鋼軌焊前平直度研究
2018-04-16 08:35:11□黎偉
裝備機械 2018年1期
□黎 偉
武漢鐵路局武漢工務大修段 武漢焊軌基地 武漢 430050
1 研究背景
高鐵軌道幾何平順性對高鐵線路行車安全至關重要,其中鋼軌焊接接頭是高鐵軌道最薄弱的環節之一,尤其是接頭軌頂行車面的平直度,是影響高鐵軌道平順性的關鍵[1-2]。我國百米軌道的焊接工作均在焊軌基地進行,在焊軌基地將5根百米軌道焊接成500 m長鋼軌后,運輸到現場進行鋪設[3]。為了確保焊接接頭外觀質量,需要對待焊鋼軌進行合理選配,保證軌端外觀尺寸最相近的鋼軌進行配對焊接。在焊軌基地進行鋼軌選配時,主要參考項目有軌頭寬、軌底寬、軌高和斷面不對稱度[4-8]等。針對待焊鋼軌軌端的平直度,只規定了平直度的大小和方向,通常缺乏相應的選配標準規范[9]。
2 鋼軌焊前平直度測量
根據TB/T 1632.2—2014《鋼軌焊接 第2部分:閃光焊接》標準要求,鋼軌焊前應檢查端部平直度,并對鋼軌端部彎曲進行矯直或鋸切處理。根據TB/T 3276—2011《高速鐵路用鋼軌》標準,距軌端0~2 m部位的平直度要求見表1。這一標準規定針對距軌端0~2 m部位的平直度,應使用1 m直尺和2 m直尺配合塞尺進行測量。

表1 高速鐵路鋼軌軌端平直度要求
焊前檢查平直度使用1 m直尺,能得到平直度數據,但難以掌握平直度的趨勢和鋼軌軌端實際的平順性[10],不能準確地進行配對選擇。部分焊頭因焊縫附近平直度不良,需要進行多次冷矯直處理。矯直會導致在焊縫內部產生較大的殘余應力,使焊接接頭的力學性能降低,且多次矯直容易產生微裂紋[11]。個別焊頭因焊縫兩側平直度相差大,難以進行矯直處理,焊接接頭需要返工鋸切后重焊,這樣會使作業效率大為降低。為了能掌握焊前軌端平直度趨勢和實際的平順性,建議使用1 m電子平直尺代替1 m鋼直尺測量距軌端0~1 m部位的平直度,根據測量得到的平直度曲線來優化配對待焊鋼軌。
為了確保選配結果具有一般性,在焊軌基地生產線使用1 m電子平直尺測量軌端平直度,并根據進軌先后順序,以及焊軌基地生產流水線南北布局,對鋼軌進行配對焊接。百米軌道母材軌端與焊接接頭對應關系如圖1所示,由5根百米軌道母材焊接成500 m長鋼軌,共計有4個焊接接頭。焊接接頭由北往南依次編號為 WII8-1、WII8-2、WII8-3、WII8-4。編號為WII8-1的焊接接頭,由1號母材的南端和2號母材的北端配對焊接而成。

圖1 百米軌道母材軌端與焊接接頭對應關系
3 鋼軌焊接前后平直度對比
3.1 平直度曲線
焊接完成后,在時效處理場對配對形成的焊接接頭平直度進行測量。焊接接頭WII8-1與對應的配對兩軌端軌頂面平直度曲線如圖2~圖4所示。焊接流水線呈南北方向布置,平直度曲線水平軸的-500 mm處位于鋼軌的南端,根據圖1所示對應關系,選取圖2中0~500 mm段曲線與圖3中-500~0 mm段曲線配對組合,并與圖4曲線進行對比,如圖5所示。圖5中母材軌端組合曲線-500~0 mm段數據取自圖2中0~500 mm段曲線,0~500 mm段數據選取自圖3中-500~0 mm段曲線,上下限為焊接接頭成品檢驗軌頂面平直度合格標準[1,4-5]。
3.2 對比分析
由圖5可以看出,除去焊縫部位的平直度曲線部分,焊接接頭前后高度相近。焊接接頭平直度曲線除了焊縫部位,其余部位均小于0,最低點為-0.27 mm。為了使焊接接頭平直度在矯直、精銑后能達到標準[1,5],即在圖5中上下限區域內,在四向矯直工位需要對焊接接頭進行向上矯直處理,這會產生很大的拉伸塑性變形,導致內部殘余應力增大,降低焊接接頭的力學性能[11]。
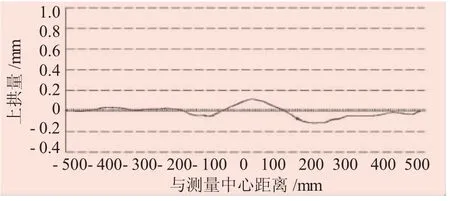
圖2 2號母材北端1 m軌頂面平直度曲線

圖3 1號母材南端1 m軌頂面平直度曲線

圖4 WII8-1焊接接頭軌頂面平直度曲線

圖5 配對組合平直度曲線
對比分析圖2~圖5,可以發現配對的母材軌端平直度曲線均為測量中心點高而兩端低,這樣導致配對焊接后平直度曲線整體低。例如,圖2中0~500 mm段0 mm處為最高點,其余部位均較低,配對焊接后導致圖4中焊接接頭-500~-50 mm段平直度曲線均小于0。母材軌端測量中心點處平直度數據越高,焊接接頭平直度曲線就越低,如果在四向矯直工位矯直時變形量過大,可能會造成焊接接頭斷裂。為了避免出現以上情況,配對母材端部0~1 m軌頂面平直度曲線應該呈現為測量中心點低而兩端高,即緩慢下凹的曲線。
4 平直度選配標準與驗證
根據上述分析結果,可以將焊前軌端1 m平直度檢查選配標準確定為:軌端1 m軌頂面平直度曲線為測量中心低、兩端高,整體呈下凹形。
根據選配標準配對的鋼軌軌端和對應的焊接接頭軌頂面平直度曲線如圖6~圖8所示。由圖6~圖8可以看出,WII8-2焊接接頭軌頂面平直度均大于0,焊縫中心兩側的平直度曲線基本對稱一致。為了使焊接接頭平直度達到標準要求,在矯直工位將圖8中軌頂面距焊縫中心0~500 mm部位適當下壓,再進行精銑。配對鋼軌軌端平直度曲線均為下凹形,母材軌端平直度極值為-0.154 mm和-0.122 mm,相差0.032 mm。在配對鋼軌軌端軌頂面平直度曲線均呈下凹形的前提下,配對軌端平直度數值不能相差太大,否則會出現焊接接頭焊縫中心兩側平直度高低不一致,進而導致四向矯直難以處理的情況。

圖6 3號母材北端1 m軌頂面平直度曲線

圖7 2號母材南端1 m軌頂面平直度曲線

圖8 WII8-2焊接接頭軌頂面平直度曲線
5 結論
由于1 m電子直尺只能測量距軌端1 m部位的平直度,因此對距軌端2 m部位的平直度仍需使用2 m直尺測量。為了精準科學地進行鋼軌焊前選配,建議研發自動測量裝備,使用紅外激光探頭等方式測量距軌端0~1 m、0~2 m部位的平直度,并形成平直度曲線,便于進一步選配。使用1 m電子直尺測量軌端0~1 m軌頂面平直度曲線,較為合理的平直度曲線為測量中心點低、兩端高,整體呈下凹形,最低處谷值應控制在-0.3 mm以內。配對焊接的軌端平直度不宜相差過大,建議相差量控制在0.1 mm以內。軌端側面工作邊的平直度選配標準也可使用類似方法得到。
[1] 高文會.鋼軌閃光焊接頭平直度控制技術[J].鐵道建筑,2010(9):103-107.
[2] 廣鐘巖,高惠安.鐵路無縫線路[M].4版.北京:中國鐵道出版社,2005.
[3] 于進學,季文玉.高速鐵路軌道平順性的維修管理[J].鐵道建筑,2004(9):63-65.
[4] 牛道安.提高鋼軌工廠焊接接頭可靠性的研究[J].鐵道建筑,2012(7):118-120.
[5] 王振強.鋼軌焊接接頭平直度曲線分析及控制[J].鐵道技術監督,2012,40(9):25-27.
[6] 鋼軌焊接第1部分:通用技術條件:TB/T1632.1—2014[S].
[7] 鋼軌焊接 第2部分:閃光焊接:TB/T1632.2—2014[S].
[8]黎偉.基于有限元的鋼軌廠焊感應加熱溫度場數值模擬[J].裝備機械,2017(1):43-46.
[9] 高速鐵路用鋼軌:TB/T3276—2011[S].
[10]丁韋,李力,宋宏圖,等.鋼軌焊接接頭平直度測量方法及分析[J].鐵道技術監督,2010,38(8):24-27.
[10]周建源,盛艷明.鋼軌端部壓力矯直工藝參數的計算方法[J].機械制造,2013,51(12):65-67.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
