振動輔助磁力研磨去除孔相貫線處毛刺的研究*
2018-04-03 02:03:20周傳強
組合機床與自動化加工技術 2018年3期
關鍵詞:振動
李 闊,陳 燕,周傳強
(遼寧科技大學 先進磨削技術研究所,遼寧 鞍山 114051)
0 引言
隨著科學技術的發展,零件日益趨于精密化,對其性能、尺寸要求卻越來越高[1-2]。目前生產的各種零件如液壓零件和汽車零件中都存在相交孔,在加工兩相交孔時會在交叉處即相貫線產生毛刺。孔相貫線毛刺與一般毛刺相比,去除起來更復雜、困難,并且難以去除干凈。在實際應用中,具有相貫孔的零件經常需要與所連接的零件之間形成一定的配合關系,因此毛刺的存在會磨損零件表面從而產生噪聲和振動,而且會大大的影響后續的裝配工序,直接影響了產品的性能,在系統運行過程中給系統帶來極大隱患。研究高效、高精度的毛刺去除方法顯得非常重要,這已經成為了一個極具挑戰性的世界難題[3]。微細孔相貫線毛刺的去除一直是現代毛刺去除技術中比較棘手的問題,傳統利用銼刀等工具手工去毛刺,勞動強度大、效率低、只適用于單件小批量生產,因此人們研究了各種特種去毛刺的方法[4-6]。利用氣體點燃產生爆炸的熱能去毛刺,不適合薄壁零件的去毛刺[7];利用陽極溶解的電化學去毛刺,要求工件屬于導體,不適合非金屬零件的去毛刺[8];利用磨料流加工工藝準備周期長、磨料價格較昂貴投入資金大、且磨料流去毛刺加工后磨料的清除比較困難[9],為此,磁力研磨技術應運而生,利用磁極產生的磁場,帶動磁針運動,使磁針與工件發生相對運動,最終去除工件的毛刺,同時對工件的表面也起到一定的拋光作用,且磁針可以循環使用,因此加工成本低[10-13]。
本文分析了振動輔助磁力研磨技術的工作原理,對比了未添加振動的磁力研磨與振動輔助磁力研磨兩種加工方法對噴油嘴的兩孔相貫線處毛刺去除效率和加工質量的影響。同時,采用單因素變量法研究了振幅對振動輔助磁力研磨法的加工效率的影響,為微細孔相貫線處毛刺去除提供了一種新方法。
1 振動輔助磁力研磨的理論分析
1.1 加工原理
振動輔助磁力研磨機是在普通永磁研磨機的基礎上,將普通交流電機改變為振動電機,從而使容器桶產生上下振動,進而改變磁針相對于工件的運動軌跡,對工件進行高效精密研磨的一種方法。如圖1所示,通過下端電動機帶動永久磁極回轉從而生成旋轉磁場,將磁針、研磨液和工件按一定比例混合后盛放在容器桶內并加蓋,容器置于凹形桶座內,桶座下面是磁極圓盤,將永久磁極按照一定的方式排布在磁極盤上,磁極盤的中心軸與電機軸相聯,通過電機帶動磁極圓盤旋轉從而使永磁極旋轉生成旋轉磁場,在旋轉磁場的驅動下,容器桶內的磁性研磨介質做高速旋轉運動與工件產生相對運動,從而達到研磨工件的目的。電機主軸下端安裝有偏心塊,通過改變偏心塊的有無及大小從而產生大小不同的振幅。
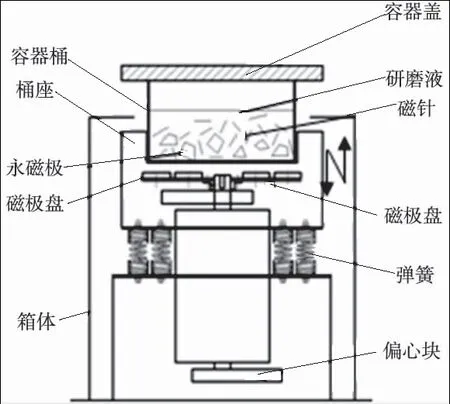
圖1 振動輔助磁力研磨機加工原理圖
1.2 實現研磨的必要條件
如圖2所示為磁針在打磨工件毛刺瞬間時的示意圖,在研磨介質對工件進行磨削的過程中,兩者之間必須產生相對運動才能實現磨削。也就是說,磁針與工件之間,必須存在轉速的差值。
根據動量定律,磁針與工件之間產生的作用力可由公式(1)表示。作用力的大小與撞擊前后的動量有關,也就是撞擊前后工件和磁針之間的相對運動速度。兩者之間的相對運動越劇烈,對研磨越有利。在實際研磨過程中,可以通過設計夾具的方法迫使工件固定,從而增大工件與磁針之間的相對運動速度來提高研磨效率。
∑F=(mv′-mv)/Δt=Δp/Δt
(1)
式中,m— 單個磁針的質量;
v′— 磁針與工件撞擊結束后瞬間磁針相對于工件的速度,其值為0;
v— 磁針撞擊工件前瞬間相對于工件的速度;
Δt— 磁針與工件的作用時間;
Δp— 磁針撞擊工件瞬間的動量變化。
雖然磁針的質量較小,但由于磁針在旋轉磁場中的轉速可達1500r/min,所以磁針撞擊工件的瞬間仍可以獲得較大的動能變化,而磁針與工件的作用時間很短的,因此磁針撞擊工件得力度很大,滿足去除毛刺的要求。
2 振動輔助磁力研磨機加工實驗
2.1 試驗裝置
圖3為振動式永磁研磨機加工微細孔相貫線處毛刺的實驗裝置圖。將工件、磁針與混合溶液按一定比例混合后裝入容器桶內,通過控制面板設置轉速、研磨時間等,且實時將反饋信息顯示在控制面板上;將加速度測量儀的測頭吸附在容器桶上,用于測量研磨過程中容器桶振幅的大小;設定好相關參數后啟動振動式永磁研磨機,對工件進行研磨。研磨結束后可以通過改變振動電機偏心塊的有無和大小以及兩偏心塊之間的夾角來改變激振力的大小從而改變研磨桶振幅的大小。
混合溶液主要是由水和研磨液按一定比例混合而成的,在研磨過程中混合溶液主要起兩方面的作用:第一,研磨液具有輔助研磨的作用,可以提高研磨效率;第二,在清水中添加研磨液可以增大溶液的粘度,從而增加混合溶液對工件和磁針的浮力,有利于擴大研磨空間,使工件得到更充分的研磨。
2.2 試驗條件
試驗選用被研磨的對象為某汽車發動機噴油嘴,工件材料為鋁合金,屬于非導磁材料,形成相貫線的兩孔的直徑大小分別為φ2.3mm和φ3mm ;噴油嘴的形狀示意圖如圖4所示。試驗時為了觀察孔相貫線處研磨前后表面形貌,試驗前利用線切割機將工件沿軸向分割成兩部分,用超景深電子顯微鏡觀察加工部位1的原始形貌,用X射線衍射儀測量加工部位2的原始殘余應力,然后再用粘結劑將工件粘結在一起恢復原貌。
試驗時,首先將噴油嘴、混合溶液與磁針按一定比例分別加入容器桶內,研磨液為30ml勞力恩SR-9912水溶性研磨液。打開振動式永磁研磨機進行研磨設置研磨時間為10min,且每隔2min改變一次旋轉磁場的旋轉方向,研磨完成后用VHX-500E型超景深3D電子顯微鏡觀測表面形貌。其它實驗條件見表1。

表1 實驗條件
3 實驗結果及分析
3.1 振幅對噴油嘴的材料去除量的影響
實驗中通過改變偏心塊的有無及大小來調節振動式永磁研磨機的振幅大小,通過ICP加速度測量儀來測量振幅的大小。試驗分3組進行,振幅分別為0mm、4mm、8mm,研磨時間均為10min,其它條件如表1所示。如圖5所示,不同條件下的振幅大小對材料去除量的影響圖可以看出振幅為4mm時在相同時間內材料去除量最大為25mg,且在6min內已基本完成對毛刺的去除;振幅為8mm時在10min內材料去除量為23mg;普通磁力研磨機在10min內材料去除量為18mg,且后兩者毛刺未被完全去除。這是因為與普通磁力研磨機相比,振動式永磁研磨機由于帶動工件一起上下振動,使磁針相對于工件的運動軌跡更加復雜,使更多的磁針撞擊在兩孔相貫線處,因此加工效率更高,但隨著振幅的加大,工件被間歇的甩離磁針的工作區域,磁針不能很好的與工件接觸,因此加工效率也會下降。
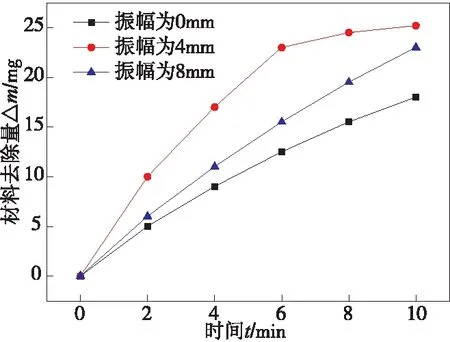
圖5 不同振幅對材料去除量的影響
從圖上可以看出隨著時間的進行,直線的斜率均在減小,這是因為加工初期毛刺微觀輪廓呈尖峰狀,容易被磁針去除,隨著加工的時間的進行,毛刺幾何輪廓逐漸呈圓角形或圓弧形,去除量難度逐漸增加。因此,對于噴油嘴的兩孔相貫線處毛刺的去除,振動式永磁研磨機加工效率更高,且振幅在4mm左右最為適合。
3.2 振幅對噴油嘴表面顯微形貌的影響
研磨完成后,使用3D超景深電子顯微鏡觀察研磨后部位1的表面形貌并與研磨前進行對比,如圖6所示,從圖中可以看出當振幅為0mm時毛刺去除率最少,振幅為8mm次之,振幅為4mm最佳,當振幅為4mm時研磨10min后,兩孔的相貫線處的毛刺去除效果非常明顯,兩孔的相貫線的棱邊變得光滑、規整,表面質量顯著提高。這是因為振動輔助磁力研磨機與普通磁力研磨機(振幅為0mm)相比,由于振動的作用使工件上下跳動,而不是單純的在磁針的擊打作用下做圓周運動,因此能夠使更多的磁針擊打在兩孔相貫線處,因此振動輔助磁力研磨機加工效果更好;隨著振幅的增大,工件間歇性的被甩離最佳研磨區域,使在相同的時間內磁針與工件間接觸次數減少,因此振幅過大反而使研磨效率降低,當振幅為4mm左右時,研磨效果較好。
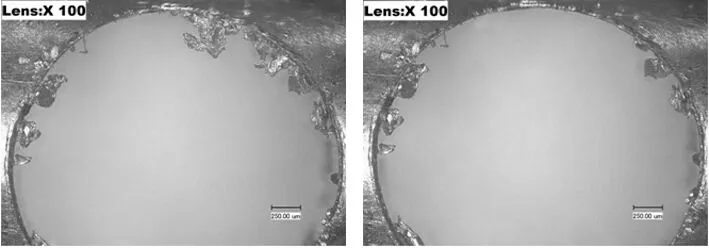
(a)振幅為0mm時部位1研磨前后表面形貌對比圖
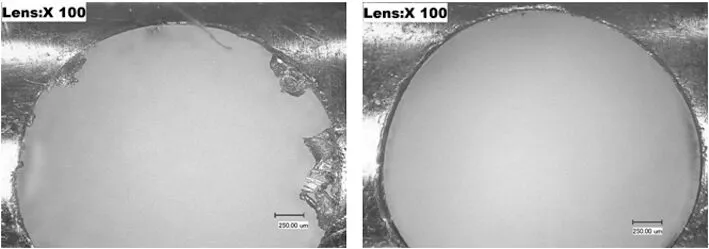
(b)振幅為4mm時部位1研磨前后表面形貌對比圖
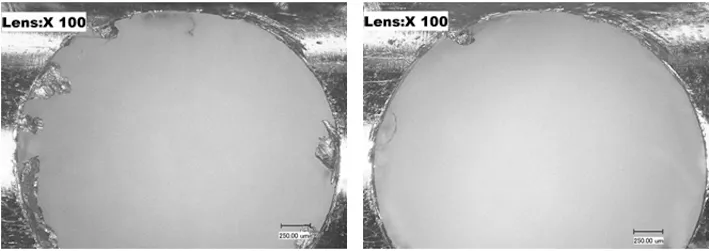
(c)振幅為8mm時部位1研磨前后表面形貌對比圖圖6 孔相貫線處不同振幅研磨前后表面形貌對比圖
3.3 振幅對噴油嘴表面殘余應力的影響
研磨完成后用X射線衍射儀測量部位2的應力狀態,首先在20°~140°范圍內全掃,確定116.46°~120.26°范圍內的衍射峰為基準,在0°~20°角范圍內選取6個點測定晶面間距d并繪制出相應的點圖并擬合成直線,如圖7a所示,通過公式(2)計算出表面的殘余應力:
(2)
式中,σφ為φ反向上的應力,MPa;E為材料的楊氏模量,GPa;ν為材料的泊松比;ψ為傾斜的角度,°;dψ為傾斜角的晶面間距,μm;dn為初始傾斜角(0°)的晶面間距。計算結果如圖7b所示,結果表明,材料初始表面由于受到初加工時的塑性變形和加工溫度的影響,殘余應力為+101.5 MPa拉應力;普通磁力研磨(振幅為0mm)加工后的表面,由于磁針的擊打撞擊作用使得表面殘余應力得到部分改善變為-65.1 MPa拉應力;振動輔助磁力研磨由于振動的輔助作用,使磁針與工件的運動軌跡發生改變,使磁針與工件間接觸更加充分,在相同時間內研磨更加均勻,撞擊次數更多,因此振動輔助磁力研磨后殘余應力分別達到了-115.5 MPa和-86.1MPa的壓應力,這是因為隨著振幅的增大,工件間歇性的被甩離最佳研磨區域,使在相同的時間內磁針與工件間接觸次數減少,因此在相同時間內,振幅增大殘余應力反而增大。根據資料顯示,殘余壓應力可以有效地提高零件表面的抗疲勞強度、抗應力腐蝕及抗蠕變開裂的能力;此外,良好的壓應力狀態可以在零件受力時釋放自身的殘余壓應力以達到保護零件的目的[14]。
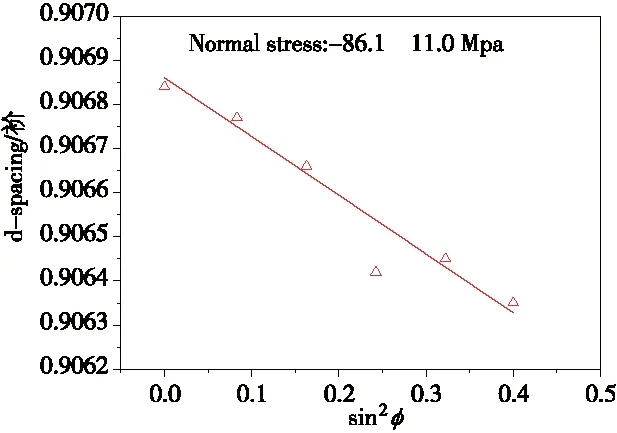
(a)殘余應力相應點圖擬合直線
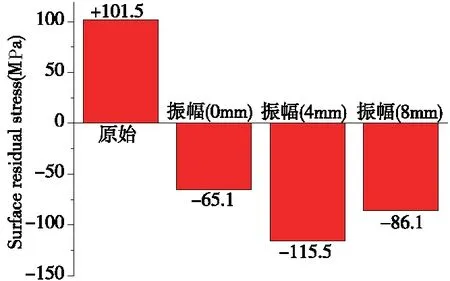
(b)殘余應力計算結果圖7 加工前后的表面殘余應力
4 結論
本文針對某汽車發動機噴油嘴上兩孔相貫線處毛刺難以去除這一加工難題,提出利用振動輔助磁力研磨技術,即利用旋轉磁場帶動磁針旋轉飛躍撞擊工件,達到去除毛刺的目的。通過磁力研磨加工試驗,得到如下結論:
(1)用傳統拋光方法很難對微細孔相貫線處毛刺進行高效率去除,而使用振動輔助磁力研磨拋光方法可以有效解決這個加工難題。
(2)振動輔助磁力研磨機與非振動磁力研磨機相比,加工效率更高,加工質量更好,且振幅為4mm左右時為最佳振幅,研磨10min后,兩孔的相貫線處的毛刺去除效果非常明顯,棱邊變得光滑、規整,表面質量顯著提高。
(3)振動輔助磁力研磨復合加工能夠使得工件表面殘余應力從拉應力轉變為壓應力,與傳統磁力研磨機加工相比,振動輔助磁力研磨復合加工能夠獲得更好的表面應力狀態。
[參考文獻]
[1] 楊勝強,李文輝,陳紅玲,等. 表面光整加工理論與新技術[M] . 北京:國防工業出版社,2011.
[2] 陳燕,劉昭前,王顯康. 超聲波振動輔助磁力研磨加工研究[J]. 農業機械學報,2013,44(10): 294-298.
[3] 甘露華. 小孔相貫線超聲去毛刺工藝試驗研究和數值分析[D]. 太原:太原理工大學,2015.
[4] 徐支鳳. 機械零件毛刺去除工藝現狀[J]. 機床與液壓,2010 , 38(8):111-113.
[5] 朱勛鵬,郭艷玲,李健,等. 圓周陣列孔去毛刺機床設計與研究[J]. 組合機床與自動化加工技術,2014(8): 134-136.
[6] 張文俊,夏亮,段瑞永. 一種浮動研磨裝置的設計[J]. 組合機床與自動化加工技術,2017(2): 140-141.
[7] 溫從眾,耿艷娟,李蘋. 液壓腔體零件交接孔熱能去毛刺工藝研究[J]. 機床與液壓,2016,44(16): 33-35.
[8] 湯銘權. 特種加工方法在去毛刺技術中的應用[J]. 組合機床與自動化加工技術,1987(11): 20-24.
[9] 陳靖. 發動機及管路零件去毛刺[J]. 航天制造技術,2002(2): 16-18.
[10] 方建成,金洙吉,徐文驥,等. 旋轉磁場磁粒光整加工研究[J]. 中國機械工程,2001,12(11):1304-1306.
[11] Jeong-Du Kim. Polishing of Ulrta-clean inner surfaces Using Magnetic Force [J]. International Journal of Advanced Manufacturing Technology, 2003(21):91-97.
[12] Yin S H, Shinmura T. A comparative study: Polishing characteristics and its mechanisms of three vibration modes in vibration-assisted magnetic abrasive polishing [J]. International Journal of Machine Tools and Manufacture, 2004 ,44(4):383-390.
[13] 李彥俊,陳燕,郭龍文. 磁研磨法去除微小噴嘴棱邊處毛刺的研究[J]. 航空制造技術,2014(9):88-90.
[14] 廖明,韓冰,陳燕,等. 鈦合金管內表面的電化學磁力研磨復合光整試驗[J]. 中國表面工程, 2016,29 (3) :123-131.
(編輯李秀敏)
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00