
熱連軋帶鋼立- 平輥多道次軋制熱力耦合三維有限元模擬
2018-04-09 12:19:01周家林彭成武彭世丹潘成剛
上海金屬 2018年1期
周家林 彭成武 彭世丹 何 浩 孫 楊 潘成剛
(1.武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北武漢 430081;2.寶鋼特鋼有限公司長材事業部,上海 200940)
帶鋼熱軋過程中邊部常發生諸如翹皮、裂紋、折疊、黑線、邊部夾層、邊部減薄等表面缺陷[1],嚴重影響帶鋼表面質量。國內外許多學者圍繞鑄坯表面缺陷及粗軋工藝改進做了大量研究工作[1- 8],但對精軋軋制過程邊部缺陷影響機制研究較少[5,9]。有限元方法在模擬軋制過程中的有效性已經被許多研究工作所證實[7- 16]。由于帶鋼精軋軋件寬厚比大,軋件邊部及表面與其心部溫差大,導致軋制過程中帶鋼沿寬度方向變形不均勻,金屬流動與應力應變變化相對復雜[9- 11]。同時精軋是一個多道次連軋過程,累積壓下系數大,全道次有限元模擬計算量大,甚至可能存在網格畸變使得計算難以進行,所以已有的針對熱軋帶鋼精軋過程的模擬研究基本是二維或幾道次進行的[9- 12,16]。
本文利用Abaqus非線性有限元軟件模擬熱連軋窄帶鋼精軋機組立- 平10道次軋制的全過程,并用現場實測特征點溫度及平軋道次穩態軋制壓力加以驗證。在此基礎上,分析軋制過程軋件斷面溫度場及等效應力應變的變化規律;分析軋件斷面特征點尤其是邊部金屬的流動規律,為現場快速分析軋件邊部缺陷來源、優化工藝方案提供理論依據。
1 有限元模型的建立
1.1 軋制規程
某熱連軋窄帶鋼廠采用型鋼軋機將165 mm×280 mm連鑄扁坯軋成30 mm×320 mm中間坯,經切頭剪剪切頭部、高壓水除鱗后再送入精軋機組軋制成厚(2.0~4.5)mm×寬(285~310)mm窄帶卷,其各道次軋制規程見表1。

表1 精軋各道次軋制規程Table 1 Rolling schedule of finish rolling for each pass
1.2 軋制幾何模型的建立
由于矩形軋件的對稱性,軋件采用1/4的簡化模型,軋件長度取滿足連軋要求的1 500 mm,網格劃分采用C3D8RT- 8節點6面體線性減縮積分單元,單元數共45 800個。為防止因大壓下率帶來的網格畸變問題,軋件模型采用熱力耦合的拉格朗日算法和Von- mises屈服準則來計算分析[17],同時采用沙漏控制技術,從而實現了立- 平10道次軋制全過程數據的繼承。
1.3 材料熱物性參數及邊界、初始條件
軋件材料為Q345B鋼,其熱物性參數見表2。軋制過程中軋件與空氣的熱輻射、熱對流及與軋輥的接觸傳熱系數可參考文獻[12,16],熱功轉換系數取0.9。軋件和軋輥泊松比0.3,為了更準確反映軋件金屬流動規律,軋輥設置為彈塑性體,彈性模量為210 GPa;軋輥初始溫度設定為110 ℃,環境溫度25 ℃;軋件初速度3.09 m/s;粗軋出口溫度1 035 ℃,精軋入口溫度1 021 ℃,終軋溫度(860±20) ℃。模擬過程中采用庫倫摩擦規律,靜摩擦因數0.4,動摩擦因數0.32。
2 模擬結果與分析
2.1 軋件特征點溫度變化
圖1是軋件斷面特征點a、b、c、d的溫度變化曲線。從圖1中可知,軋件經過高壓水除鱗,表面各點溫度迅速下降,圓角處b點溫降最大,之后快速回升,心部溫度變化不大。a、b和c點的溫度在軋制變形區急劇下降,特別是角部b點,因為軋件與冷卻水、軋輥接觸換熱,會損失大量熱量,隨后心部向表面熱傳遞,溫度快速回升;心部d點溫度逐漸下降,但在變形區由于形變和摩擦熱,溫度略有升高。隨著軋制的進行,軋件厚度方向中心與表面溫差逐漸減小,終軋后基本一致,而寬度方向中心與邊部溫差逐漸增大,終軋后大致相差100 ℃。這是由于隨著軋制的進行,軋件厚度變小,心部向表面傳熱更加迅速;而寬度遠大于厚度,邊部熱耗散較大,中部來不及向邊部傳熱,致使精軋出口處帶鋼邊部溫度下降較大。由圖1可知,模擬的軋件表面中心a點溫度與實測值吻合較好,誤差±10 ℃。

表2 Q345B鋼熱物性參數Table 2 Thermo- physical parameters of Q345B steel
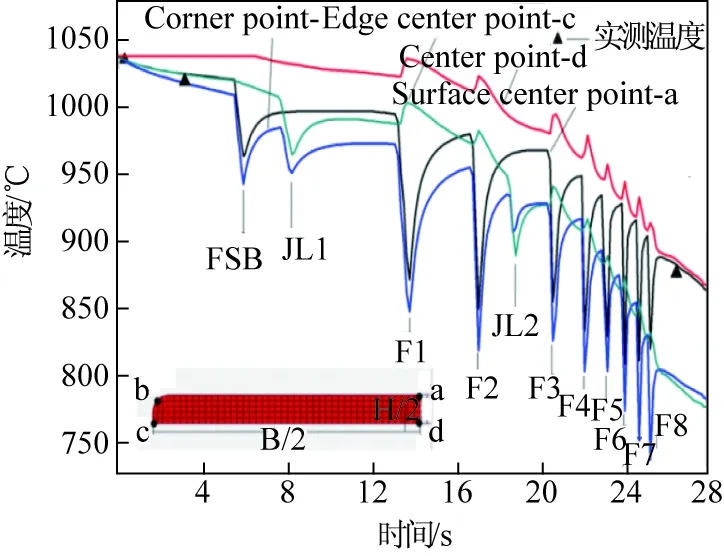
圖1 軋件斷面特征點溫度隨時間的變化Fig.1 Temperatures of the feature points of sectional surface as a function of time
2.2 軋制力分析
圖2為平輥各道次穩態平均軋制壓力計算值與實測值比較(由于采用1/4模型,圖中模擬數值為計算值乘2得到)。由于立輥軋制壓力小,現場未對其進行測量,由圖2可見,軋制壓力逐道次遞減,前4個道次壓下較大,軋制力也較大;后4個道次軋輥直徑小且壓下量較小,軋制力減小,軋制壓力逐道次遞減則板凸度會逐道次遞減,有利于板形控制。模擬的穩態平均軋制壓力與實測結果基本吻合。
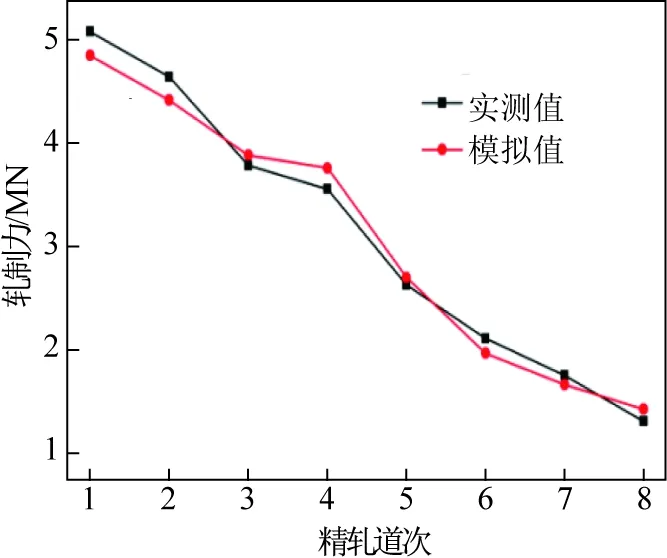
圖2 各道次軋制壓力計算值與實測值的比較Fig.2 Comparison of the calculated and measured rolling forces for each pass
2.3 各道次出口等效應力和應變分析
圖3為各道次出口處橫斷面等效應力云圖。由圖可見,軋件邊部尤其是圓角處等效應力最大,其次為軋件與軋輥接觸面。由于立輥側壓調寬量較小,且軋件較寬,變形不能滲透到心部,所以JL1、JL2邊部“狗骨頭”區域等效應力最大;立軋JL1軋后的平輥F1及JL2軋后的F3道次,由于立軋側壓作用使軋件邊部增厚形成“狗骨頭”區域,F1、F3道次對應邊部“狗骨頭”區壓下量較大,且邊部尤其是角部溫度下降較快,故等效應力較大。
圖4為各道次出口處橫斷面等效應變云圖。由圖可知,平輥軋制各道次軋件表面及邊部等效應變大于心部。隨著軋制過程進行,軋件逐漸減薄,變形從表面開始充分滲透到心部,終軋時趨于一致;立輥最大等效應變出現在邊部“狗骨頭”區域。結合圖3、圖4可知,隨著軋制的進行,平輥軋制的寬度方向等效應變總體上趨于一致,邊部等效應力、應變與中間部分偏差逐漸減小。表明立輥側壓調寬利于軋件橫向等效應力應變的均勻性,對于改善軋件橫向強度差異和橫向不均勻變形帶來的板形問題有積極作用[1]。
2.4 軋件斷面特征點流動規律
圖5為軋件1/4模型橫斷面上的6個特征點。A、B分別為離心部1/4和離邊部1/4位置點,C、D、E、F均為邊部位置點,其中D點為圓角位置點。圖6即為各特征點在精軋過程中Z向和Y向的位移變化。
由于軋件邊部變形較中心復雜, 為了較準確反應邊部金屬流動規律,圖6(a)、圖6(b)分別為立輥無側壓時全平輥8道次軋制特征點Z向和Y向位移隨時間變化曲線;圖6(c)、圖6(d)分別為立輥側壓立- 平10道次軋制時特征點Z向和Y向位移隨時間變化曲線;圖7(a)、圖7(b)分別為立輥無側壓和立輥側壓橫斷面特征點金屬流動坐標變化;圖8為Q345B鋼終軋出口橫斷面厚度分布比較。

圖3 各道次出口處橫斷面等效應力等值線云圖Fig.3 Contour plot of equivalent stress at cross section of each rolled piece
由圖6(a)、圖7(a)可知,同一上表面的A、B、C三點,靠近中部的A點軋制過程中Z向位移變化最小,為0~1.5 mm,B點在0~1.4~4.5 mm之間變化,靠近邊部的C點,位移變化最為明顯,在0~1.3~5 mm之間變化。由此可以看出,軋制過程中帶鋼表面金屬從中間向邊部流動阻力逐漸減小,位移逐漸增大。由圖6(b)、圖7(a)可知,A、B兩點Y向位移變化基本一致,C點Y負向位移稍大于A、B點,說明帶鋼邊部存在厚度減薄[5],且平輥F1道次,C點與A、B點位移差最大達0.3 mm,隨后逐漸減小。這是因為隨著軋制的進行,道次壓下量、軋制壓力減小,板厚差逐漸減小并最終趨于穩定,終軋后位移差值為0.03 mm(見圖8)。
由圖6(a)、圖7(a)可知,側邊D、E、F三點Z向位移分別在0~1.3~4.5 mm、0~2.1~5.5 mm、0~2.5~6 mm之間變化,圓角位置D點Z正向位移明顯滯后于E、F點,即D點相對E、F點發生了Z負向位移,表明圓角D點發生了翻平寬展,F1道次時相對F點負向0.7 mm,且隨著軋制的進行翻平量也進一步增加,至終軋出口時增至1.30 mm。邊部中心F點Z正向位移要明顯大于E點,F1道次E、F的位移差為0.35 mm,且隨著軋制的進行兩者的差值趨于一個常數0.5 mm,表明終軋后軋件邊部產生微量單鼓形。
從圖6(c)~6(d)、圖7(b)中可見,上表面A、B、C三點Z向位移變化中,A仍最小,B點其次,C最大;Y向上,C點在兩立輥由于側壓作用時出現Y正向位移,終軋時A、B、C三點Y向位移量基本相同,C、B點Y向位移(厚度)差0.01 mm,相較于立輥無側壓調寬時,帶鋼邊部減薄現象有明顯改善,說明立輥側壓對板形有明顯改善作用[1,5](見圖8)。邊部C、D、E、F點均受到立輥側壓作用,Z負向位移明顯;圓角處C、D兩點立輥軋制時Y正向位移明顯,C、D點和邊部B點形成明顯“狗骨頭”區域(見圖7(b)和圖3、圖4的立軋斷面),平輥壓平后Y向位移與立輥無側壓時一致,這是帶立輥側壓帶鋼邊部減薄現象得以改善的主要原因[1,5];F點Z正向位移仍大于E點,終軋后位移差為0.4 mm,略小于立輥無側壓0.5 mm;圓角處D點相對E、F點仍發生Z負向位移,在JL1道次位移差為1.7 mm,D點仍發生了翻平寬展,至終軋出口時減小至1.0 mm,較立輥無側壓時有所改善[1], 因此有部分寬帶鋼廠家在精軋機組設置了立輥軋機以改善帶鋼邊部質量[5]。

圖4 各道次出口處橫斷面等效應變等值線云圖Fig.4 Contour plot of equivalent strain at cross section of each rolled piece

圖5 橫斷面特征點相對位置Fig.5 Relative position of surface feature points of cross section
由圖6(a)、圖6(c)可知,立輥無側壓時軋件在前4個平軋道次表現為Z軸正向位移。以邊部中心F點為例,F1道次最大4.8 mm(寬展量),F2~F4各道次變形后寬展量基本在0.5 mm;立輥調寬時表面各特征點Z正向位移明顯減小,F點在F1道次變形區寬展量為3.5 mm,F2、F4道次0.5 mm,F3道次2.5 mm。由于邊部溫度降低,道次間邊部均存在冷縮效應,后4道次及軋后更為明顯,軋件角部會存在一定拉應力[8]。這是因為后4個道次工作輥輥徑較小,變形區接觸弧長減小,同時軋件溫度急劇下降,摩擦因數減小,縱向流動阻力減小,后4個道次變形區基本無寬展,屬于平面變形狀態。
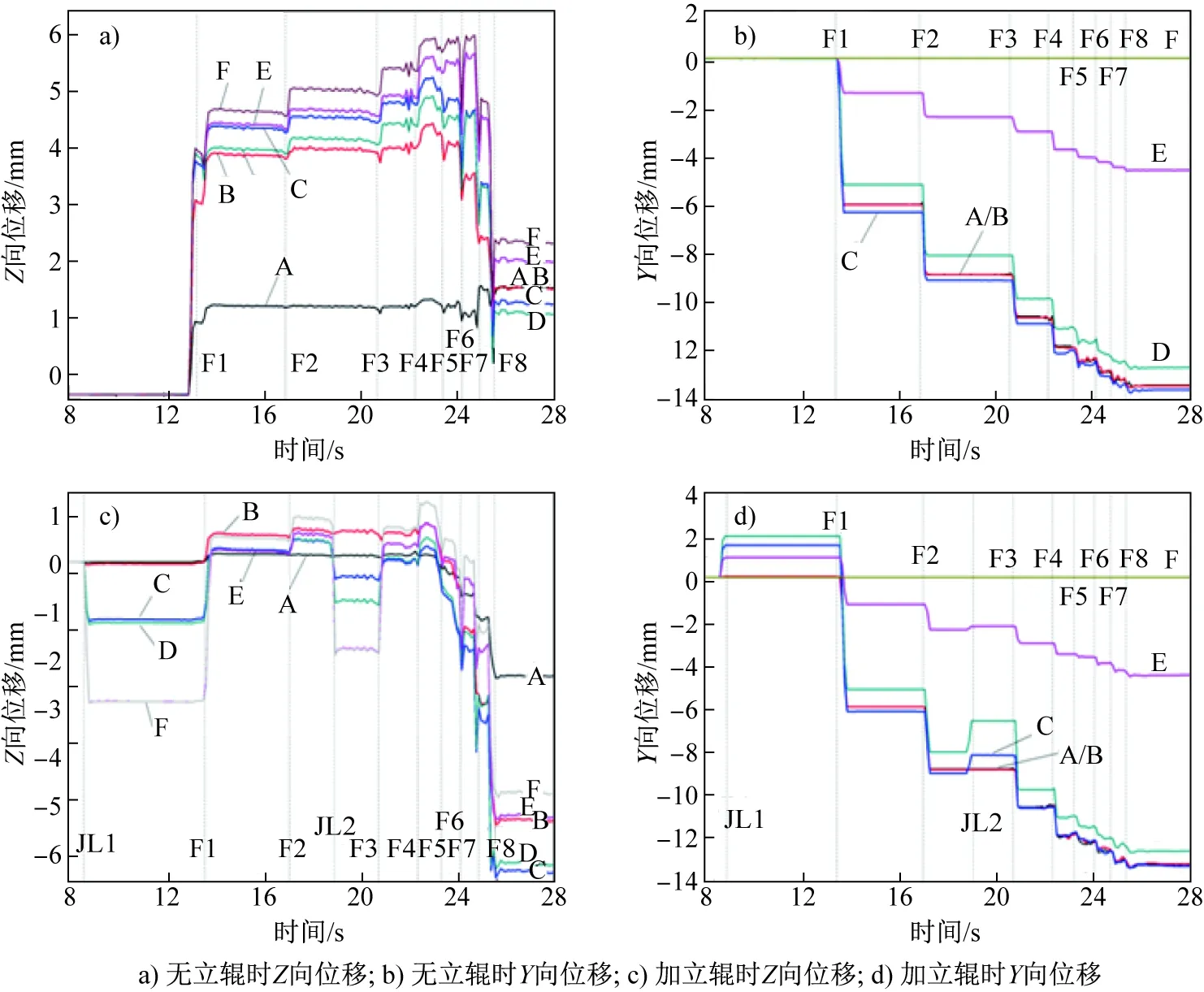
圖6 特征點精軋過程Z軸和Y軸位移變化Fig.6 Z and Y displacement change of the feature point during finish rolling
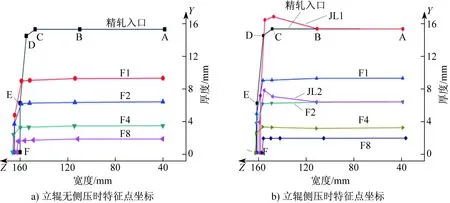
圖7 橫斷面特征點軋制過程流動規律Fig.7 Metal flow of feature points of the cross section
邊部翻平寬展及拉應力的存在易導致軋件邊部翹皮等缺陷的產生。隨著軋件“狗骨頭”位置的增加,軋件角部拉應力增加,軋制過程角部拉應力的大小會影響軋件角部缺陷的愈合或擴展,應合理調整立輥減寬量[6- 8]。
圖9為Q345B鋼立輥無側壓與帶立輥側壓軋后,成品帶卷尾部3 m處取樣邊部表面質量的比較。可以看出,無立輥側壓時帶鋼邊部易產生翹皮等缺陷,加立輥側壓后邊部缺陷有明顯改善。
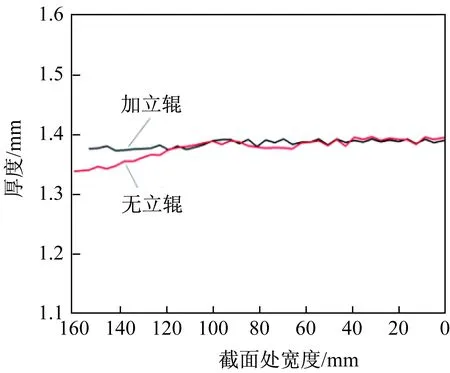
圖8 終軋出口軋件斷面板厚橫向分布Fig.8 Thickness transverse distribution along cross section of plate after finish rolling
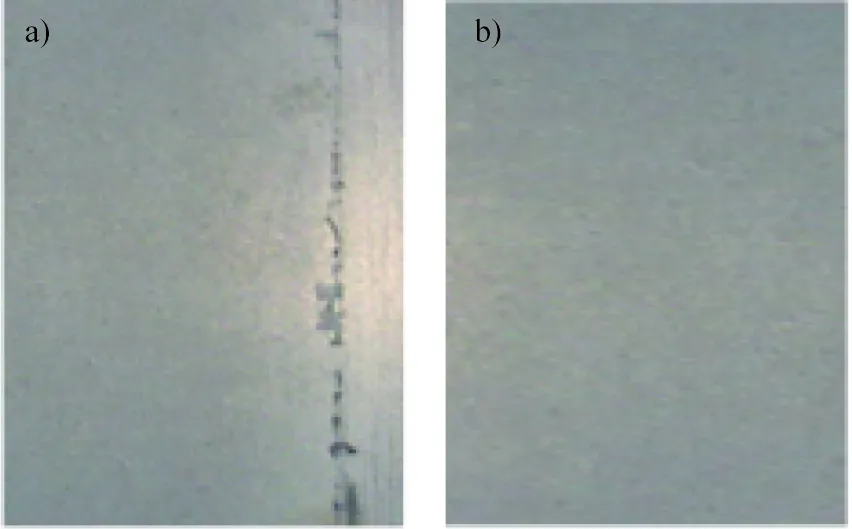
圖9 (a)立輥無側壓1號和(b)帶立輥 側壓2號試樣軋后邊部質量Fig.9 Edge quality of specimens after V- rolling (a) without side pressure of No.1 and (b) with side pressure of No.2
3 結論
(1)利用Abaqus非線性有限元軟件,建立了多場耦合的熱連軋窄帶鋼精軋機組立- 平輥多道次軋制過程的三維有限元參數化模型,模擬計算的帶鋼斷面特征點溫度和平軋各道次穩態軋制壓力與實測值吻合良好。
(2)溫度及應力- 應變場模擬結果表明,隨著軋制過程的進行,軋件厚度方向溫差逐漸減小,終軋后趨于一致,而寬度方向中心與邊部溫差逐漸增大,導致軋件角部和邊部由于冷縮效應存在一定拉應力,從而影響軋件角部缺陷的愈合或擴展,實際生產中應注意控制軋件邊、角部溫度。
(3)模擬發現軋件在前4個平軋道次均存在一定寬展量,在后4道次平軋基本無寬展;由于溫度不均勻性導致軋件邊部和角部的金屬應變不協調,上翻至帶鋼邊部易造成邊部缺陷;采用立輥側壓調寬,對軋件邊部減薄和翻平寬展造成的邊部缺陷有明顯改善作用;表面節點位置變化規律可為現場軋制生產中軋件邊部缺陷的溯源分析提供便利。
[1] 邸洪雙,王曉南,寧忠良.熱軋板帶邊部缺陷形成機理及研究現狀[J].河南冶金, 2008, 16(3): 1- 4, 27.
[2] 王東明, 閆文凱,梁鵬,等. 熱軋窄帶鋼Q195通條重皮缺陷成因分析與改進[J]. 河北冶金,2016(5): 10- 14.
[3] 徐海衛,于洋,李飛,等. IF鋼熱軋薄板邊部翹皮缺陷的產生原因及機制[J]. 鋼鐵, 2012, 47(9): 53- 56.
[4] 吳洪, 李忠柱, 陳建華,等.無取向硅鋼邊部“翹皮”缺陷產生機理及控制[J].金屬材料與冶金工程, 2012, 40(1): 25- 29.
[5] 華維, 劉丹. 熱軋帶鋼邊部減薄解決對策[J]. 軋鋼, 2009,26(2): 57- 58.
[6] 王國棟, 朱魯玲. 熱軋鋼板表面翹皮缺陷分析[J]. 物理測試, 2009, 27(1): 46- 51.
[7] 喻海良, 劉相華, 李長生.多道次立- 平輥軋制軋件角部金屬流動狀態有限元模擬[J].東北大學學報(自然科學版),2005,26(10):982- 985.
[8] 喻海良,劉相華, 李長生,等.調寬軋制平軋過程軋件角部應力研究[J].東北大學學報(自然科學版),2006,27(11):1228- 1231.
[9] 李成偉,王曉晨,楊荃,等.熱軋帶鋼金屬橫向流動及影響因素[J]. 北京科技大學學報, 2013, 35(2): 222- 227.
[10] 劉聲宏,潘良明, 張丁非. 精軋區帶鋼熱軋熱力耦合有限元仿真[J].機械設計與研究,2010, 26(4): 98- 101.
[11] BAGHERIPOOR M, BISADI H. Effects of rolling. Parameters on temperature distribution in the hot rolling of aluminum strips[J]. Applied Thermal Engineering, 2011, 31(10): 1556- 1561.
[12] 周家林, 閆文青, 李立新, 等. 熱連軋帶鋼溫度場的有限元分析[J]. 上海金屬, 2004, 26(5): 30- 33.
[13] ZHOU J L, PAN C G, ZHANG X Y, et al. Finite element analysis of metal flow of finishing groove in hot continuous Rolling Bar[J].Advanced Materials Research, 2012, 510: 667- 672.
[14] 周家林, 顏軍琳, 賴春明, 等. 500熱連軋窄帶鋼粗軋工藝優化及有限元分析[J].鍛壓技術,2016, 41(9): 139- 147.
[15] 周家林,賴春明,謝志強, 等.60 kg/m 重軌軋制全道次的有限元模擬和試驗研究[J]. 鋼鐵研究學報,2015, 27(4): 35- 41.
[16] 唐廣波, 劉正東, 康永林, 等. 熱軋帶鋼傳熱模擬及變形區換熱系數的確定[J]. 鋼鐵, 2006, 41(5): 36- 40.
[17] 王金彥, 陳軍,孫吉先,等.板料成形數值模擬的有限元模型及應用Ⅰ- 二維截面和三維實體單元[J]. 塑性工程學報, 2004,11(6): 16- 19.
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
