淺談線鏜刀在缸體曲軸孔加工的應用
2018-05-07 06:39:50銀佳和
裝備制造技術 2018年2期
銀佳和
(上汽通用五菱汽車股份有限公司,廣西 柳州545007)
0 引言
發動機缸體作為發動機核心部件之一,其加工質量直接影響著發動機的性能。而缸體曲軸孔的加工質量直接影響著曲軸的裝配,對發動機的工況、排放及其性能有著緊密的關系。曲軸孔加工工藝一般經粗加工、主軸承蓋安裝、精鏜和珩磨等工藝后最終達到圖樣要求。生產實踐表明,生產過程中采用浮動鉸珩的工藝主要提升了孔的形狀公差等級,對位置公差基本無影響[1]。因此曲軸孔精鏜對其最終位置度起到了關鍵性作用,缸體曲軸孔使用線鏜刀加工相對于長短鏜刀加工,具有更高的線性位置度,便于調整監控。在機床參數滿足要求前提下,線鏜刀加工方案關鍵在于主軸與導向套的同軸度控制。
本文主要介紹了線鏜刀的基本結構、工作原理及工藝過程,對曲軸孔位置度的影響,以及三種線鏜刀應用故障和解決方法。
1 線鏜刀結構及工作原理
1.1 線鏜刀結構
以直列四缸發動機五檔曲軸孔鏜孔為例,線鏜刀結構簡圖如圖1所示。該線鏜刀的刀片為一列,半精鏜刀片和精鏜刀片各5片,刀片對立側開有刀具導向鍵槽。每檔曲軸孔都有一一對應的半精鏜及精鏜刀片加工,半精鏜刀片與精鏜刀片之間的間距一致。保證各檔曲軸孔同時半精鏜后繼續同時精鏜,使各檔曲軸孔具有很高的線性位置度。當曲軸孔位置度過程能力變差,各檔曲軸孔位置度傾斜時能夠快速調整,操作便捷。如果不是使用線鏜刀而是使用長短鏜刀對各檔曲軸孔加工,很難保證各檔曲軸孔位置度一致性,不利于后續調整。

圖1 線鏜刀結構
1.2 線鏜刀工作原理
線鏜刀進刀裝配圖如圖2所示。線鏜刀相對于曲軸孔偏心進刀,直至每檔半精鏜刀片在相對應曲軸孔之前。此時遠離主軸的精鏜刀片已經伸進刀具導向套中,需要在導向套上開一個讓刀槽,及一個與刀具導向鍵槽配合的導向鍵。主軸啟動,帶動刀具旋轉,刀具通過導向鍵使導向套同步轉動,有效避免精鏜刀片撞到導向套上。線鏜刀退刀式加工,各檔同時半精鏜后同時精鏜,退刀至線鏜刀完全脫離缸體,導向套軸承定向自鎖,收刀,完成一次加工循環。

圖2 線鏜刀進刀裝配圖
2 線鏜刀加工工藝過程
如圖3所示,線鏜刀對曲軸孔加工過程有以下幾個步驟:
(1)員工將待加工工件推進機床到位(或機器人上料),工件通過一面兩銷定位;
(2)托盤帶動工件上升;
(3)線鏜刀定向偏心(相對于曲軸孔),與導向套軸承同心進刀;
(4)托盤帶動工件下降至與線鏜刀同心;
(5)夾具夾緊工件;
(6)主軸啟動旋轉,退刀式加工曲軸孔,五檔曲軸孔先同時半精鏜,再同時精鏜,退刀至線鏜刀完全脫離缸體;
(7)導向套軸承定向自鎖,保證讓刀槽朝上,導向鍵豎直朝下;
(8)收刀。

圖3 線鏜刀加工過程
3 線鏜刀對加工曲軸孔位置度的影響
3.1 線鏜刀提高各檔曲軸孔位置度過程能力
使用線鏜刀精鏜缸體曲軸孔前后,各檔曲軸孔位置度單向距離一個月數據收集對比如圖4所示。使用前各檔曲軸孔位置度過程能力差,單向距離波動較大,成非線性狀態。使用線鏜刀后,各檔曲軸孔位置度過程能力提升明顯,單向距離波動小,成線性狀態,且同時跳動,便于調整控制。

3.2 線鏜刀減少曲軸孔毛刺產生
如圖5(a)所示,使用傳統長短鏜刀加工工藝容易在曲軸孔處翻邊產生毛刺,工件通過清洗機沖洗不掉,但在裝配曲軸時,毛刺被磕碰掉到曲軸孔及曲軸腔內,容易導致曲軸抱死引起清潔度問題。如圖5(b)所示,線鏜刀工藝能很好的解決毛刺問題,使毛刺更少更小,便于去除,且不易掉落。

圖5 缸體各檔曲軸孔使用線鏜刀前后翻邊毛刺對比
4 線鏜刀應用問題及解決方法
4.1 導向套上導向鍵被沖擊變形導致頻繁崩刀問題
進刀時,刀具導向槽與導向鍵之間有一定的間隙,約為2 mm,如圖6(a)所示。當主軸帶動刀具按加工轉速啟動旋轉時,刀具導向槽會對導向鍵產生很大的瞬時沖擊力,使導向鍵疲勞變形,如圖6(b)所示,刀片與讓刀槽壁安全距離變短。當導向鍵疲勞變形達到一定程度時,伸進導向套的精鏜刀片撞到讓刀壁上,導致崩刀,如圖6(c)所示。

圖6 崩刀圖示
2016年11月份,夜班精加工線旁50件抽檢,曲軸孔#901直徑偏小,其他曲軸孔直徑正常,換刀加工,發現刀具加工#901孔精加工刀片崩刃。換刀首件,測量#901直徑同樣超下差,檢查發現刀具同一位置又崩刃。在驗證設備過程中,累計6把刀具崩刀,且為同一位置。
崩刀的主要原因有兩點:一是導向鍵強度不夠,需更換強度更高的導向鍵;二是主軸啟動旋轉速度太快,可通過降低主軸啟動旋轉速度,以降低刀具導向槽對導向鍵的沖擊力。主軸先加速到6 r/min旋轉0.2 s確保刀具導向槽與導向鍵貼合后,再提速到550 r/min的旋轉速度加工曲軸孔。
4.2 曲軸孔位置度單向距離兩側傾斜問題
2017年5月份,查看精加工抽檢Q-Das數據,發現曲軸孔#902-#904位置度過程能力好,#901、#905位置度過程能力較低,主要表現為單向距離傾斜。如圖7所示,#901-#905曲軸孔位置度單向距離傾斜時,應先檢查是否為定位面不平引起,再考慮主軸與導向套同軸度問題。如果定位面不平問題調整定位面即可。如果是主軸與導向套同軸度超差引起,不能通過直接程序坐標值補償。應該先檢查主軸與導向套圓心偏移量,將主軸與導向套同軸度調整到公差以內,避免主軸與導向套同軸度超差導致刀具進刀困難,或者進刀后憋住導致導向套軸承和主軸受到過大偏向力加快磨損。將主軸與導向套同軸度調整到公差以內,此時各檔曲軸孔位置度單向距離在同一水平面上。再根據加工測量位置度單向距離實際整體偏移中值情況,通過調整定位面或者定位銷整體調回中值。
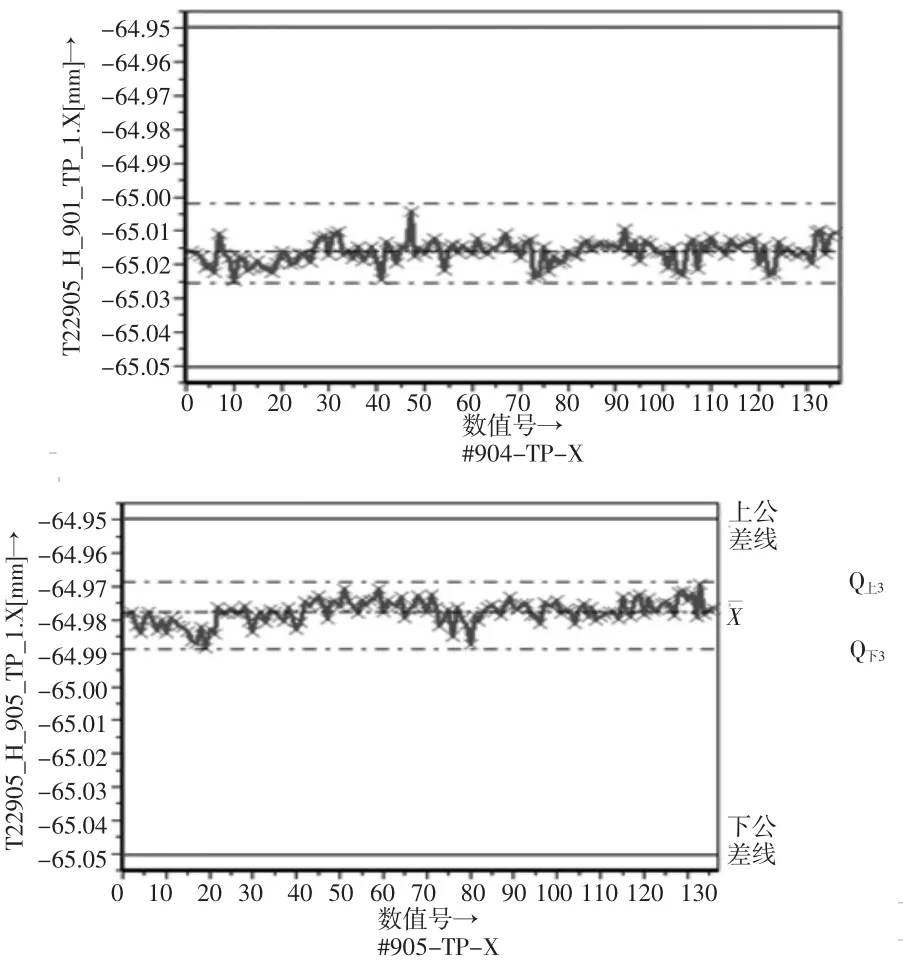
圖7 曲軸孔位置度單向距離傾斜圖示
4.3 曲軸孔位置度單向距離單側波動大問題
2017年8月開始,精鏜曲軸孔#905位置度波動大,OP190B Marposs測量,存在單個工件的曲軸孔位置度傾斜過大報警。如圖8所示,#901-#905曲軸孔位置度單向距離單側波動大時,應先檢查是否為波動大側夾具夾緊力不足或者夾緊頭磨損問題,再考慮主軸與導向套同軸度問題。如果是波動大側夾具夾緊力不足或者夾緊頭磨損問題直接調整夾具即可。如果是主軸與導向套同軸度超差引起靠近主軸端波動大,調整方式參考曲軸孔位置度單向距離傾斜調整方案[2-3]。
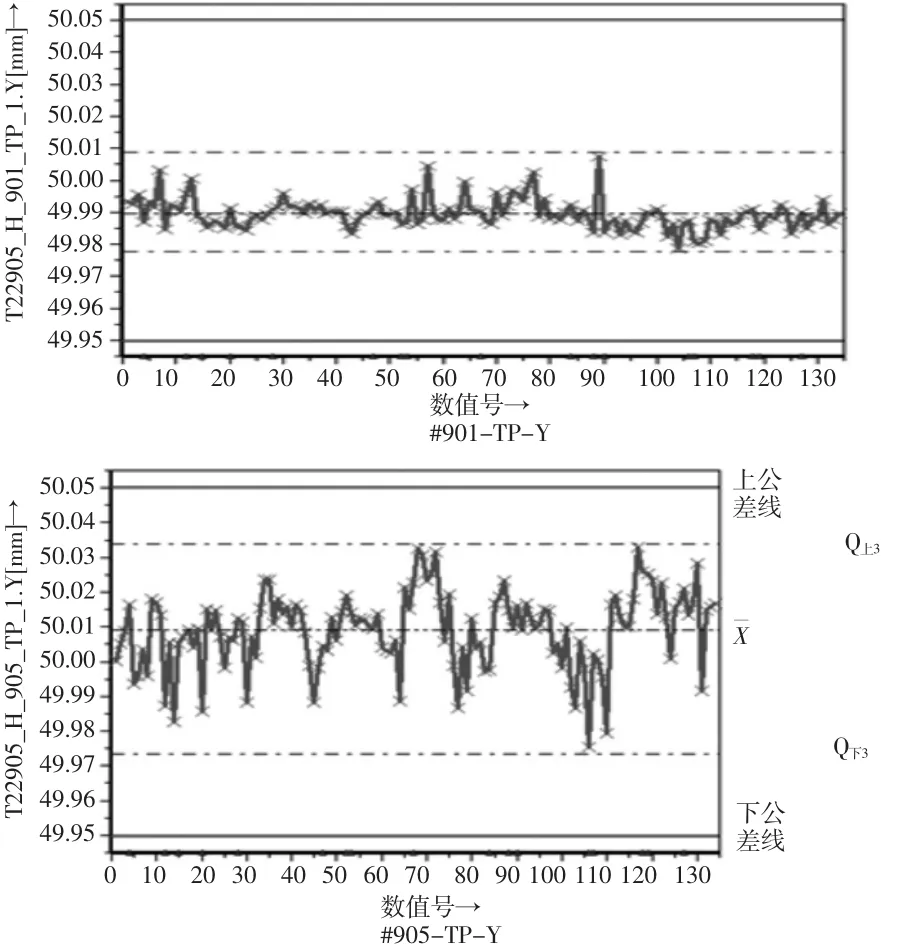
圖8 曲軸孔位置度單向距離單側波動大圖示
5 結束語
本文主要介紹精鏜缸體曲軸孔的線鏜刀基本結構、工作原理及工藝過程,對缸體曲軸孔位置度及減少翻邊毛刺有很大的改善,以及三種線鏜刀應用故障和解決方法。對精鏜曲軸孔的加工過程能力能夠有效監控,便于對后續加工過程能力提升,快速調整。這種結構線鏜刀應用廣泛,可直接安裝在柔性線CNC中,主要對缸體曲軸孔、凸輪軸孔等并列較長且不連續,加工質量要求高的軸孔加工。
參考文獻:
[1]庹 鵬,陳 玉,黃雅韻.淺談加工中心精鏜曲軸孔工藝方案[J].汽車制造業,2017(C1):22-24.
[2]羅 靜,肖鐵忠,龔文均,等.發動機缸體雙金屬曲軸孔半精鏜及精鏜加工工藝[J].制造技術與機床,2013(08):101-103,106.
[3]劉 洋,黃雅韻,文 濤.線鏜工藝加工曲軸孔的能力提升及其常見問題淺析[J].裝備制造技術,2017(2):181-183.