不銹鋼端底架制造組裝工藝
2018-05-07 06:40:00張國龍
裝備制造技術 2018年2期
張國龍
(中車唐山機車車輛有限公司,河北 唐山063035)
端底架組成在車輛運行中要承受整車的載重、牽引力和制動力,是地鐵車體鋼結構組成中的重要組成部分[1],因此,端底架組對后的尺寸直接決定著車體鋼結構的尺寸,進而影響整車的質量以及與轉向架連接時的情況[2],要想保證端底架組對后的尺寸,不僅要控制端底架的組裝尺寸還要控制端底架組成中的邊梁、端梁、牽引梁和枕梁的整體尺寸,再加上后期調修,并注意關鍵因素的控制、保證關鍵因素的尺寸[3]。這些因素對端底架組裝后整體尺寸控制起重要作用。因此本文車輛端底架組成如何控制其組成部件制造尺寸、組裝尺寸以及關鍵尺寸和關鍵因素的控制進行了總結,對今后同類底架組裝問題其指導性作用。
1 端底架組裝工藝
1.1 端底架結構及技術要求
如圖1所示,端底架組成采用的是由枕梁、牽引梁、端梁再合成工藝[4],在應力集中處增加補強角鐵,其中,枕梁、牽引梁焊接精度,端底架整體平面度應嚴格保證。底架枕梁中心到不銹鋼端梁側面距離為3 197 mm,公差(+2,+4)mm;端梁、端枕中間、枕中、主橫梁等 11處半寬為 1 389 mm,公差(0,+1)mm;端底架組成對角線公差≤3 mm;底架整體及碳鋼邊梁上下平面平面度≤2 mm;碳鋼邊梁側翼面及碳鋼邊梁側翼面與上下翼面的垂直度≤2 mm.底架檢測尺寸如圖2所示。
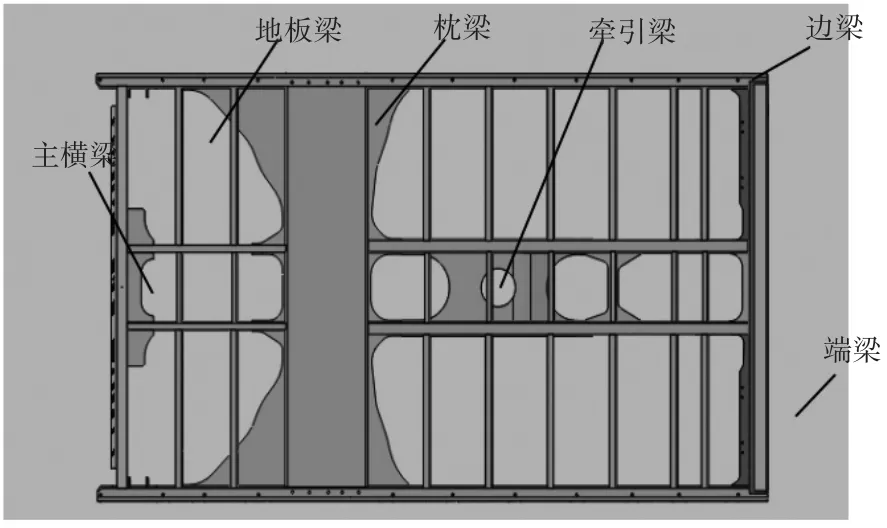
圖1 端底架組成
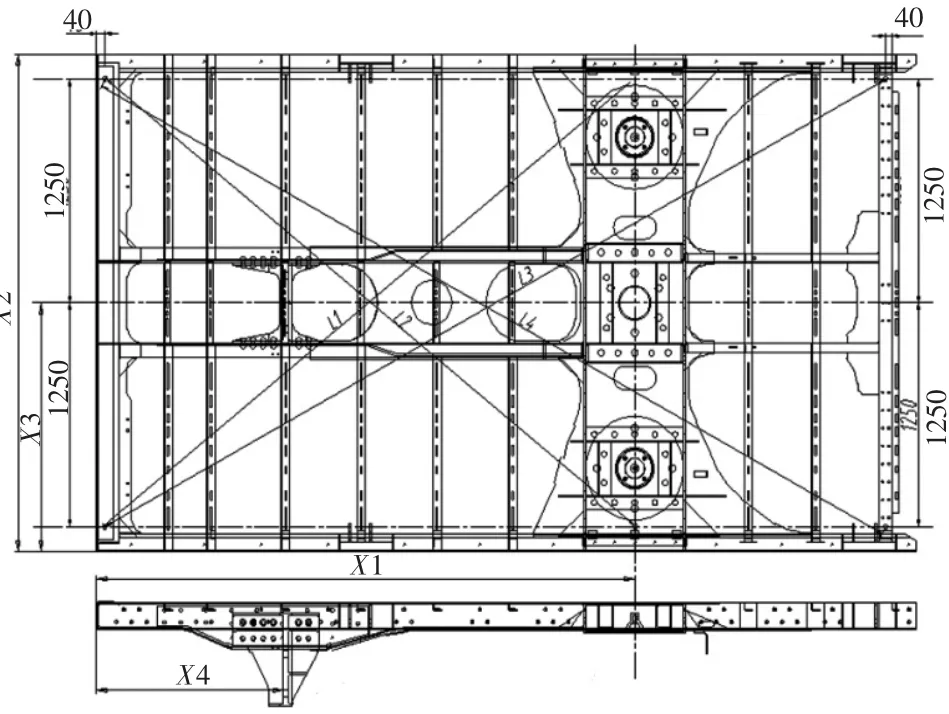
圖2 底架檢測尺寸
1.2 端底架組裝工藝流程
端底架采用反裝工藝,組焊工裝為6 370 mm×3 640 mm框架式翻轉工裝,胎上有端梁、牽引梁、地板梁、邊梁可插拔定位裝置及各種壓緊裝置,并有明顯的枕梁橫向、縱向及牽引梁縱向中心線和尺規定位裝置,便于調整與定位。
(1)如圖3所示,首先將端梁與牽引梁套裝在一起,整體吊入工裝,反置于胎位,使端梁與胎位縱向中心定位對齊,壓緊。調整牽引梁中心與端底架組焊工裝中心對齊,如圖2所示,并保證X4距離為1 107 mm;夾緊定位。

圖3 端梁與牽引梁組裝
(2)將左右邊梁裝入枕梁接口處,整體吊入胎位,使其分別與胎位上的橫向中心線和縱向中心線對齊;如圖4所示,測量端底架組成寬度、長度、對角線是否滿足要求,不滿足要求的進行調整,滿足要求后,夾緊、定位;點固枕梁、端梁組成、邊梁組成、牽引梁組成接口。

圖4 枕梁與邊梁組裝
(3)安裝枕外地板梁,反置在胎位上,與定位靠嚴,使其與邊梁、牽引梁垂直并點固,如圖5所示。

圖5 地板梁安裝
(4)安裝枕外縱梁、橫梁、立板等,并點固。要求主橫梁與定位塊密貼,中心線與端底架組焊工裝中心線偏差小于0.5 mm,如圖6所示。
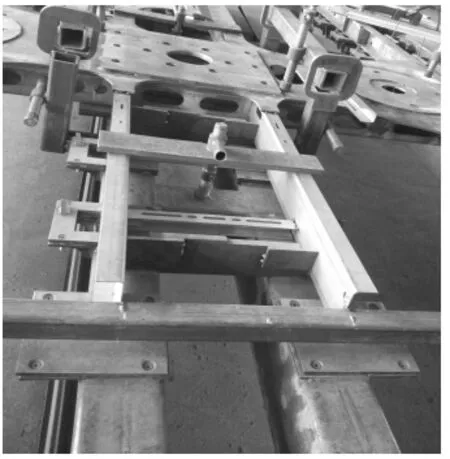
圖6 枕外縱梁、橫梁安裝
(5)用工藝支撐代替主橫梁,與縱梁、邊梁點固焊接,要求工藝支撐能保證底架尺寸要求,如圖7所示。
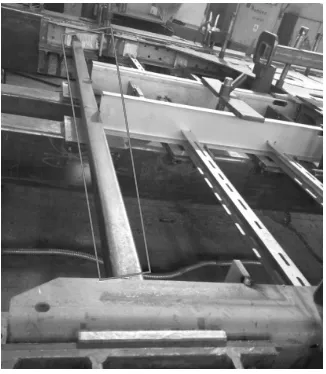
圖7 工藝支撐安裝
(6)按照底架前端焊接計劃在翻轉胎上完成端底架組成內側的焊縫,焊接時采用對稱焊接,先焊立面焊縫,這樣可使焊接產生的應力釋放到反變形處。
(7)將端底架組成吊入馬凳,組對各補板等附件,并對端底架正面焊縫進行焊接。
(8)將端底架組成吊入端底架組成立焊架,對端底架組成中的立焊縫進行焊接。
(9)全部焊接完后將端底架調入一次調修胎,一次調修完成后卸掉工藝支撐,吊裝主橫梁,并在距主橫梁翼面40 mm,中心對稱1 250 mm,處,磕打2個樣沖眼,便于后續測量尺寸。
2 端底架組裝難點控制
不銹鋼端底架與碳鋼及鋁合金端部底架結構上的典型區別為不銹鋼端底架有邊梁,這也是端底架制造的難點[2]。其難點在于:底架整體及碳鋼邊梁上下平面平面度;碳鋼邊梁側翼面及碳鋼邊梁側翼面與上下翼面的垂直度問題。
端底架組裝難點解決方法:
(1)邊梁側平面與底架組裝時,為保證邊梁質量采取了以下措施:
1)采用可插拔邊梁外側定位塊,并使用壓緊裝置從上下兩端向外壓緊邊梁;同時內側焊眼處用螺栓拉緊及垂向壓緊;
2)由于不銹鋼地板梁在焊接完成收縮使得端底架邊梁在焊接完成后出現上大下小的喇叭口變形,增加調修困難,解決方法是將可插拔式定位板加工出斜面,在除枕梁連接處對邊梁施加1 mm反變形。
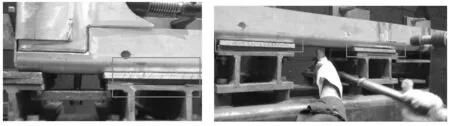
圖8 定位塊安裝
(2)使牽引梁中心與底架胎位中心重合,高度方向上以枕梁空氣簧座、車鉤座下平面、牽引梁下蓋板兩端為定位基準,拉緊。
(3)在壓緊狀態下完成底架正面焊縫,底架寬度放量按(+4 mm)調整。
(4)枕梁位置設置壓緊緊裝置,確保枕梁與胎位定位面密貼,減小變形量。
3 結束語
通過采用工藝放量、預制反變形、提高焊工操作方法、制定合理的焊接順序和調修工藝,有效地控制了端底架焊接變形量,減少了端底架一次調修工作量,提高了端底架制造工藝水平[4-5]。通過改進焊接工藝和焊接方法,控制和減少了端底架焊接變形過大的問題,但是焊接變形在端底架組裝過程中是不可避免的[6]。為了改善端底架焊接后的平面度,提高車體枕梁的強度和形位尺寸,需要對焊接后的端底架進行調修處理,以保證底架下平面裝配位置尺寸要求。總之,精確控制生產過程和后期調修配合才能保證整體鋼結構的精準。
參考文獻:
[1]李希勇,劉東軍,欒曉東.不銹鋼地鐵車輛端底架組成制造工藝[J].軌道交通裝備與技術,2015(3):26-28.
[2]聶麗麗,高 婧.地鐵牽枕緩焊接工藝及質量控制[J].汽車與軌道交通,2013(6):52-54.
[3]陶宗澤.鋼材變形火焰校正方法[J].新技術研究與推廣,2008(11):44-45.
[4]李世濤.軌道車輛不銹鋼枕梁加工難點解析[J].機車車輛工藝,2014(4):19-20.
[5]李曉明,孫德偉.焊接結構件焊接變形的控制[J].鐵道車輛,2010,48(5):10-16.
[6]竇學利.火焰調修對不銹鋼材料耐腐蝕性影響的研究[J].焊接工藝,2013,43(1):49-51.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03