加工三維孔夾具的設計淺析
2018-05-07 06:40:00黃浩
裝備制造技術 2018年2期
關鍵詞:設計
黃 浩
(柳州五菱柳機動力有限公司,廣西 柳州545000)
三維孔的孔中心線不與坐標系中X/Y/Z方向中的任何一個方向重合或平行。如圖1所示,空間直線AG可看作空間ABCD-EFGH的一個三維孔中心線。直線AG與平面ABCD、平面ABFE、平面BCGF都是形成銳角的關系(在圖1中,∠AGD為直線AG與平面CDHG形成的夾角;∠AGB為直線AG與平面BCGF形成的夾角;∠AGE為直線AG與平面EFGH形成的夾角)。

圖1 三維孔示意圖
三維孔屬于機加工中不常見孔,只是在特殊產品中存在,開發設計一個新產品,都應該盡量避免產品存在三維孔。加工三維孔可以利用五軸加工中心加工,此方法夾具簡便明了,但是設備投入成本大;加工三維孔的另一種方法是利用四軸加工中心完成三維孔加工,此方法夾具較為復雜,但是投入成本低。因此,開展對設計三維孔夾具的研究,具有降低成本的重要意義。
2016年3月,我公司加工1.2T缸體時需要加工一個三維孔,當時可利用設備只有四軸加工中心,在加工AG這種三維孔時,夾具不知從何處著手設計,只能通過不斷的加工檢測,根據檢測結果來反推設計夾具,從而完成三維孔的加工。
1 孔加工思路與方案
1.1 孔系加工介紹
孔系列加工可分為一維孔M-N(圖2)加工、二維孔 L-J(圖 3)加工、三維孔 A-G(圖 4)加工,所有的孔系列加工最終都將會轉換成為孔中心線與機床Z軸平行的一維孔加工。

圖2 一維孔示意圖

圖3 二維孔示意圖
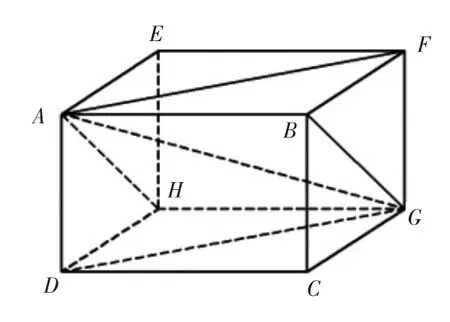
圖4 三維孔示意圖
1.1.1 一維孔加工
一維孔加工是最常見的孔系加工,在加工前,只需要把工件擺正,使孔中心線與機床Z軸平行即可加工。在圖2中,假設平面CDHG為定位面,直線MN為一維孔的中心線,設計夾具的時候利用一面兩銷進行定位[1],將夾具的定位支撐面水平設計,這樣就可以保證定位面CDHG與機床Z軸方向垂直,M-N方向即為孔加工鉆頭的進給方向。
1.1.2 二維孔加工
二維孔加工有兩種方法,一種方法是將夾具的定位支撐面設計成一個斜面,夾具的定位支撐面與水平面形成一定的夾角,使二維孔中心線與機床Z軸平行;另一種方法是夾具的定位支撐面水平設計,利用四軸加工中心旋轉一定的角度,將二維孔中心線旋轉至與機床Z軸平行。在圖3中,假設平面CDHG為定位面,直線LJ為二維孔的中心線,設計夾具的時候利用一面兩銷進行定位。按照第一種方法,將夾具的定位支撐面與水平方向夾角設計成等于∠LJI的角度[2],L-J方向即為孔加工鉆頭的進給方向;按照第二種方法,將夾具的定位支撐面水平設計,利用四軸加工中心旋轉等于∠LJI的角度,L-J方向即為孔加工鉆頭的進給方向。
1.1.3 三維孔加工
三維孔的加工比較復雜,在利用四軸加工中心加工三維孔AG時,最大的難題就是要解決角度如何保證的問題,而加工三維孔至少需要保證兩個方向的旋轉角度,這兩個角度單單利用四軸加工中心是不能達到的,因此在通過四軸加工中心加工三維孔旋轉一個角度時,還需利用一套簡易的手工夾具來保證另一個角度[3]。
1.2 三維孔加工原理解析
1.2.1 三維孔加工方法一
假設在圖4中,面CDHG為加工孔AG的定位平面,∠AGD和∠AGB為已知標注角度。如果想加工AG孔,工件是不能直接繞直線AG旋轉的,首先直線AG難以標定,其次AG不與定位面的四條邊CD、DH、HG、GC 平行,與平面 CDHG、平面 ABCD、平面BCGF也都不是平行關系,這就可以理解為直線AG與加工中心坐標軸是不平行的,通常這樣的旋轉利用四軸加工中心是無法做到的,簡易夾具也難以保證這樣的角度。而若是采用直線DC、直線DH、直線DA作為旋轉軸,則旋轉難題就可以迎刃而解。這樣就必須對∠AGD作一次角度置換[1],即用∠BGF的旋轉來達到∠AGD的旋轉效果。通過利用解析幾何的計算,求出∠BGF的具體數值不難。這樣就可以先將直線HG作為旋轉軸,把平面ABGH旋轉∠BGF的角度數值至平面EFGH的位置,在旋轉的過程中,顯然∠AGB是不會發生變化的,然后再以G為支點,直線AG在平面ABGH內繞著G點旋轉∠AGB的角度數值,使直線AG豎立起來。以上先旋轉一個角度,再旋轉另一個角度,就具備了利用四軸加工中心和手工簡易夾具加工三維孔AG的條件。
1.2.2 三維孔加工方法二
在圖4中,利用已知角度∠AGD和∠AGB可以將∠AFB計算出來。先將直線FG作為旋轉軸,將平面ADGF旋轉∠AFB角度數值至平面BCGF的位置,再以G為支點,直線AG在平面ADGF內繞著G點旋轉∠AGD的角度數值,使直線AG豎立起來,這樣也可以達到加工三維孔AG的條件。
2 三維孔加工案例分析
2.1 加工實例模型解析
已知工件ABCD-EFGH(圖5),直線AG為工件上一個三維孔中心線,該中心線與工件的后端面BCGF夾角為9°,同時該中心線與工件的底面CDHG夾角為42.35°,通過幾何的相關理論和三角函數[5]計算∠BGF的數值,再根據1.2.1項介紹的三維孔加工方法一來設定四軸加工中心需要旋轉的角度以及設計夾具定位面與水平面的夾角。

圖5 工件三維孔示意圖
解:
在圖5中,因為直線AG與平面BCGF夾角為9°,直線 AB⊥平面 BCGF,所以∠AGB=9°;
因為直線AG與平面CDHG夾角為42.35°,直線AD⊥平面 CDHG,所以∠AGD=42.35°;
因為在直角三角形ADG中,AD⊥DG,∠AGD=42.35°,所以 AD=AG*∠AGD=AG*sin42.35°=0.6737AG,則FG=AD=0.6737AG;
因為在直角三角形ABG中,AB⊥BG,∠AGB=9°,所以 BG=AG*cos∠AGB=AG*cos9°=0.9877AG;
因為在直角三角形BFG中,BF⊥FG,所以cos∠BGF=FG/BG =0.6737AG/0.9877AG=0.682;故∠BGF=arccos0.682=47°
由此計算結果,可以得出該工件在加工三維孔時需先把面ABGH繞HG軸旋轉47°至平面EFGH上;在旋轉后的平面ABGH內,再將直線AG繞G點旋轉9°至BG位置,至此就能滿足利用四軸加工中心和簡易手工夾具加工三維孔AG的條件了。
2.2 三維孔輔助夾具的設計思路
由上面的思路,Z軸為三維孔加工鉆頭的進給方向,Y軸為四軸加工中心的旋轉軸。根據之前闡述的原理,把工件底面CDHG設為定位面,這樣就需將夾具的定位支撐面設計成斜面,其定位支撐面與水平面夾角為47°(如圖6),使孔中心線所在的平面與機床Z軸平行[5];再利用四軸加工中心的程序將孔中心線旋轉9°,使三維孔的中心線與Z軸平行,此時的A-G方向即為三維孔加工鉆頭的進給方向。

圖6 夾具夾角示意圖
2.3 三維孔程序的編制
在加工的過程中,工件旋轉的9°是通過機床的第四軸旋轉9°來保證的。加工該三維孔時,設定該孔中心為G54X0Y0,加工程序如下[6]:
T1M6
M3S2000
M8
G54G90G00X0Y0
G43Z100.H1
Z20.
G98G81Z-32.R10.F300
G91G30Z0
G91G30X0Y0
M9
M5
M30
3 三維孔加工方案在生產中的應用成果
該三維孔加工方法適用于所有定位為一面兩銷定位的工件三維孔,采用此方法后,加工零件幾何、尺寸精度等都能符合圖紙工藝要求。此方案只需投入一套簡易夾具,同時再利用現有的四軸加工中心就可以完成三維孔的加工,簡易的手工夾具設計、制造到裝配調試完畢只需耗資3 000元左右。用此方法進行加工三維孔也存在弊端,即三維孔和夾具需一一對應,三維孔的角度發生變化時就得重新設計另一套夾具。
從整體上看,上述角度置換加工三維孔的方法與采用昂貴的五軸加工中心或制造復雜的專用夾具相比,這無疑是大大節約了成本,經濟效益頗為可觀。
4 結束語
本文介紹了機床、夾具、零件加工之間的機械加工關系,利用空間解析幾何的知識將三維孔的加工原理予以詳細的介紹,通過三維孔的加工原理設計手工簡易夾具和編制加工程序,從而實現利用低成本來完成加工三維孔的目的。
參考文獻:
[1]浦林祥.金屬切削機床夾具設計手冊[M].北京:機械工業出版社,1987.
[2]第一機械工業部機床研究所等主編.機床夾具圖冊[M].北京:機械工業出版社,1966.
[3]鄒本有.基于旋轉法的歪斜工件加工中角度計算不同方法比較 [J].機械研究與應用,2005(2):82-85.
[4]徐 灝.機械設計手冊第1卷[M].北京:機械工業出版社,1991:69-72.
[5]薛源順.機床夾具設計[M].北京:機械工業出版社,1999.
[6]劉雄偉.數控加工理論與編程技術[M].北京:機械工業出版社,1994.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04