓力穩定可調、操作簡單的集中化自動控制磨料射流實驗系統。該系統人機交互界面功能完善,操作簡單,實現了一鍵啟停、壓力可調等功能。壓力控制測試結果表明系統壓力調節精確、穩定,能滿足實驗要求。對傳統活塞式空壓機控制回路的改造設計,實現了空壓機遠程集中自動化控制,保障了系統正常穩定運行,循環水自動控制系統實現了水資源循環高效利用。
References)
[1] 李曉紅,盧義玉,向文英. 水射流理論及在礦業工程中的應用[M]. 重慶:重慶大學出版社,2007:92-94.
[2] 黃飛. 水射流沖擊瞬態動力特性及破巖機理研究[D].重慶:重慶大學,2015.
[3] Zhu h T,Huang C Z,Wang J,et al. Experimental study on abrasive waterjet polishing for hard-brittle materials[J]. International Journal of Machine Tools and Manufacture,2009,49:569-578.
[4] Lu Y, Huang F, Liu X, et al. On the failure pattern of sandstone impacted by high-velocity water jet[J]. International Journal of Impact Engineering, 2014,76:67-74.
[5] 李瑞霞. 智能PID整定方法的仿真與實驗研究[D]. 太原:太原理工大學,2007.
[6] 張成光,張勇,張飛虎. 新型后混合式磨料水射流系統的研制[J]. 機械工程學報,2015,51(5):205-212.
[7] 靳雷,周永情. 基于三菱自動化集成技術的PLC仿真實驗平臺開發[J]. 實驗技術與管理,2012,29(4):105-107.
[8] Nanda B K, Mishra A, Dhupal D. Fluidized bed abrasive jet machining of K-99 alumina ceramic using SiC abrasives[J]. The International Journal of Advanced Manufacturing Technology,2017,90:9-12.
[9] 郭修其,周文華,鄭朝武. 基于自動代碼生成的共軌壓力控制策略[J]. 浙江大學學報,2011,45(8):1441-1445.
[10] 何鳳有,鮑衛寧,湯瑒. 基于模糊PID控制器的空壓機恒壓供氣系統的設計[J]. 工礦自動化,2010,36(1):91-93.
[11] 張毅,李根生,熊偉. 高壓水射流深穿透射孔增產機理研究[J]. 石油大學學報,2004(2):38-41.
[12] 呂華芳,楊漢波,叢振濤. 基于PLC控制的室內降雨入滲自動測定系統[J]. 農業機械學報,2014,45(9):144-149.
[13] 任俊杰,李紅星,李媛. 基于PLC和組態王的過程控制實驗系統[J]. 實驗室研究與探索,2010,29(5):16-18.
[14] 何富其. 基于PLC的自動化控制系統的配置及組態分析[J]. 制造業自動化,2011,33(6):64-66.
[15] 盧義玉,葛兆龍,李曉紅. 脈沖射流割縫技術在石門揭煤中的應用研究[J]. 中國礦業大學學報,2010,39(1):55-58.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
發明與創新(2016年38期)2016-08-22 03:02:52
