減少液貨系統管子裝焊量的工藝措施
2018-03-31 02:56:49劉明明張成友
船舶與海洋工程 2018年1期
劉明明,張成友
(江南造船(集團)有限責任公司,上海 201913)
0 引 言
對于液化氣船而言,液貨處理系統是其相當重要的系統。受功用和特殊要求影響,該系統的管系幾乎全部采用不銹鋼管,而不銹鋼管的大量使用必然會導致在船下制作管子及在船上安裝管子過程中產生大量的不銹鋼焊接工作。一般而言,在船下內場中燒焊不銹鋼管,焊接質量和燒焊周期等比較容易控制,但若船上不銹鋼焊縫數量較多,則可能會產生其他影響,例如:焊接工作增多導致造船周期延長、人力資源成本及設備成本增加;空間狹小導致焊接質量得不到保證;焊縫數量較多導致泄漏幾率增大;焊接后酸洗鈍化膏使用不當造成環境污染等。
因此,針對需在船上燒焊的不銹鋼焊縫,就如何減少其數量進行研究,以達到縮短造船周期、節約造船成本、保證安裝質量及保護環境等目的。
1 概 述
本文主要以江南造船(集團)有限責任公司的21K/22K系列液化石油氣(Liquefied Petroleum Gas,LPG)船(即H2530-H2534,H2554-H2557,H2567-H2570和H2574等)為研究及優化對象,所有船舶的基本尺寸及液貨系統管系布置均類似。船舶長約160m,型寬約25m,型深約9m,C型液罐及甲板罐總容積約21000~22000m3。液貨系統管系貫穿整個主甲板面,為方便設計和建造,按順序將液貨系統管系劃分為約13個液貨單元(即由管系、舾裝件、設備和其他部件組成的模塊)。
2 減少不銹鋼焊縫數量的工藝措施
由于21K/22K系列LPG船為江南造船(集團)有限責任公司自主設計和建造的液化氣船,技術較為成熟,故對該類型船的不銹鋼焊縫數據進行分析(見表1和表2)。由表1和表2可知,需在船上燒焊的不銹鋼焊縫(幾乎全為D階段焊縫)主要集中在單元與單元間的焊縫、單元與氣室間的焊縫、單元與D階段的焊縫及D階段內部調整焊縫等,若能從這幾個方面大幅降低不銹鋼焊縫的數量,將對提高生產效率和安裝質量、節約成本及保護環境等產生積極的意義。

表1 21K/22K系列液化氣船上不銹鋼管對接焊數據對比

表2 21K/22K系列液化氣船船上對接焊焊縫數量對比
因此,自H2530船以后,每型21K/22K系列液化氣船的設計都會將減少D階段焊縫數量作為重要的設計任務之一。為減少船上D階段不銹鋼焊縫的數量,目前正在推行或計劃推行的方案主要圍繞以下幾個方面。
2.1 大單元吊裝
從H2555船開始,嘗試采用大單元吊裝方案,即將U51單元和U52單元組合成一個大單元,將U55單元和U56組合成一個大單元。該方案可使單元吊裝次數減半,省略嵌補管,從而達到將單元間的焊縫數量減半的目的;同時,由于在船下平臺上提前對接單元,施工條件比船上好,可提高單元安裝的精度,減少船上的工作量及塢期,大大提高工作效率并降低造船成本。
表3為采用大單元吊裝前后單元對接處不銹鋼嵌補管和焊縫數量對比。

表3 采用大單元吊裝前后單元對接處不銹鋼嵌補管和焊縫數量對比
目前該方案已取得良好的成效,并已積累相關的經驗,廣泛應用于21K/22K系列LPG船上。若以后其他船的單元尺寸及外形合適,可繼續向其他液化氣船上推廣。
2.2 單元內場預拼裝
H2554船首先采用單元內場預拼裝的方法,即在船下平臺上對所有單元模擬實船位置進行預拼接,以便提前暴露問題并進行調整。由于該方案可減少船上修改或調整的工作量,因此可在一定程度上減少船上不銹鋼焊縫的數量和在船上燒焊的工作量,對提高生產效率、節約成本和保護環境等具有積極意義。圖1為平臺預拼裝現場。
目前該方案已推廣應用到所有在建液化氣船的液貨單元上,對減少其他船上單元的修改量、提高單元精度和減少酸洗鈍化膏使用等方面也具有深遠的影響。
2.3 壓縮機房單元模塊化設計
壓縮機房間中的壓縮機房單元是所有單元中最大、最復雜的單元。從H2554船開始,所有船舶壓縮機房單元的預舾裝率及尺寸都比H2530船提高很多。例如:氣包管從D階段提前至U階段;除了預裝管,其他管舾件、鐵舾件、小管子走線條及電纜托架等都在單元上組裝;取消單元內現校管等。圖2為壓縮機房單元吊裝現場。

圖1 平臺預拼裝現場

圖2 壓縮機房單元吊裝現場
此外,還對其他部分進行優化,例如:在H2554船上對增壓泵及其基座帶入單元進行安裝;在H2574船上對壓縮機房間頂的海水管帶入單元進行安裝;互換區域多通管由專業多通管廠家制作等。
目前所有的液化氣船都力爭最大限度地提高壓縮機房單元的預舾裝率,減少調整管和現校管的數量,減少不銹鋼管修割與調整的工作量,從而減少船上不銹鋼焊縫的數量。
2.4 單元無余量設計
從H2554船開始,所有船舶的液貨單元都采用無余量對接方案(除D20區域含少量嵌補管),即單元間不設嵌補管和現校管。該方案不僅能大大減少焊縫數量,還有助于縮短碼頭的預舾裝周期、降低成本等。但是,實行該方案對各單元的制造和安裝精度要求較高,務必加以保證。表4為優化前后全船液貨單元間嵌補管及焊縫數量對比。

表4 優化前后全船液貨單元間嵌補管和焊縫數量對比
2.5 總段與單元整合吊裝
目前21K/22K系列液化氣船的總段與單元整合吊裝方案正在積極推進中。根據以往的建造經驗,U62壓縮機房單元一般在主甲板貫通及液貨壓縮機定位之后才會吊裝,待 U62單元吊裝完成之后才能對90C總段(906/907分段)進行吊裝,待該總段吊裝完成之后將壓縮機房頂的2個單元吊裝定位。目前U62單元及總段吊裝順序見圖3。

圖3 目前U62單元及總段吊裝順序
優化后的總段和單元整合吊裝方案為:在61C總段甲板面貫通之后,開始對液貨壓縮機及基座進行定位,待安裝完成之后,開始吊裝U62單元,同時安裝906/907分段管路并小組成90C總段,之后90C總段頂部的2個液貨單元(U57/U58)開始吊裝,并在90C總段上完成定位,定位完成之后整體蓋上U62單元,最終形成61C大總段、90C總段與U62/U58/U57單元的整體吊裝(見圖4和圖5)。
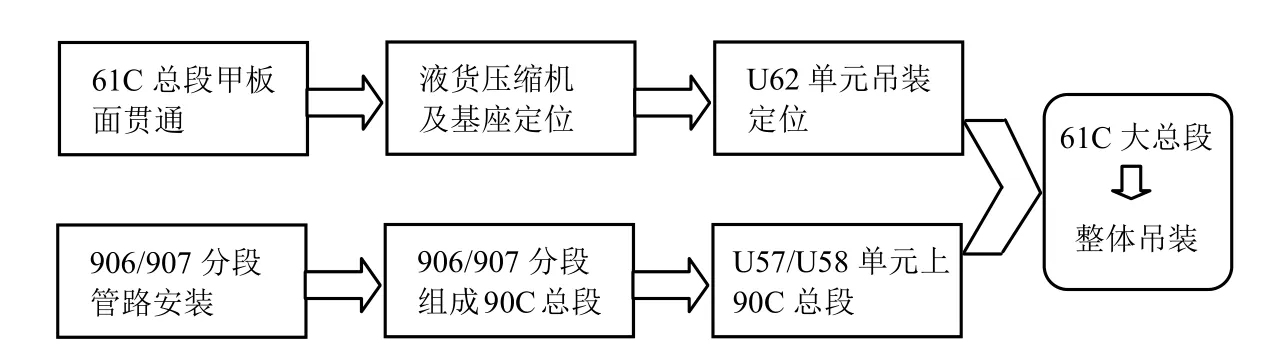
圖4 優化后U62/U57/U58單元與總段吊裝順序

圖5 優化后單元與總段整體吊裝示意
61C總段與液貨單元整體吊裝可在一定程度上減少單元吊裝之后在船上進行不銹鋼管修割或調整的工作量,間接減少船上不銹鋼焊縫的數量,對縮短船舶建造周期和節約成本具有重要的意義。
當前,84K系列液化氣船的后續船正在積極推行U60單元、U61單元與60A總段整體吊裝,該系列液化氣船全寬甲板共有3個大總段,若目標得以實現,則可極大地減少船上管架單元之間不銹鋼管的焊縫數量,減少在船上調整不銹鋼管的工作量。
2.6 合理取段
液化氣船上的液貨管路較多,為有效減少船上不銹鋼的焊縫數量,總結或優化一些取段原則,例如在保證管子制造準確度的前提下,盡可能多地將管路附件提前到內場階段(管子制造廠)燒焊,從而減少船上不銹鋼管的焊縫數量。
此外,要盡可能多地將5G焊位和6G焊位的焊縫放在內場階段(管子制造廠)燒焊,將2G焊位的焊縫放到船上焊接,因為5G焊位和6G焊位的焊接工作較困難,容易導致焊接不合格,從而造成后期需修割調整或焊縫數量增加。若將取段位置合理地設置在2G焊位,則會在一定程度上減少焊縫的不合格率。實踐證明,該方案可有效減少管路修割調整或焊接的工作量,對提高工作效率、節約成本等具有積極意義。
圖6為焊位示意。由圖6可知,不同焊位的燒焊工作的難易程度不同。

圖6 焊位示意
3 結 語
以上關于減少液貨系統中不銹鋼焊縫數量的各種措施都已成功應用在21K/22K系列LPG船上,大大減少了船上燒焊不銹鋼焊縫的數量,在提高液貨系統管系安裝質量、縮短造船周期、節約造船成本及保護環境等方面具有積極意義。下一步將繼續推進并改進這些措施,積極創新,尋求其他更先進的理念,以進一步降低不銹鋼焊縫的數量。
【 參 考 文 獻 】
[1] 朱彥,洪濤,李小靈. 21000m3乙烯運輸船的優化設計[J]. 船舶與海洋工程,2016, 32 (3): 16-21.
[2] 李巍,劉永珍,張欣. LPG船液化氣系統的單元設計及建造[C]//中國造船工程學會會議論文集,2007 (5): 27-32.
[3] 袁超. 全球LNG產業發展前景及我國造船企業發展策略研究[J]. 船舶與海洋工程,2015, 31 (2): 1-7.
[4] 康書文. 不銹鋼酸洗、鈍化工藝研究[J]. 材料保護,2003, 36 (6): 43-44.
[5] 林百春. 不銹鋼表面處理:酸洗、鈍化與拋光[J]. 材料開發與應用,2006, 21 (3): 36-39.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
