發(fā)電機(jī)轉(zhuǎn)子磁瓦脹形外模制造工藝工裝設(shè)計(jì)
2018-05-04 08:40:25高立義
機(jī)械設(shè)計(jì)與制造工程 2018年4期
關(guān)鍵詞:設(shè)計(jì)
高立義
(1.廣州科技職業(yè)技術(shù)學(xué)院自動(dòng)化工程學(xué)院,廣東 廣州 510550) (2.廣東省智能制造公共實(shí)訓(xùn)中心,廣東 廣州 510550)
1 磁瓦成形要求
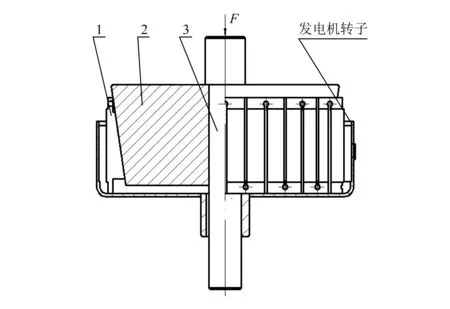
某公司生產(chǎn)的數(shù)碼發(fā)電機(jī)轉(zhuǎn)子如圖1所示。轉(zhuǎn)子生產(chǎn)的主要工藝流程是:轉(zhuǎn)子外殼沖壓成形及金加工—貼磁瓦—脹壓成形—?jiǎng)悠胶庠囼?yàn)。磁瓦脹壓成形的形位及尺寸精度如圖1所示。
1—轉(zhuǎn)子外殼;2—磁瓦;3—搭子 圖1 發(fā)電機(jī)轉(zhuǎn)子結(jié)構(gòu)圖
為滿足大批量生產(chǎn)和脹壓成形的技術(shù)要求,經(jīng)多次試驗(yàn),設(shè)計(jì)并制造了磁瓦脹形模[1]。生產(chǎn)中脹形模裝在氣動(dòng)壓床上,當(dāng)轉(zhuǎn)子內(nèi)腔涂膠并貼上磁瓦后,立即放入定位裝置(圖中未示出),由氣動(dòng)壓床驅(qū)動(dòng)模具脹壓磁瓦并成形。
2 脹形模技術(shù)分析
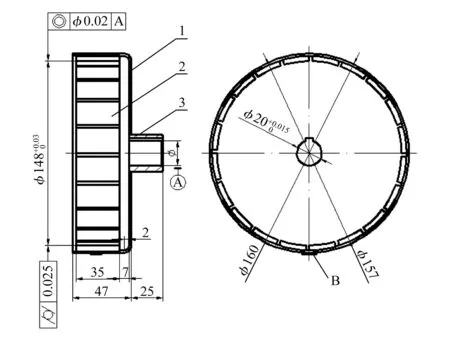
如圖2所示,脹形模由外模1、芯模2、芯軸3組成,其中芯模和芯軸為過盈配合。
1—外模;2—芯模;3—芯軸 圖2 脹形模工作結(jié)構(gòu)圖
2.1 外模基本結(jié)構(gòu)
如圖3所示,外模是一個(gè)內(nèi)部為錐孔結(jié)構(gòu)的彈性筒體,36條1.5mm寬的槽沿周向均勻分布,將筒體分為36塊模瓦,各模瓦的結(jié)構(gòu)剛度相同,材料為65Mn。
2.2 脹形模工作過程
生產(chǎn)中芯模2通過芯軸3裝在氣動(dòng)壓床主軸上,定位裝置裝在壓床工作臺(tái)上;當(dāng)發(fā)電機(jī)轉(zhuǎn)子內(nèi)腔粘貼滿磁瓦并被置于V形定位裝置后,快速插入外模,氣動(dòng)壓床立即驅(qū)動(dòng)脹形模的芯模2,脹壓磁瓦并使其成形。為使外模1在該過程中能快速插入轉(zhuǎn)子內(nèi)腔且形變量最小,設(shè)計(jì)外模工作柱面在自由狀態(tài)下的尺寸為φ146mm,其最終成形尺寸為φ148mm。
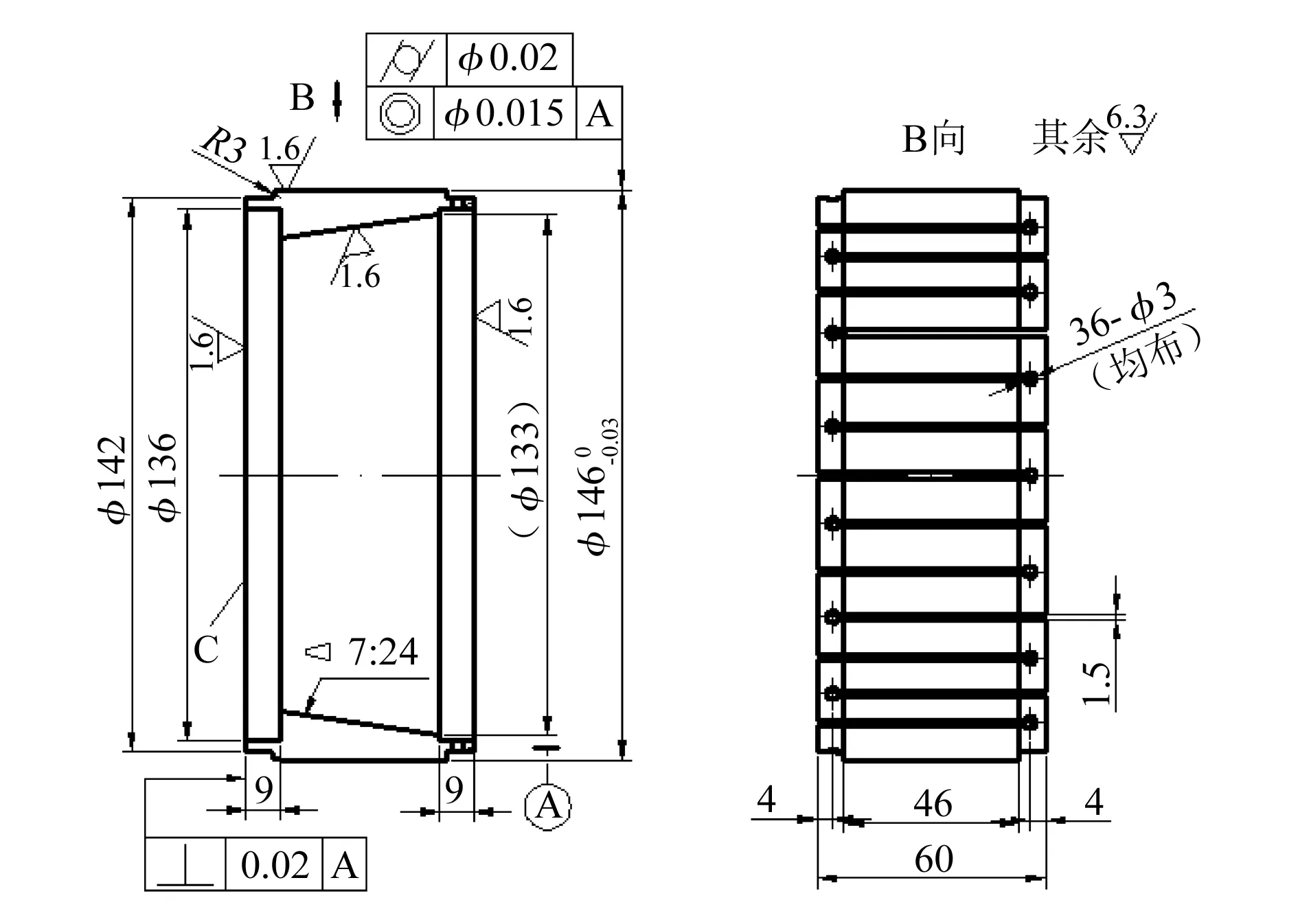
圖3 外模
3 精磨夾具設(shè)計(jì)
3.1 基本結(jié)構(gòu)設(shè)計(jì)
外模是錐孔結(jié)構(gòu)的彈性筒體,精磨外圓需要采用內(nèi)脹定心裝夾方式,基于外模的結(jié)構(gòu)特征和精磨外圓的工藝特點(diǎn),設(shè)計(jì)如圖4所示的精磨夾具。考慮到精磨工序是在脹壓狀態(tài)下進(jìn)行,為使外模在脹壓成形的最終時(shí)刻能重復(fù)獲得其在精磨外圓工序中的脹壓狀態(tài)及尺寸,設(shè)計(jì)中,通過對(duì)圖2所示脹形模的芯模芯軸增設(shè)夾緊機(jī)構(gòu),將它們分別設(shè)計(jì)為精磨夾具的錐芯3和定心軸4。
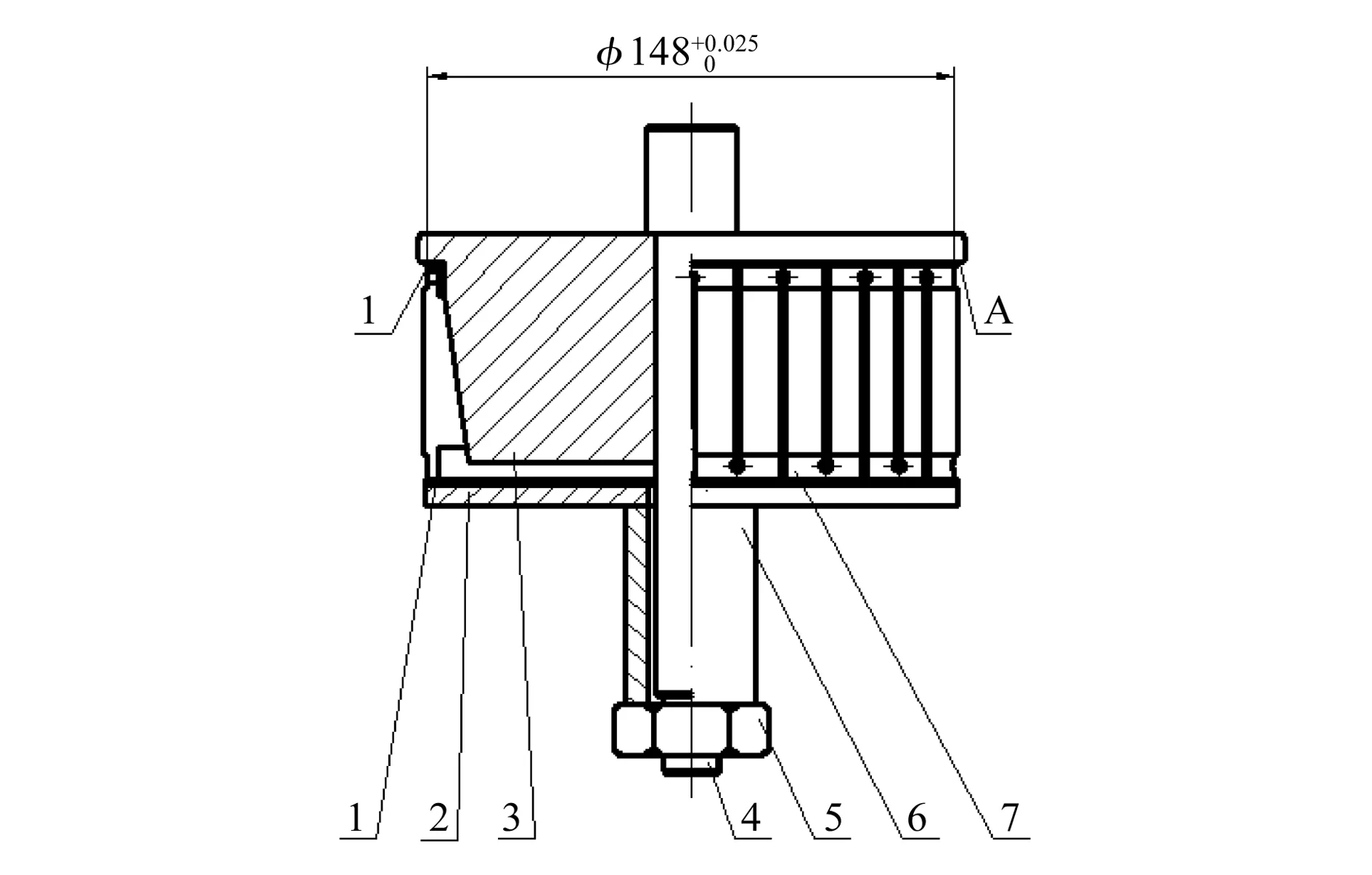
1—紫銅墊;2—壓板;3—錐芯; 4—定心軸;5—螺母;6—長墊;7—外模 圖4 內(nèi)脹定心夾具
3.2 定位元件設(shè)計(jì)
根據(jù)工件定位基準(zhǔn)特征,設(shè)計(jì)圖4中錐芯3(錐度與外模錐孔相同)為夾具對(duì)外模的定位元件,圓錐面定4點(diǎn),A端面定1點(diǎn):設(shè)計(jì)定心軸4兩端中心孔為機(jī)床對(duì)夾具的定位元件,其左端中心孔限制夾具相對(duì)機(jī)床沿X,Y,Z3個(gè)方向的移動(dòng),右端中心孔限制其繞X軸和Y軸的轉(zhuǎn)動(dòng)。
3.3 夾緊機(jī)構(gòu)設(shè)計(jì)
設(shè)計(jì)定心軸下端螺旋夾緊機(jī)構(gòu),其中M12為工藝性結(jié)構(gòu),外圓磨削結(jié)束即切除。實(shí)踐中存在錐芯3的A端面對(duì)定心軸4軸線的垂直度誤差δ1、外模7定位端面對(duì)圓錐面軸線的垂直度誤差δ2、外模兩端面的平行度誤差δ3,極端情況下:
(1)
式中:δ為工件及夾緊機(jī)構(gòu)的裝夾要素在夾緊方向的位置誤差總值;H為工件夾緊方向的長度;D為工件定位面的直徑。
δ的存在嚴(yán)重影響外模在精磨中軸向夾緊效果。針對(duì)這種情況,設(shè)計(jì)紫銅墊1,裝夾時(shí)通過紫銅墊1的彈塑性變形,實(shí)現(xiàn)各片模瓦的軸向夾緊。
生產(chǎn)中,δ的存在還影響模具在磁瓦成形中的工作精度,因此其值應(yīng)控制在允許范圍內(nèi)。
3.4 限位結(jié)構(gòu)設(shè)計(jì)
在磨削裝夾和磁瓦成形中,外模與錐芯3(芯模2)為錐面軸向動(dòng)配合,工作柱面的徑向尺寸和形狀由兩者軸向相對(duì)位置決定。為保證外模最終成形的形狀精度和尺寸精度,將柱面的成形尺寸設(shè)計(jì)為精磨外圓的工藝尺寸d。
為實(shí)現(xiàn)設(shè)計(jì)要求,在錐芯3的大端設(shè)計(jì)限位面A。精磨時(shí),當(dāng)外模處在圖4所示限位裝夾狀態(tài),柱面的測量尺寸等于尺寸d加精磨余量;成形中,當(dāng)芯模限位面A觸及外模大端面,工作柱面即可準(zhǔn)確獲得尺寸d。
考慮到A既是磁瓦成形的限位面,又是精磨裝夾的第一定位基準(zhǔn)面,如前所述,為減少誤差δ,限位面A必須垂直于定心軸軸線。
4 工藝設(shè)計(jì)
4.1 主要技術(shù)要求
外模是脹形模的主要零件,精磨外圓是外模加工的關(guān)鍵工序。加工中,外模在獲得工藝尺寸φ148mm的同時(shí),還要獲得自由狀態(tài)下的最大尺寸φ146mm,并保證其在限位裝夾狀態(tài)下工作柱面的尺寸精度和形狀及位置精度(如圖3及圖4所示)。
4.2 工藝流程
外模是單件生產(chǎn),綜合考慮其技術(shù)要求和生產(chǎn)條件,設(shè)計(jì)工藝流程[2]如下:下料—粗車內(nèi)錐孔及外圓—掉頭車C端內(nèi)外圓及工藝夾位(圖3未示出)—鉆36個(gè)φ3mm孔—淬火處理—粗磨內(nèi)外圓—線切割36個(gè)1.5mm寬槽—精磨錐孔及端面—半精磨外圓—配磨夾具錐芯3的錐度及尺寸—切除C端工藝夾位—精磨外圓及C端面—切除夾具定心軸4的螺紋結(jié)構(gòu)。
4.3 主要工序工藝
為保證外模在精磨工序中工作柱面同時(shí)獲得限位狀態(tài)下的成形尺寸φ148mm和自由狀態(tài)尺寸φ146mm,設(shè)計(jì)磨削工藝和參數(shù)如下:
1)夾C端工藝夾位,精磨錐孔及端面,控制錐孔大端尺寸φ133mm。
2)半精磨外圓,控制自由狀態(tài)下的測量尺寸φ146.3mm。
3)配磨夾具錐芯錐度及尺寸,在圖4所示限位裝夾狀態(tài)下,工作柱面的測量尺寸為φ148.3mm。
4)切除C端工藝夾位。
5)按圖4所示限位裝夾,芯軸兩端中心孔定位,精磨外圓至φ148mm,保證尺寸精度、圓柱度和同軸度;精磨C端面,保證垂直度。
6)切除定心軸的螺紋結(jié)構(gòu)。
5 結(jié)束語
本文通過分析外模結(jié)構(gòu)的幾何特征、主要尺寸及技術(shù)要求,設(shè)計(jì)了外模加工工藝流程和關(guān)鍵工序的工藝工裝,使外模工作柱面在精密磨削中同時(shí)獲得限位狀態(tài)下的成形尺寸和自由狀態(tài)尺寸;設(shè)計(jì)裝夾和成形兩用限位面A,保證了模具成形尺寸的重復(fù)精度。生產(chǎn)實(shí)踐表明,該工藝工裝完全保證了外模加工的技術(shù)要求。
參考文獻(xiàn):
[1] 高立義.數(shù)碼發(fā)電機(jī)轉(zhuǎn)子磁瓦脹形模及定位裝置設(shè)計(jì)[J] .熱加工工藝,2013,42(7):212-213.
[2] 趙福如.金屬機(jī)械加工工藝人員手冊(cè)[M].上海:上海科學(xué)技術(shù)出版社,2006.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
