磁粉探傷鋼軸表面裂紋智能識別方法研究
2018-04-23 12:09:23劉桂華康含玉
自動化儀表 2018年3期
牛 乾,劉桂華,康含玉
(1.西南科技大學信息工程學院,四川 綿陽 621010;2.特殊環境機器人技術四川省重點試驗室,四川 綿陽 621010)
0 引言
目前,圖像處理技術被廣泛應用于全自動熒光磁粉識別系統[1-3]。陳林宇等使用磁痕裂紋的幾何特征結合支持向量機(support vector machine,SVM)分類器,對工件進行分類。王姮等利用分形維數理論對磁痕圖像進行識別。張家棟等采用顏色成分法進行軸承檢測[4]。厲榮宣等結合Canny算子和形態學知識來檢測軸承表面裂紋[5]。以上的識別方法都建立在對磁痕裂紋圖像分割的基礎上。分割對分類器的識別率有較大的影響。在實際應用中,金屬表面反光嚴重影響圖像質量。磁痕裂紋圖像的分割很難實現。這就造成了分類器的識別率較低。
針對以上方法中存在的問題,本文設計了一套更為完善的智能識別系統,并將其應用于鋼軸表面缺陷識別。
1 檢測系統設計
傳統的半自動磁粉探傷設備包括上料、工件自動定位、工件磁化自動化、磁懸液噴灑等流程,經人工識別工件是否存在缺陷。本系統在傳統半自動化探傷機
的基礎上,對識別階段進行改造。利用固定在旋轉平臺周圍的工業相機獲取磁痕圖像。利用圖像處理算法對磁痕圖像完成預處理,去除圖像中存在的噪聲和反光。針對磁痕圖像難以分割的特點,本系統不采用提取缺陷區域特征的方法,提取工件區域圖像的整體特征,而是根據這些特征參數對磁痕圖像進行分類。算法主要包括磁痕圖像的預處理階段、特征提取階段、缺陷識別階段。
半自動磁粉探傷檢測系統流程如圖1所示。
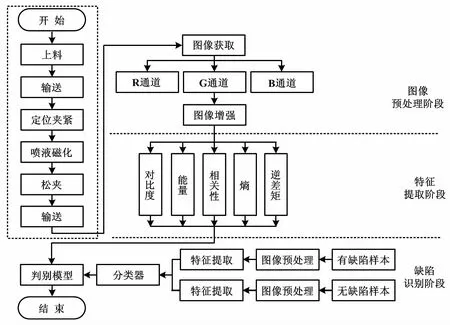
圖1 檢測系統流程圖 Fig.1 Flowchart of detection system
1.1 硬件部分檢測流程
系統硬件主要完成工件的磁化,以及圖像的采集工作,硬件的具體設計流程如下。
①機械臂自動抓取工件,并經定位夾輸送至磁化平臺。
②磁化裝置磁化已固定的工件,同時磁懸液自動噴灑裝置將磁懸液均勻噴灑至鋼軸表面,使鋼軸與磁懸液充分接觸。
③定位夾將工件輸送至旋轉平臺,并啟動旋轉平臺。在紫光燈的照射下,工業相機開始對鋼軸進行圖像采集。
1.2 算法設計與實現
工業相機采集到工件的圖像后,需要通過計算機對采集到的圖像進行處理。算法包括圖像的預處理、工件區域的特征提取、缺陷工件的自動識別3個階段。
1.2.1 圖像的預處理階段
磁痕圖像是在暗室環境中紫光燈的照射下由工業相機采集獲得。金屬表面用熒光磁粉磁化后,在在紫光燈照射下會出現一道比較明顯的反光區域,嚴重影響圖像的成像質量。采用傳統消除金屬表面反光方法時,在工業相機鏡頭前安裝濾光片,以削弱金屬表面的反光,但是在實際使用過程中,效果并不明顯。濾光片在削弱反光的同時,降低了圖片整體的對比度。本文針對黃綠色的反光,提出了將RGB通道進行分離的方法。與其他兩個通道相比,分離出的G通道有效削弱了反光區域,但圖像的對比度不夠明顯。為此,要使用圖像增強算法對G通道進行增強處理。
傳統的圖像增強算法,如線性對比度拉伸、直方圖均衡法沒有考慮到局部信息,使得一些噪聲過度加強。自適應對比度增強算法可以有效地避免以上缺點。自適應對比度增強算法采用反銳化掩模技術。首先圖像被分成兩部分,低頻的反銳化掩膜部分和高頻部分,使用原圖減去反銳化掩膜得到圖像的高頻部分;然后圖像的高頻部分被放大并加到反銳化掩膜中,得到增強圖像。對于圖像的某一具體灰度像素值,以像素值(i,j)為中心,窗口大小為(2n+1)×(2n+1)的區域,計算局部平均值和方差[6],分別如式(1)~式(2)所示。式(3)表示像素(i,j)對應的增強后的像素值。
(1)
(2)
f(i,j)=mx(i,j)+C[x(i,j)-mx(i,j)]
(3)
1.2.2 工件定位
為了減小磁痕圖像在特征提取過程中的計算量,本文使用基于灰度信息的模板匹配方法確定目標物體在磁痕圖像中的具體位置。針對基準圖像某一區域內各點的灰度值,利用相似性算法找出區域與參考圖像的對應關系,完成基準圖與目標圖的匹配,實現物體的定位。基于灰度信息的圖像匹配原理如圖2所示。
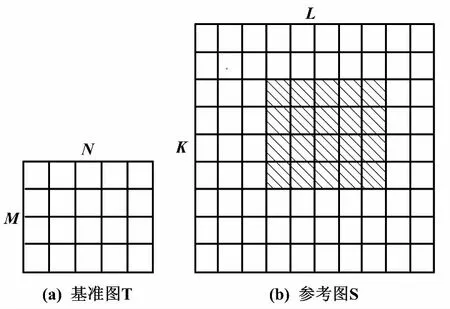
圖2 基于灰度信息的圖像匹配原理圖 Fig.2 Image matching principle based on grayscale information
基準圖的大小為M×N,參考圖的大小為K×L。將基準圖在參考圖上移動,基準圖下覆蓋的搜索區域為子圖Si,j。其中,(i,j)為像點左下角在參考圖中的坐標。
本文通過使用歸一化相關算法計算基準圖與參考圖的互相關值,從而確定匹配的程度。其計算過程如式(4)所示。
(4)
如果NC(i,j)的值越大,則說明搜索圖上(i,j)位置與基準圖越相似;NC(i,j)值為1,則說明(i,j)即為匹配位置。在實際應用中,由于基準圖和參考圖兩者之間對應像素的灰度值并不絕對相等,因此找不到NC為1的位置。本文識別算法具有比較高的準確性和適用性,且不受圖像灰度值線性變換的影響。在實際使用中,為了克服圖像中的自相關值和位置確定難等問題,先對圖像進行邊緣處理,提高了目標位置的定位精度。當圖像中像點高度相關時,兩幅圖的相關性實際上是輪廓信息的相關性。
1.2.3 工件特征提取
在確定了目標物體的位置之后,對目標進行特征提取。工件特征反映了原圖像中的重要信息和主要特性。圖像特征具有以下特點:抽象性、敏感性、完整性、唯一性、幾何不變性。本文針對目標物的特點提取特征。紋理特性是描述圖像的重要屬性。灰度共生矩陣是圖像紋理常用的統計分析方法之一。灰度共生矩陣把圖像像素值作為紋理基元,用像素的位置和灰度表示基元特征。
通過求取特定距離和特定方向的像素從某一灰度到另一灰度的概率,來反映了圖像在變化方向、變化幅度以及變化快慢等信息。但灰度共生矩陣不能直接提供區別紋理的特征。所以在實際使用過程中,需要進一步通過從灰度共生矩陣中提取出能夠唯一性描述圖像紋理特征,來定量表述圖像的紋理特性。
為了方便描述圖像,灰度共生矩陣元素用歸一化的概率值表示為:
(5)
為了對獲取到的磁痕圖像進行唯一性的描述,使用以下幾個特征量。
①對比度。在本試驗中,對比度可理解為磁痕圖像的清晰度。磁痕圖像紋理的清晰程度對比體現了圖像中近鄰像素之間的反差。磁痕圖像的紋理變化越大,圖像的紋理溝紋越深,對比度的取值就越大,磁痕圖像對于人眼的視覺效果越好。其定義如式(6)所示:
(6)
②能量。能量用來度量磁痕圖像灰度分布的均勻性。對于圖像中的勻質區域,灰度共生矩陣的元素集中于主對角線分布,大部分的像素的取值相同或相近,圖像的局部區域得到的是比較均勻的灰度分布。紋理較粗糙的區域中含有的能量較多,紋理較細的區域中則含有的能量較少。其定義如式(7)所示:
(7)
③相關性。相關性是灰度共生矩陣中元素行或列方向關聯程度的度量。若圖像具有在水平方向上的紋理特性,則水平方向的相關值會高于其他方向的相關值。其定義如式(8)所示:
(8)
④熵。熵可用來描述磁痕圖像具有的信息量。紋理信息是圖像信息的一種。若磁痕圖像中的熵值較大,則圖像中分布著較多細小的紋理;若磁痕圖像的熵值較小,則圖像各點像素值差別較大,圖像中有較少紋理分布。其定義如式(9)所示:

(9)
⑤逆差矩。逆差矩用來度量圖像像素值分布的平滑程度,表征了磁痕圖像紋理的規則程度。對于圖像中的勻質區域,紋理比較規則,矩陣中的元素主要集中在對角線上,其逆差矩較大;對于圖像中的非勻質區域,矩陣中的元素不集中在對角線上,其逆差矩較小。其定義如式(10)所示:
(10)
1.2.4 分類器設計
反向傳播(back propagation,BP)神經網絡是一類廣泛應用的前饋型神經網絡,輸出層與輸入層之間包含若干隱藏層。理論上,含有兩個隱層的神經網絡可以實現任意函數,在圖像識別中具有廣泛的應用。BP神經網絡以前饋方式形成耦合關系,同層神經元之間不存在連接關系。當網絡設定后,給神經網絡輸入一組初始化權重,網絡由輸入層傳入隱層,再由隱層逐層處理后送至輸出單元,由輸出層單元處理之后得到一個輸出模式。如果輸出響應與輸出模式之間有誤差且不滿足要求,則通過誤差的反向傳播實現權值的修正和優化。算法實現如下。
①輸入訓練樣本集合。
②對每個訓練樣本x:設置對應的輸入激活ax,1。
③前向傳播:對每個訓練樣本,計算zx,l=ωlax,l-1+bl和ax,l=σ(zx,l)。
④輸出誤差δx,L=aCx⊙σ′(zx,L)。
⑤反向傳播誤差:對每個l=L-1,L-2,…,L-n,δx,L=[(ωl+1)Tδx,l+1]⊙σ′(zx,l)。

2 試驗結果分析
2.1 試驗驗證
本試驗測試使用的計算機,其CPU為Intel i5-4460,運行內存為8 GB,相機使用大恒水星系列MER-500-14 GC,試驗樣本數為1 000。根據以上設計思路,針對鋼軸工件,模擬生產現場環境搭建試驗平臺并采集磁痕裂紋圖像。旋轉平臺的旋轉速度可以通過編碼器控制。
2.2 結果分析
樣本隨機抽取情況如表1所示。試驗樣本總數為1 000個,其中良品為510個、次品為490個。
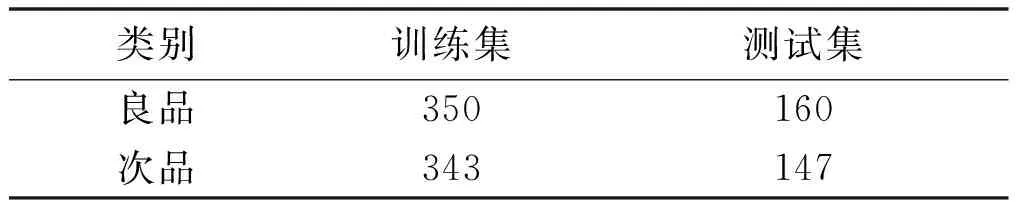
表1 樣本隨機抽取情況Tab.1 Randomly selected samples
對1 000個樣本提取特征并計算各個特征的平均值,樣本特征參數如表2所示。
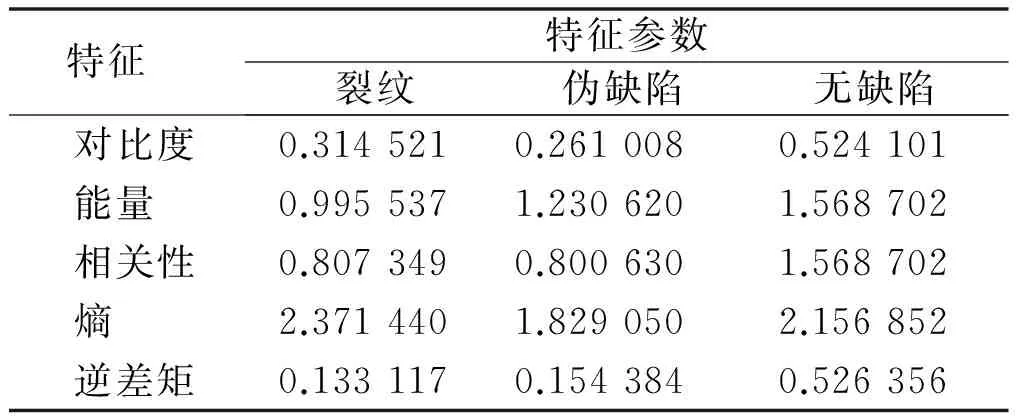
表2 樣本特征參數Tab.2 Characteristic parameters of samples
為驗證分類器的性能,同時對比神經網絡、支持向量機、邏輯回歸分類的準確率,通過增加訓練樣本數量以及調整正則化參數,驗證分類器的算法的穩定性。訓練集與測試集的數量按照7∶3的原則進行測試,得到的訓練樣本數與分類器識別率關系如圖5所示。
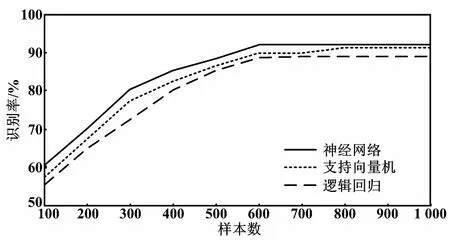
圖3 樣本數與識別率關系圖 Fig.3 Relationship between the number of samples and the recognition rate
從圖3可知,神經網絡分類器的準確率要高于邏輯回歸和支持向量機。隨著樣本數的增多,檢測率也會隨之上升,但當樣本數增加到一定程度時,識別率并無明顯上升趨勢。現有磁痕裂紋織識算法對比如表3所示。
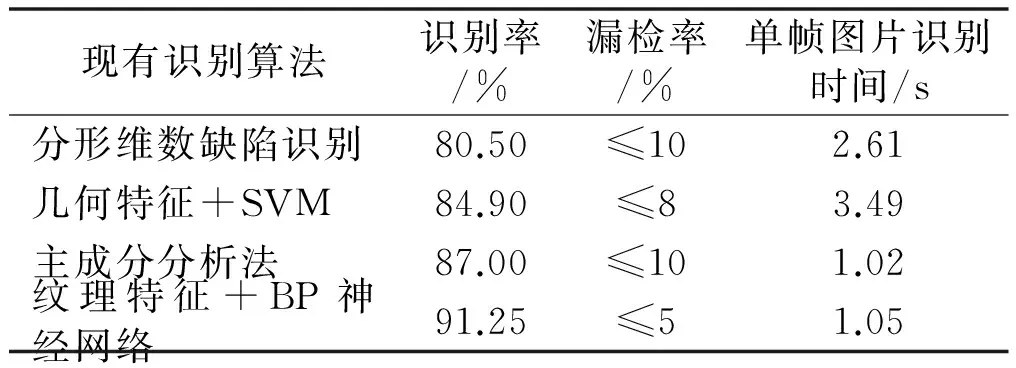
表3 現有磁痕裂紋識別算法對比Tab.3 Comparison of existing magnetic crackrecognition algorithms
和目前已經存在的磁痕裂紋識別算法相比,本系統在識別率優于以上三種識別算法,在漏檢率方面低于5%,在單幀圖片算法識別速度上和主成分分析裂紋識別算法相近。
3 結束語
本文對磁痕缺陷圖像自動分類識別算法進行了研究。首次提出將紋理特征[6-12]應用于磁痕圖像的特征提取,同時在預處理階段通過彩色圖像通道分離,解決了金屬表面反光對圖像質量的影響。通過模板匹配技術加快了目標定位的速度。試驗表明,該檢測方法對
于鋼軸工件表面缺陷識別率高達91.25%,能夠滿足實際生產過程中的需要,檢測速度快且無需人為干預,降低了檢測成本,具有一定的研究意義和使用價值。
參考文獻:
[1] 李家偉.無損檢測手冊[M].2版.北京:機械工業出版社,2011.
[2] 陳林宇,劉桂華.基于磁粉探傷的柱形工件裂紋自動檢測方法[J].軸承,2017(3):45-49.
[3] 王姮,卜燕.基于分形維數的磁痕圖像缺陷檢測[J].計算機應用研究,2015,32(2):603-605.
[4] 張家棟,張強,霍凱.圖像處理在軸承熒光磁粉探傷中的應用研究[J].計算機技術與發展,2009(8):216-219.
[5] 厲榮宣.工件表面裂紋機器視覺檢測研究[D].上海:上海應用技術學院,2015.
[6] 周金偉.自適應局部圖像增強技術研究[D].長沙:國防科學技術大學,2010.
[7] 謝鳳英.數字圖像處理及應用[M].北京:電子工業出版社,2014.
[8] 張李秋.一種基于紋理特征提取的圖像檢索方法[D].成都:電子科技大學,2000.
[9] 李楠.基于方向濾波器組的紋理特征提取及識別研究[D].西安:西安電子科技大學,2007.
[10]胡清平,張建偉.紋理分析在紅外目標識別中的應用[J].光學與光電技術,2009(5):42-45.
[11]謝世朋.紋理的特征提取與分類研究[D].合肥:安徽大學,2000.
[12]潘昊,吳尚,鐘珞.一種采用拆分組裝構造神經網絡的新途徑[J].計算機工程,2005(3):161-162.
猜你喜歡
艦船科學技術(2022年15期)2022-09-14 09:21:50
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
電子制作(2019年15期)2019-08-27 01:12:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年19期)2018-11-14 02:37:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
自動化學報(2017年11期)2017-04-04 02:52:58
噪聲與振動控制(2015年4期)2015-01-01 07:08:21
建筑材料學報(2014年3期)2014-03-11 17:08:02
