精密軸套件裝夾變形有限元分析與控制
2018-04-10 06:17:10張國政趙文英周元枝
制造業自動化 2018年1期
張國政,趙文英,孫 灝,周元枝
(安徽機電職業技術學院 數控系,蕪湖 241002)
0 引言
工件在加工過程中不僅受夾緊力變形,還受到刀具切削力、切削熱以及殘余應力等多種因素產生的變形,其中20%~60%的加工誤差是由裝夾變形引起的,因此,控制裝夾變形就十分必要[1~3]。針對工件裝夾變形分析研究都側重于建立數學模型,根據數學模型對裝夾布局、裝夾順序、裝夾位置和夾緊力大小等方面進行優化,如Prabhaharan G等[4]通過GA算法和蟻群算法對夾具裝夾布局進行優化;Molfino R等[5]運用GA算法優化柔性航空零件夾具布局;Chen等[6]結合GA算法和FEM方法優化夾具布局及夾緊力模型;秦國華等[7]通過GA算法結合BP神經網絡對薄壁件多重裝夾布局進行優化等。這些裝夾優化結合了智能算法等方法提高了裝夾變形量的計算控制精度,但存在數學模型和求解技術復雜,很難在實際生產制造工程中得到推廣應用。本文提出三維有限元方法可直接對不同裝夾方案中裝夾變形分析,通過分析比較可直接選取最佳裝夾工藝方案,在工程領域應用廣泛。
基于以上方法闡述,文中所提的某核工業用精密軸套件由于壁薄,其外圓柱面精度要求高,在裝夾過程中容易導致外圓柱面裝夾變形誤差超過設計要求。考慮實際應用中有單件與批量生產兩種模式需求,在比較分析了兩種生產模式下的裝夾工藝方案,對外圓柱面裝夾變形問題進行分析,提出運用三維有限元方法分析裝夾變形,可有效控制其裝夾變形量,保證精密軸套件在最后磨削加工過程不受前道裝夾變形的影響。
1 單件與批量生產的裝夾工藝
1.1 精密軸套零件工藝分析
精密軸套零件如圖1所示,材料為45#,為了便于裝夾工藝方案設計,根據加工面特征及其方位,將零件加工面進行定義和工藝路線設計,如表1所示。表1中,零件的44外圓柱面的設計公差為0.012mm(IT5~IT6),表面粗糙度為0.8um,相對于孔35具有同軸度要求為0.03mm,其工藝路線是粗車、精車到磨削,因此該表面的加工工藝路線是零件的關鍵加工 工序。

圖1 精密軸套零件圖
表1中,各加工面分別以fi(i=1,2,…,11)定義,以便于在后面裝夾工藝自動規劃設計時采用。每個加工表面的工藝路線在實際生產中涉及到不同加工工藝方法時,不可能在相同機床設備上或相同工裝夾具上完成,需要根據生產模式并結合機床設備及工藝裝備按照裝夾工藝規則重新規劃,例如,表1中所定義的f3和f4的工藝路線,至少分別需要使用車床和磨床兩種設備,故該零件至少需要完成兩次裝夾。
1.2 單件與批量生產裝夾工藝
根據文獻[8,9]提出外單位矢量判別工位的方法,可將零件各加工面劃分為三個工位,分別以P1、P2和P3表示,如式(1)所示。

相同工位的加工面可采用一次裝夾完成加工,考慮到機床設備及功能的不同,結合式(1)的工位劃分,在一般數控加工中,其裝夾工藝方案如圖2所示。

表1 精密軸套零件加工面的定義與工藝路線

表2 精密軸套零件的裝夾工藝
表2中,裝夾次序1、2和3分別與式(1)相對應,其車床設備多為中低檔數控車床。
在單件生產模式下,以工序集中為原則,要最大限度減少裝夾次數及使用機床設備和夾具裝置的數量,該件的單件生產模式下的裝夾工藝方案如表3所示。表3中,充分利用了數控車銑復合中心機床的車、銑、鉆和鏜孔功能,利用三爪卡盤對棒料毛坯所預留工藝凸臺進行一次裝夾,待工件所有表面加工預留了磨削余量后,再利用另一頭三爪卡盤裝夾,通過切斷車刀切斷工藝凸臺和鏜孔后,即可在磨床上進行第2次裝夾,整個加工工藝路線短、效率高。

表3 單件生產模式的裝夾工藝
在批量生產模式下,與單件生產模式相比,其毛坯選用鑄件,而單件生產選用棒料,因此35孔面的工藝路線在單件生產時是采用鉆、粗鏜和精鏜。批量生產模式下,其35孔面的工藝路線是粗鏜和精鏜,f4的粗車和精車工藝路線要分兩道工序完成,是以工序分散為原則,具體裝夾工藝規劃方案如表4所示。

表4 批量生產模式的裝夾工藝
根據以上單件和批量生產模式的裝夾工藝方案進行分析比較,為進一步分析44外圓柱面裝夾變形問題,下面通過三維有限元對其裝夾變形進行分析,以便得出合理的裝夾工藝方案。
2 三爪卡盤裝夾變形有限元分析
2.1 300N裝夾變形有限元分析
在數控車銑復合中心機床上采用氣動三爪卡盤,每個卡爪平均夾緊力為300N,其裝夾模型如圖2所示。圖2中,A、B、C和D是施加夾緊力,其中A處是對應13孔施加150N的鉆削力,B、C和D三處分別對應的是三個卡爪施加的300N,E面是端面約束面。該件的網格劃分如圖3所示,后面的網格劃分都按照此方式進行。
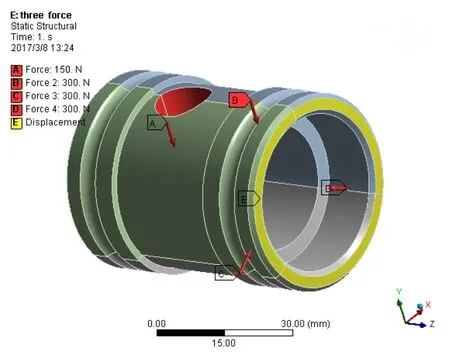
圖2 三爪卡盤300N裝夾模型

圖3 精密軸套零件網格劃分
精密軸套零件的材料定義分別為楊氏模量(Ex)E=209GPa,泊松比(NUXY)v=0.269,密度(DENS)ρ=7890kg/m3,經ANSYS12.0軟件對其應變分析,如圖4所示。

圖4 300N裝夾變形應變云圖
2.2 400N裝夾變形有限元分析
在中低檔數控車床和C6132車床上采用手動三爪卡盤,其夾緊力只能預估,假設每個卡爪按照400N力施加,如圖5所示。

圖5 三爪卡盤400N裝夾模型

圖6 400N裝夾應變云圖
2.3 三爪卡盤裝夾分析
根據以上300N和400N的裝夾變形分析,三爪卡盤的裝夾變形量遠小于被裝夾表面的設計精度要求,故在單件生產模式中無需預留工藝凸臺,可直接采用三爪卡盤裝夾。44外圓柱面相對于孔35軸線的同軸度0.03mm,無論是單件還是批量生產模式都是由最后一道工序磨削時芯軸夾具來保證。
3 鉆夾具裝夾變形分析與控制
3.1 V型塊裝夾變形分析

圖7 V型塊定位徑向裝夾模型
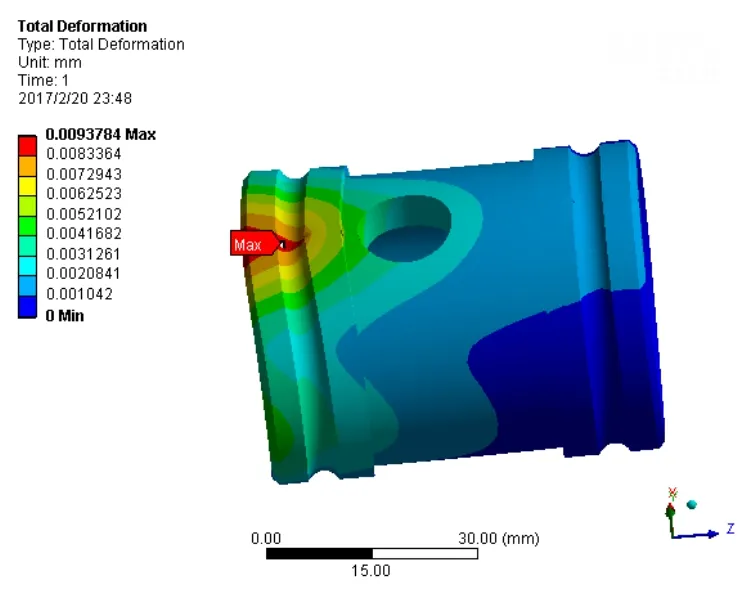
圖8 V型塊定位徑向裝夾變形應變云圖
圖8中,施加在f3和f4的半圓表面625N夾緊力的裝夾變形應變量為0.0098734mm,該值已大于該面設計精度要求的1/3,故采用V型塊定位徑向夾緊不滿足該件裝夾要求。
3.2 軸向夾緊裝夾變形分析
根據V型塊定位徑向裝夾變形量過大問題,提出采用軸向夾緊方式。軸向裝夾可采用約束對f1的端面和f5孔面,如芯軸夾具;或同樣采用f1的端面及f3和f4的半圓表面的約束,其夾緊力施加如圖9所示,經有限元分析后裝夾變形應變云圖如圖10所示。

圖9 軸向夾緊力施加模型
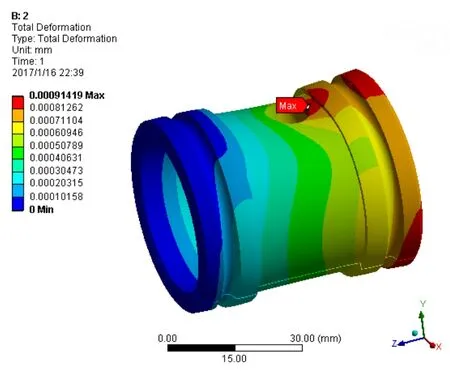
圖10 軸向夾緊力裝夾變形應變云圖
圖10中,施加在f2的端面夾緊力1250N裝夾變形應變量為0.00091419mm裝夾變形應變量,該值遠小于該面設計精度要求的1/3,故采用芯軸夾具或V型塊定位的軸向夾緊滿足該件裝夾要求。這是由于精密軸套件的軸向尺寸比徑向尺寸大,故而剛性強,軸向夾緊端面產生變形量小可有效控制鉆夾具裝夾變形。
4 實驗驗證
根據三爪卡盤和鉆夾具裝夾變形分析,經分析三爪卡盤可滿足裝夾需求,鉆夾具裝夾的徑向夾緊裝夾變形量大而不滿足要求,故采用可控制的軸向夾緊裝夾變形量的鉆夾具裝夾。以表2裝夾工藝方案為實驗對象,最終該件加工滿足圖紙設計要求,表2裝夾工藝方案被企業廣泛應用,可適用于單件和批量生產兩種模式,該件加工實物如圖11所示。

圖11 精密軸套件加工實物
5 結論
根據單件和批量生產模式裝夾工藝方案比較分析,通過三維有限元分析方法,分別對三爪卡盤裝夾和鉆夾具兩種方案裝夾變形分析,進而得出以下結論:
1)三爪卡盤從每個卡爪300N夾緊力增加到400N夾緊力時,通過三維有限元對精密軸套件被夾緊的關鍵外圓柱表面裝夾變形分析,其裝夾變形應變量只增加0.4um,故而在單件和批量模式下三爪卡盤都滿足裝夾要求。
2)在鉆夾具裝夾分析過程中,在同樣施加夾緊力的前提下,采用軸向夾緊力方向比徑向夾緊力方向的裝夾變形量小于近10倍左右,徑向夾緊裝夾變形量大而不能滿足裝夾要求,軸向夾緊變形量小可滿足裝夾要求。
3)采用中低檔數控車床三爪卡盤、軸向夾緊鉆夾具完成磨削前的裝夾工藝方案,適用于當前企業單件和批量生產兩種模式。
參考文獻:
[1]秦國華,吳竹溪,張衛紅.薄壁件的裝夾變形機理分析與控制技術[J].機械工程學報,2007,43(4):211-216+223.
[2]WU N H, CHAN K C, LEONG S S. Static interactions of surface contacts in a fixture-workpiece system[J].Internal Journal of Computer Applications in Technology,1997,10(3-4):133-151.
[3]王軍,耿世民,張遼遠,等.薄壁殼體件裝夾變形機理有限元分析與控制[J].兵工學報,2011,32(8):1008-1013.
[4]Prabhaharan G, Padmanaban K P, Krishanakumar R. Maching fixture layout optimization using FEM and evolutionary techniques[J].International Journal Advanced Manufacturing Technology,2007,32(11):1090-1103.
[5]Li X, Molfino R, Zoppi M. Fixture layout optimization for flexible aerospace parts based on self-reconfigurable swarm intelligent fixture system[J].International Journal of Machine Tool and Manufacture,2013,66(9):1305-1313.
[6]Chen W F, Ni L J, Xue J B. Deformation control through fixture layout design and clamping force optimization[J].International Journal Advanced Manufacturing Technology,2008,38(9):860-867.
[7]秦國華,趙旭亮,吳竹溪.基于神經網絡與遺傳算法的薄壁件多重裝夾布局優化[J].機械工程學報,2015,51(1):203-212.
[8]張國政,韓江.多工序加工系統的數控夾具設計應用研究[J].機械設計,2012,29(11):75-79.
[9]G Z ZHANG, Y Z ZHOU, J HAN, et al. The design of tutn- mill process planning for mass customization wheel rim[J].Key Engineering Materials,2016(693)2:936-943.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
