鋁合金3D打印直接與間接成型零件的組織和力學性能研究
2018-05-07 06:39:44張浩然孫廣合鄭慧超張一帆
裝備制造技術 2018年2期
張浩然,孫廣合,陳 昊,鄭慧超,張一帆
(北京縱橫機電技術開發公司工藝技術部,北京100094)
生產中對于機加工難度較大的的零件,主要采用鑄造、焊接等工藝。由于鋁合金的可焊性比較差,鑄造工藝為其主要的成型方法。隨著近年來3D打印技術的快速發展,金屬直接成型或近凈成型技術應用越來越廣泛,特別是航空、航天領域,比如北京航空航天大學王華明等人[1]成功制造了單件重量超過110 kg的多個鈦合金結構件及國內尺寸最大的大型整體鈦合金飛機主承力結構件,在國際上首次全面突破了鈦合金、超高強度鋼等難加工、大型復雜的整體關鍵構件的激光成型工藝、成套裝備和應用關鍵技術。由于3D打印技術不受零件復雜程度的影響,具有鑄造不可比擬的優勢,且不需要開模具,特別適合于產品的快速驗證。除了金屬3D打印的直接成型以外,還有3D打印的間接成型工藝,其不直接打印金屬零件本身,而是先打印零件的母模,通過母模翻制成模具,然后通過該模具鑄造出最終零件。間接成型的零件本身材質仍是鑄造態,但由于不直接打印金屬,也不需要開金屬模具,因此成本較直接成型工藝要低的多。
為了進一步了解這兩種3D打印工藝的特點,本文分別利用AlSi10Mg和ZL105兩種材質進行了直接和間接成型,對成型樣品的組織和力學性能分別進行了對比。
1 AlSi10Mg的3D打印直接成型
1.1 成型特點
以AlSi10Mg粉末作為材質,選用激光選區熔化工藝直接3D打印零件,成型設備為德國Concept Laser公司的M2 Multilaser.不同于鑄造工藝,激光選區熔化工藝通過不同層的粉末逐層熔化堆疊,最終形成零件。其溫度場具有加熱、冷卻、再加熱的特點,這必然也會對零件最終的組織和力學性能產生影響。為了弄清這個問題,分別從兩個方向進行分析,即層疊方向和掃描方向。圖1a為打印的實際零件;圖1b的長條形樣品為同步打印試樣用于測試,其中短邊為分層堆疊方向,長邊為激光掃描路徑平面。
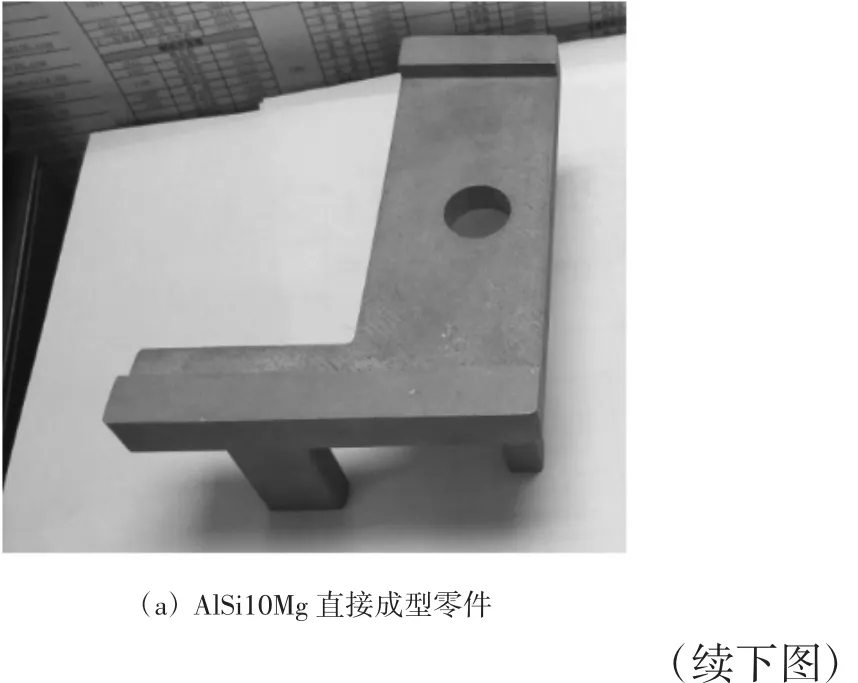
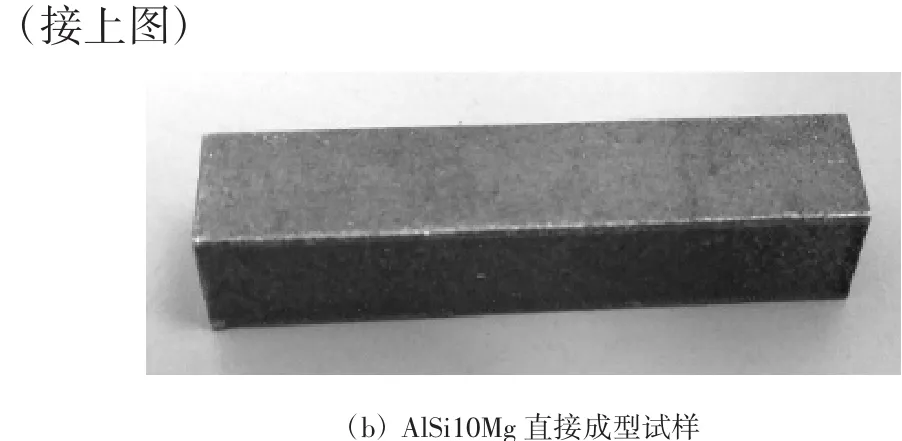
圖1 AlSi10Mg激光直接成型
在圖1(b)的試樣上分別沿著短邊和長邊截取片段,進行金相制樣。圖2a為短邊平面上200 μm比例尺的放大照片,圖2b為長邊平面上200 μm比例尺的放大照片。從圖可以看出,由于短邊為分層堆疊方向,其組織具有明顯的層疊結構;而長邊為激光掃描面,條形組織呈現縱橫交錯分布,主要是因為對激光的掃描路徑進行了優化,非簡單的光柵或分區掃描,會根據掃描區域的溫度場進行調整,且表面溫度較高,AlSi10Mg粉末大部分處于完全熔化狀態,因而組織呈現各向異性。另外需要指出的是,圖2無論是沿著長邊還是短邊,內部組織都存在一些黑色的孔洞,這些孔洞應為個別未完全熔化的局部點。

圖2 AlSi10Mg試樣兩方向組織分布
1.2 AlSi10Mg成型零件的金相分析
為了研究AlSi10Mg直接成型零件的組織特點,對其金相進行了進一步的放大觀察,如圖3所示。根據AlSi系合金相圖可知[2,3],由于材質含有10%的硅,接近于共晶點11.7%,因此最終的組織形態應為近共晶組織,如圖3.但與傳統的AlSi合金系組織相比,采用激光選區熔化打印出的AlSi10Mg樣品,其呈現出的組織形貌明顯不同,雖然組織也主要是由白色的ɑ固溶體和灰色的硅組成,但共晶硅的分布非常彌散化,呈小圓球狀,晶粒也細小的多。究其原因,主要是由于該工藝本身所致,激光每掃描完一層,有一個鋪粉、刮平的過程,該過程使得熔化的區域得以快速冷卻,其溫度場冷卻梯度不利于共晶硅的聚集長大,從而形成更加細化的晶粒。由于晶粒比較小,與同樣材質的鑄態組織相比,激光選區熔化零件具有更好的綜合機械性能,下文的力學性能分析還有詳細的說明。另外,仔細觀察還可以發現AlSi10Mg粉末熔化后所形成的邊界,該邊界為圖2的邊界放大后效果。
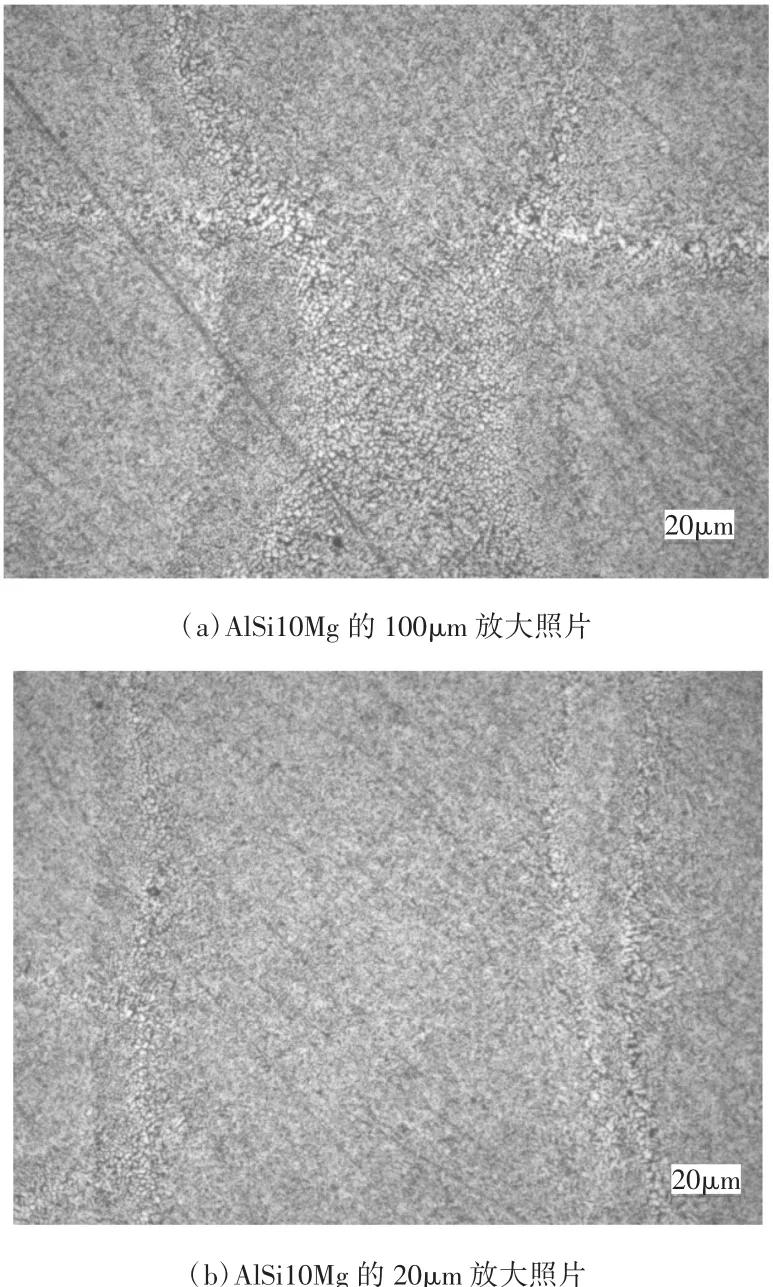
圖3 AlSi10Mg的金相組織
1.3 AlSi10Mg成型零件的力學性能
如前文所述,AlSi10Mg直接成型零件在層疊(沿短邊)和掃描(沿長邊)兩個平面上的組織形貌有差異,為了明確該差異對性能造成的影響,對兩個平面分別測試布氏硬度,層疊面和掃描面各隨機打三個點,如表1所示。

表1 AlSi10Mg直接成型掃描面和層疊面的硬度
從表1可以看出,兩個面的硬度有一定的差異,掃描面的硬度要大于層疊面,主要是層疊面的分層結構所致。但層疊面的硬度值,仍然大于DIN EN1706標準中給出的EN AC-AlSi10Mg T6鑄造態的最低硬度值90HBS,說明即使在層疊面上,Al-Si10Mg直接成型零件仍然具有超過鑄造態零件的力學特性。
同時還測試了三個試樣在長邊方向的屈服強度、抗拉強度和斷面伸長率三個參數,測量結果如表2所示。同樣對比DIN EN1706標準中EN ACAlSi10Mg T6性能指標,這三個參數分別為220MPa、260 MPa、1%.通過比較可知,AlSi10Mg直接打印成型的零件屈服強度略低于采用同樣材質的鑄態組織,而抗拉強度和斷面伸長率則明顯更高。分析其原因,主要是由于前面提到的激光選區熔化工藝使共晶硅彌散化以及組織細化所致,無鑄態零件的粗大組織,晶界較多,因而塑性得到增強。

表2 AlSi10Mg直接成型的力學參數測量
2 ZL105的3D打印間接成型
2.1 材質對比
如前所述,鋁合金的3D打印技術還可以采用間接成型工藝,本文選用的間接成型工藝是通過激光選區燒結工藝先打印零件的蠟模,然后通過蠟模翻制出零件的石膏模,最后在真空環境下進行金屬澆鑄。選取一種比較常見的鑄造鋁合金ZL105作為成型材質,其化學成分如表3所示。AlSi10Mg為1#,ZL105為2#.

表3 ZL105與AlSi10Mg的化學成分對比
通過表3的對比,可以得知1#與2#的主要差別在于Si和Cu含量,Si含量約為AlSi10Mg的1/2,Cu含量有較明顯的增加。
2.2 鑄造鋁合金零件的晶相分析
根據AlSi系合金相圖可知,由于ZL105材質只含有5.23%的硅,小于共晶點11.7%,因此最終的組織形態應為亞共晶組織。從圖4可以看出,試樣的組織與AlSi系合金相圖相似,除了有白色的ɑ基體、灰色的共晶硅和少量初晶硅,還有亮灰色的Al2Cu和少量骨骼狀的Mg2Si組織。白色ɑ相呈現不規則圓條狀,而共晶硅從圖4b看,呈現小長圓條狀。整體來看,該組織更接近于AlSi合金系的變質處理態,而非帶有明顯尖角的板條狀共晶硅的未變質處理態,因此成型零件的機械性能要好于未變質態,但是硅相的分布沒有激光選區熔化成型零件的彌散,組織也明顯更加粗大一些。
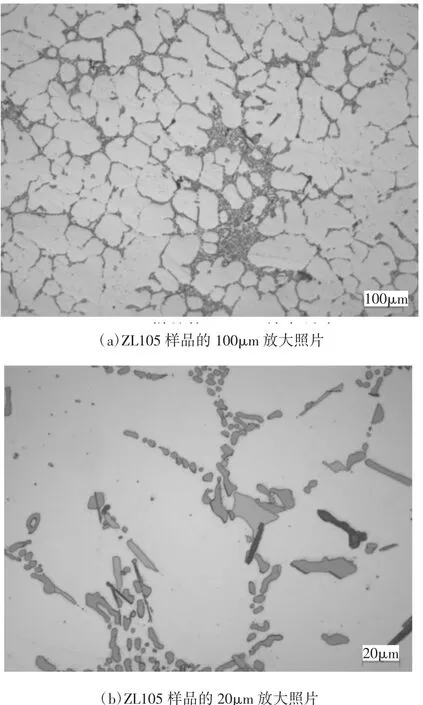
圖4 ZL105的晶相組織
2.3 鑄造鋁合金零件的力學性能
本文分別對三個采用間接成型工藝的ZL105試樣進行拉伸試驗,結果如表4所示。將表4與表2對比可以發現,由于組織成分中的Si為強化相,較少的Si含量以及組織分布的影響,采用間接成型的ZL105零件綜合力學性能指標要低于采用直接成型工藝的AlSi10Mg零件。平均屈服強度約低20%,抗拉強度約低10%,斷面收縮率約低40%.但是與常規鑄造的ZL105力學性能相比,力學性能還是有明顯提升,抗拉強度約提升10%,斷面收縮率約提升100%,成型零件的精度也更好。這是因為石膏型熱導性很低,充型時合金液流動保持時間長,適宜鑄造薄壁復雜件。
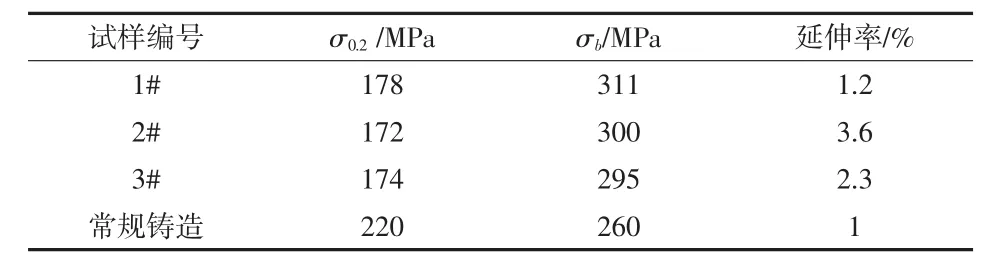
表4 ZL105間接成型與常規鑄造的力學參數測量
3 結束語
對于AlSi10Mg的3D打印直接成型,其組織具有一定方向性,不同的成型平面硬度有所差別,與同樣材質的鑄態零件相比,其共晶硅分布更加彌散,金相組織更加細小,綜合機械性能更高。對于ZL105的3D打印間接成型,由于其本質仍為鑄造工藝,因此金相組織與傳統鑄造態組織相似,但力學參數要好于同材質常規鑄造件,而金相組織的尺寸要大于直接成型工藝。
參考文獻:
[1]王華明,張述泉,湯海波,等.大型鈦合金結構激光快速成形技術研究進展[J].航空精密制造技術,2008,44(6):28-30.
[2]劉楚明,蔣樹農,陳志永,等.鋁合金相圖冊[M].長沙:中南大學出版社,2014.
[3]李炯輝,林德成.金屬材料金相圖譜[M].北京:機械工業出版社,2014.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03