喜河水電廠1號機組上端軸同軸度偏心分析處理
2018-05-04 09:38:47田峰
西北水電 2018年2期
關鍵詞:測量
田 峰
(陜西漢江投資開發有限公司喜河水力發電廠,陜西省石泉縣 725271)
1 工程概述
喜河水電廠安裝3臺單機容量為60 MW的軸流轉槳式機組,發電機型號為SF60-52/9500,水輪機型號為ZZD394-LH-580,由東方電機生產制造。機組采用分段主軸結構,水輪機主軸下接轉輪,上接發電機主軸,主軸長度5 965 mm。主軸為中空結構,中心布置有內油管和外油管2根同心操作油管。發電機是具有上導軸承的半傘型結構,發電機上端軸連接在發電機轉子上端面上。上端軸為圓管式結構,下端面為一體式法蘭,中部為熱套安裝的滑轉子。滑轉子外表面與上導軸承配合工作,維持發電機在一定的中心位置運轉并承受徑向力。內壁與油槽擋油桶配合,維持軸承潤滑動、靜油位。
2 問題發現及原因
(1) 在設備檢修維護中發現上導軸承測量數據偏大、軸承溫度偏高,發現上導軸承油槽甩油。在機組A級檢修中,發現上端軸上端加工面與下段工作面同心度存在較大偏差,導致上導擺度數據偏大[1]。
(2) 1號機經過加裝接油槽和下降油位等措施,甩油現象逐漸減小,隨著機組運行擺度及振動的變化,仍有少量甩油現象。經過改進處理后,A級檢修實測上導擋油桶底部和主軸間隙仍有偏心[2],通過盤車再次確認,發現問題出現在上端軸滑轉子的圓度上,為了機組在平時運行時能夠準確地監視數據,徹底解決上導油槽甩油現象,對上端軸進行返廠處理。
3 同軸度偏心測量數據分析
在喜河水電廠1號機組A級檢修過程中,經現場試驗及實際測量證明,上導軸領上端加工面(即通常所用的上導擺度測量段)與下段工作面存在不同心問題。具體情況從以下幾點分析。
3.1 低轉速下上導擺度對比監測
在現場實際試驗測量過程中,分別在上導軸領上端加工面(即擺度探頭測量段)、軸領下段工作面(上部、中部、下部)和上端軸頂端架設百分表[3](見圖1),并在機組低轉速情況下監測擺度變化情況,理論上各點擺度應大致相同,但經實際測量發現其各點擺度如表1所示[4]。
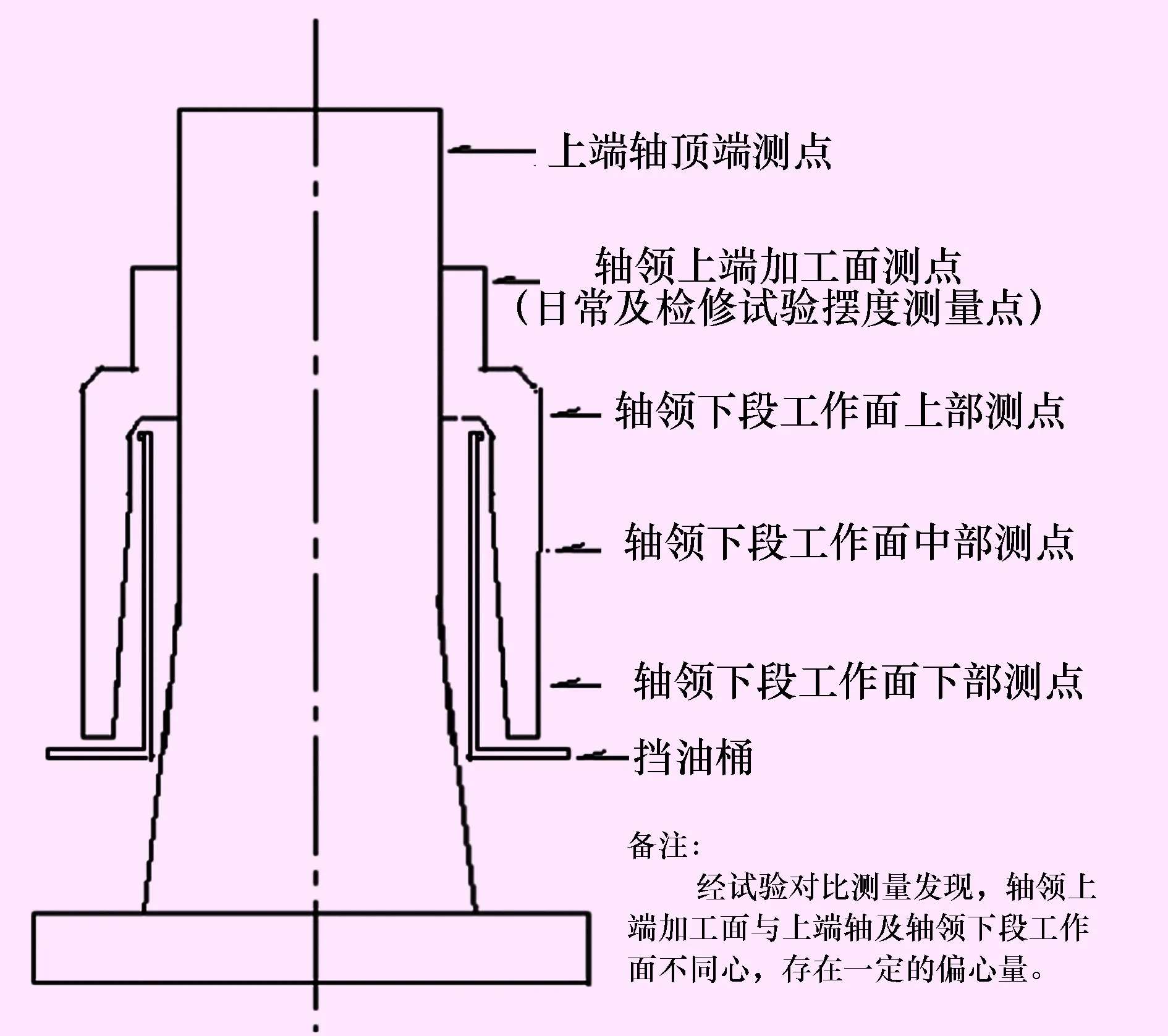
圖1 上端軸結構及布置測量圖
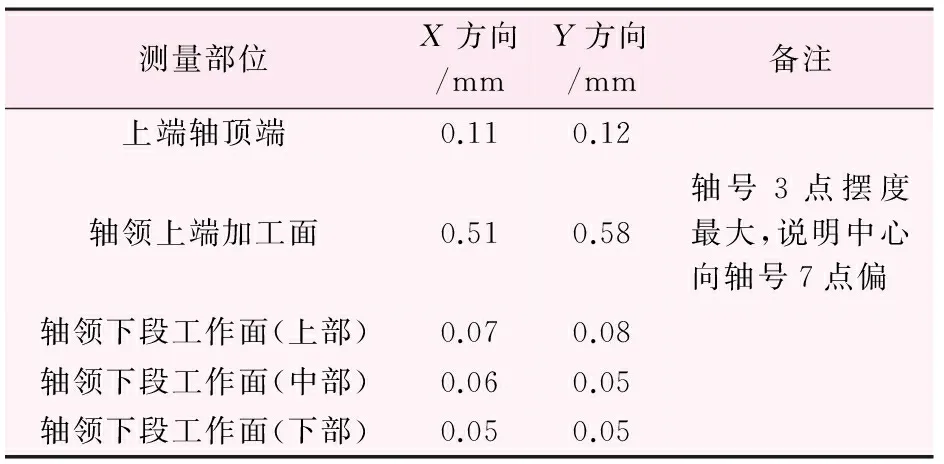
測量部位X方向/mmY方向/mm備注上端軸頂端0.110.12 軸領上端加工面0.510.58軸號3點擺度最大,說明中心向軸號7點偏軸領下段工作面(上部)0.070.08 軸領下段工作面(中部)0.060.05 軸領下段工作面(下部)0.050.05
3.2 同心度裝配尺寸測量
對上導軸領肩部寬度進行測量發現,最大偏差處軸號3點寬度為114.30 mm、7點寬度為114.14 mm,從數據的趨勢上也可判斷軸線中心偏向了軸號7點處。具體測量數據見圖2。
3.3 變轉速下上導擺度對比監測
經初步確認上導軸領上端加工面存在偏心問題后,決定在各個轉速狀態下進一步對上導擺度進行對比監測。此次在上端軸設3處測點,上導軸領上端加工面及上端軸頂端分別在+X、+Y方向設擺度探頭,軸領下段工作面-X、-Y方向設百分表[5]。對比試驗結果見表2所示。
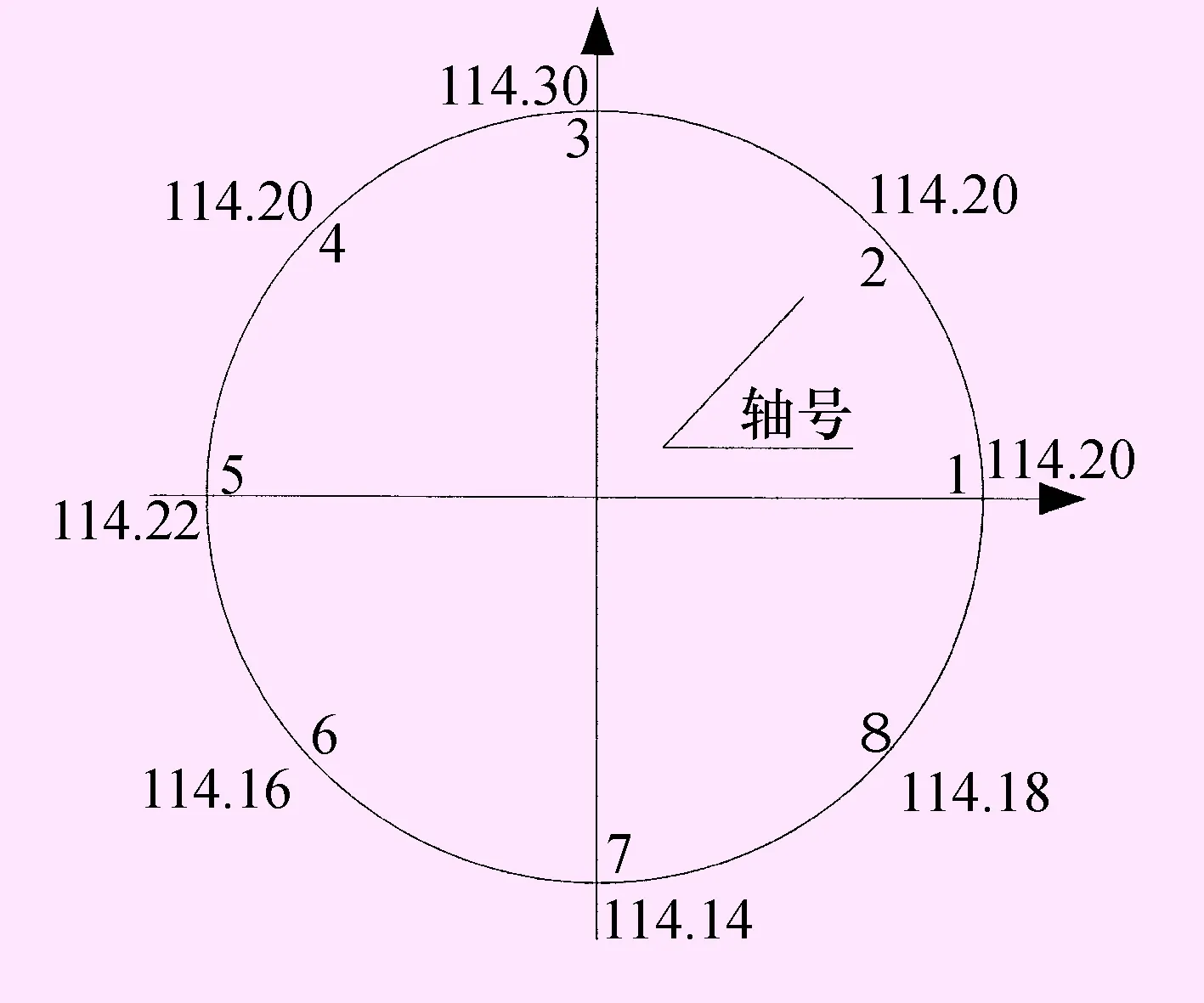
圖2 上導軸領測量示意圖 單位:mm

/μm
從表2試驗數據中能看到,軸領上端加工面擺度較大。
3.4 上導擺度穩定性試驗對比監測
穩定試驗過程中,分別在上端軸頂端、上導軸領上端加工面及下段工作面分別架設擺度探頭。在各試驗運行工況下,上端軸頂端擺度始終顯示在0.25~0.45 mm區間、上導軸領上段加工面擺度始終顯示在0.50~0.80 mm區間、而上導軸領下段工作面擺度卻顯示在0.10~0.35 mm區間。此數據顯示軸領上端加工面存在不同軸偏心問題。
3.5 上導擋油桶底部和主軸間隙測量
實測上導擋油桶底部和主軸間隙存在1 mm偏心,滑轉子與擋油桶配合間隙設計為5 mm。1 mm的偏差對5 mm的設計間隙是20%的影響,造成大軸和油槽偏心,在機組運行時產生離心作用,所以,導致油槽甩油。
3.6 分析對比
通過上述數據的分析和對比,斷定軸領上端加工面即存在偏心問題。這就不能真實地反映上導軸線的真實擺度,機組擺度的測量主要以監視軸線在各點處位移量為基準,而上導軸領上端加工面本身加工精度不夠,只能間接地反映上導擺度,以其作為上導擺度測量基準就不能真實地對其進行測量和監視。同時,確定了上端軸滑轉子偏心,也就找出了上導油槽甩油的原因。
4 處理結果
4.1 上端軸加工處理及問題解決
1號機組A級檢修將上端軸拆除后返廠,對上端軸圓度進行再次的復測,圓度在0.3 mm之內,符合設計要求。按圖紙要求滑轉子與導瓦接觸面的圓度和同軸度要求均在0.03 mm之內,經測量,發現滑轉子的圓度和同軸度嚴重超差,超差范圍需要半徑0.75 mm左右的加工量,所以滑轉子直徑加工余量為1.5 mm。對滑轉子進行圓度加工,需考慮2個方面問題:
(1) 滑轉子外徑縮小1.5 mm,對配合的上導瓦正常使用是否有影響。通過復核計算分析,滑轉子外徑縮小后,對瓦承載能力及溫度無不良影響。
(2) 為保證瓦間隙不變,導瓦的調整塊需要向內徑方向移動,需確認舊調整塊是否存在調節余量,是否可用。調整塊比例為1∶20,針對滑轉子直徑縮小后對導瓦間隙調節調整塊產生的影響,導瓦調整塊單邊間隙調節余量將增大15 mm(0.75 mm×20),原有調整塊不可用,根據實際情況重新加工調整塊1套。
4.2 上導擋油桶處理
由于上端軸滑轉子中心進行不同軸處理,相應對上端軸擋油桶尺寸進行復核,分解滑轉子和擋油桶,并對擋油桶圓度進行了復測,圓度在0.3 mm之內,符合設計要求。為了消除擋油桶甩油現象,在擋油桶上部端面加焊了寬度為3 mm內部擋油環板(見圖3),有效地解決了潤滑油爬升現象。

圖3 檔油桶加工圖
4.3 測試結果
在不同工況下進行了穩定性測試,具體測點包括:上導、推力、水導軸承處的擺度;上機架水平、垂直振動;下機架水平、垂直振動;頂蓋水平、垂直振動。測試結果如表3。通過上述問題正確分析及處理,上端軸同軸度偏心得以糾正,機組油槽甩油現象消除,喜河水電廠機組運行符合設計參數和相關測試標準,如表4所示[1,2]。

表3 機組測試參數穩定性限值表

表4 喜河水力發電廠1號機組A級檢修后穩定性測試結果記錄表
機組上端軸偏心糾正后,機組在不同工況下能穩定運行,處理故障消除。
5 結 語
機組軸線的同心度,直接影響到機組的運行質量,喜河水電廠1號機組擺度、振動偏大問題的解決,反映了檢修隊伍的檢修技術水平。通過數據的分析和對比判斷,準確地確定了設備存在問題原因,合理制定處理方案,使大軸軸線垂直,導瓦間隙分布合理,最終使機組振動和擺度在規范范圍內,保證了機組在各種負荷工況下安全、穩定、運行,達到預期處理效果,為同類問題的處理提供了借鑒意義。
參考文獻:
[1] 中華人民共和國國家質量監督檢驗檢疫總局.水輪發電機組安裝技術規范:GB/T 8564-2003[S].北京:中國標準出版社出版,2004.
[2] 中國國家標準化管理委員會,中華人民共和國國家質量監督檢驗檢疫總局.水輪機基本技術條件:GB/T15468-2008[S].北京:中國標準出版社出版,2008.
[3] 國家能源局.水輪發電機組振動監測裝置設置導則:DL/T 556-2016[S].北京:中國電力出版社出版,2016.
[4] 國家質量技術監督局.旋轉機械轉軸徑向振動的測量和評定 第1部分 總則:GB/T 11348.1-1999[S].北京:中國標準出版社出版,1999.
[5] 中華人民共和國國家質量監督檢驗檢疫總局.機械振動在非旋轉部件上測量評價機器的振動第1部分 總則:GB/T6075.1-2012[S].北京:中國標準出版社出版,2012.
[6] 中華人民共和國國家質量監督檢驗檢疫總局.水輪發電機組狀態在線檢測系統技術導則:GB/T 28570-2012[S].北京:中國標準出版社出版,2012.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
