彎鉚釘沖頭的加工方法
2018-05-07 06:40:00陳晨
裝備制造技術(shù) 2018年2期
關(guān)鍵詞:檢測
陳 晨
(中航工業(yè)沈陽飛機工業(yè)(集團)有限公司,遼寧 沈陽 110850)
0 引言
彎鉚釘沖頭是飛機在裝配中常用的專業(yè)工具。沖頭頭部型面與鉚釘頭部型面呈凸凹互補,在鉚接時可以做到嚴絲合縫。對彎鉚釘沖頭的頭部型面有了很高的要求,給沖頭的加工增加了難度。鉚釘沖頭的尾部與風槍相連接給沖頭作動力。
鉚釘沖頭在飛機蒙皮的裝配時使用非常廣泛,特別是彎鉚釘沖頭的使用尤其廣泛。彎鉚釘沖頭可以在復(fù)雜角度及狹小空間內(nèi)工作,對鉚接裝配起到了很大的作用。
本文主要針對彎鉚釘沖頭的結(jié)構(gòu)特點,提出了彎鉚釘沖頭頭部型面的加工及檢測方法,合理固化型面車刀的角度磨削方法及檢測型面用硫磺與石墨的比例、型面深度的測量方法,節(jié)省加工工時,降低鉚釘沖頭的廢品率。并注重介紹了彎鉚釘沖頭尾部的彎折夾具。
彎鉚釘沖頭夾具可以很好地控制彎鉚釘沖頭葳彎的角度及彎折尺寸。設(shè)計了鉚釘沖頭的輔助夾具,提高頭部彎折角度的精度及準確度,有效控制了成批量沖頭加工的一致性。
1 鉚釘沖頭的種類
鉚釘沖頭的分類形式有很多種,主要依據(jù)沖頭所對應(yīng)加工鉚釘?shù)男螤疃鴦澐衷O(shè)定的,大致可以分為平?jīng)_鉚釘頭、網(wǎng)紋鉚釘沖頭和型面鉚釘沖頭三大類型,如圖1所示。
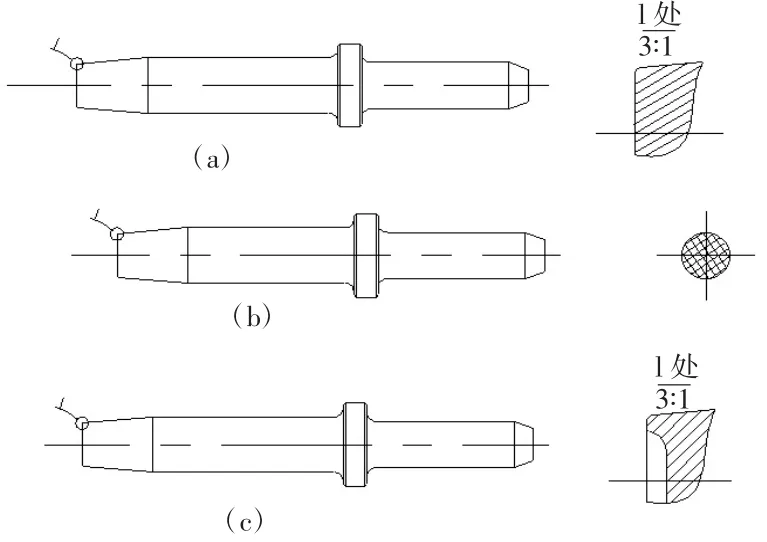
圖1 鉚釘沖頭的分類
(1)平?jīng)_鉚釘頭(圖/a)。用來加工平鉚釘連接,平面接觸很容易打滑,要求沖頭表面大于鉚釘頭的表面很多才能保證震動加工不跑偏。
(2)網(wǎng)紋鉚釘沖頭(圖/b)。將鉚釘?shù)捻斆婕庸こ删W(wǎng)紋狀,起支撐防滑作用。
(3)型面鉚釘沖頭(圖/c)。可以很完整將鉚釘包容在沖頭型面里,而不會傷害鉚釘表面形狀。沖頭的型面的硬度遠遠高于鉚釘?shù)挠捕龋溆捕纫话鉎RC50~58,鉚釘?shù)挠捕葹?HRC20~25.
型面鉚釘沖頭及各類鉚釘沖頭都可以重復(fù)使用。
2 彎鉚釘沖頭的結(jié)構(gòu)特點及加工難點
2.1 彎鉚釘沖頭的結(jié)構(gòu)特點
彎鉚釘沖頭屬于型面鉚釘沖頭,如圖2所示。主要用于飛機蒙皮、機翼上所使用鉚釘?shù)念^部型面的沖制成型。沖頭型面與鉚釘頭部型面必須完全吻合,彎鉚釘沖頭的頭部型面精度要求高,沖頭加工難度大。

圖2 彎鉚釘沖頭
彎鉚釘沖頭的型面主要用車床加工,再由鉗工按要求進行頭部葳彎,沖頭頭部型面的位置度公差及表面粗糙度要求較嚴格,制造難度大,精度要求高。飛機上裝配空間相對狹小,彎鉚釘沖頭的使用比較普遍,在鉚釘沖制的過程中,受到特定位置的限制,鉚釘沖頭頭部需要按特定需要彎曲一定的角度,以滿足裝配鉚釘需要。鉚釘沖頭帶有一定的角度,對輔助及檢測工具也有更高的要求。
2.2 彎鉚釘沖頭的加工關(guān)鍵點
2.2.1 沖頭型面的加工關(guān)鍵點
鉚釘頭部型面與鉚釘沖頭型面必須完全一致,通常沖頭型面的表面粗糙度要求在0.4左右,沖頭型面的深度H的公差在h11左右。沖頭型面由車工進行粗精加工,最后由鉗工進行最后的拋光工序。車工加工的好壞對整個鉚釘沖頭型面起到了決定性作用。
2.2.2 沖頭尾部彎折角度的加工關(guān)鍵點
彎鉚釘沖頭的尾部需要按照工程圖紙彎折相應(yīng)的角度,才可以達到使用要求。沖頭尾部角度的彎折大多憑借工人的經(jīng)驗來彎折,成批量沖頭的彎折角度間的公稱尺寸差別很大,沖頭尾部的彎折角度及彎折長度的隨意性較大,嚴重影響了沖頭的互換性及一致性,影響了生產(chǎn)廠的使用。
3 彎鉚釘沖頭型面的加工及檢測
通常選用的彎鉚釘沖頭如圖2所示。鉚釘沖頭頭部型面需經(jīng)過粗車毛料,熱處理調(diào)質(zhì)原材料內(nèi)部組織,車工精車頭部型面過渡處的R及沖頭型面的深度H部分[1],再由車工進行型面的拋光處理。鉚釘沖頭頭部型面加工工藝流程如圖3所示。

圖3 鉚釘沖頭頭部型面加工工藝流程
3.1 沖頭的頭部型面車削加工
鉚釘沖頭的型面要求比較高,在粗車沖頭外圓后需要調(diào)質(zhì),控制洛氏硬度HRC28~32,此硬度適宜車削型面且材料內(nèi)部金相組織均勻,加工型面效果好。
調(diào)質(zhì)后沖頭型面需分粗精加工兩部分。粗車主要加工型面邊緣部分的R,在去除假頂尖后進行精車,精車時使用成型刀具比較方便,沖頭型面的外形尺寸也相對容易控制。成型車刀主要需要特別控制型面的兩個圓滑過渡處的R及沖頭型面的深度H.根據(jù)過渡R及槽底深度所磨制成型車刀,刀具的磨制R尺寸需要比圖紙擴大一部分,過渡處R需加大0.05,H需加大0.1.
彎鉚釘沖頭成批量生產(chǎn)時,成型車刀磨損過快,用油石精研刀具[2],選擇適當?shù)那邢魉俣龋{(diào)整車床床鞍壓板機中小滑板燕尾槽尾軌的鑲條等,保證各導軌間隙的準確性,防止切削時產(chǎn)生振動。
沖頭在熱處理后,型面需由鉗工用油石拋光。鉚釘沖頭型面的精度可達粗糙度0.4,型面深度可達h11.
3.2 沖頭的頭部型面檢測
3.2.1 沖頭型面R的檢測
型面表面質(zhì)量直接影響鉚釘沖制鉚釘型面的加工質(zhì)量。型面的檢測尤為重要。此種型面采用硫磺與石墨混合配比灌制模型。在配比時注意留出硫磺與石墨的收縮量,硫磺與石墨的配比為3∶1,此比例可以很好地降低混合物冷卻后的收縮量。灌制模型與沖頭的頭部型面完全一致,灌制模型將凹型模轉(zhuǎn)化為凸型模,目的是便于檢測。模型用20倍的光學顯微鏡檢測,誤差在0.001 mm之內(nèi)。
3.2.2 沖頭頭部深度H的檢測
沖頭的型面精度要求高,在檢測沖頭型面深度的過程中,如果手持沖頭進行測量,檢測效果差,會影響沖頭的使用。為此,制作沖頭測量輔助夾具——可調(diào)節(jié)內(nèi)腔V型鐵,如圖4所示。用銑床銑60 mm×60 mm×70 mm的四方體,磨制成互相垂直基面,在正方體中間用線切機加工一個V型槽,并將V型槽的兩側(cè)面刃磨、磨光,以提高定位精度。在正方體的上表面開4個螺紋孔,均勻旋入4顆螺釘以夾持鉚釘沖頭,通過螺釘?shù)男肷疃葋砜刂蒲b配的松緊度。精車后沖頭的型面特別怕劃傷,應(yīng)注意夾持沖頭的非工作部分。使用可調(diào)節(jié)內(nèi)腔V型鐵作為鉚釘沖頭槽底深度輔助工具來夾持沖頭的尾部,保證沖頭尾部與檢測平臺的平行度,再用百分表來測量型面的深度,不僅提高了檢測效率,更能保證檢測的準確性。
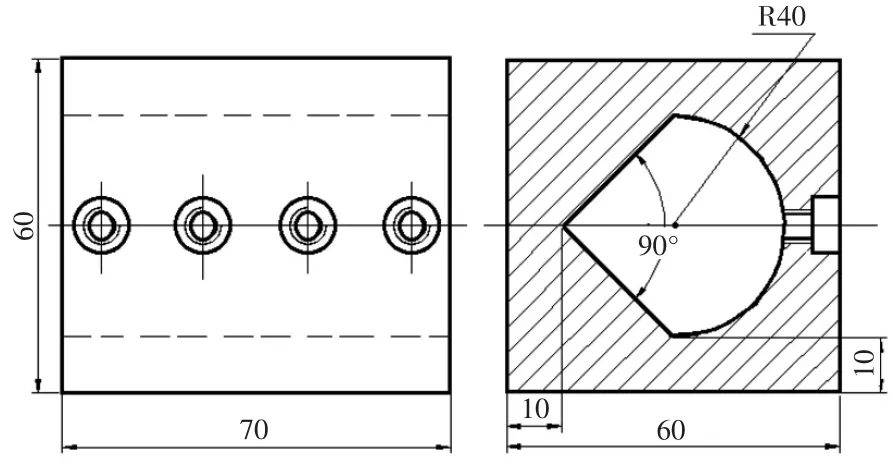
圖4 可調(diào)節(jié)內(nèi)腔V型鐵
4 彎鉚釘沖頭葳彎的加工
4.1 彎折鉚釘用夾具的設(shè)計
根據(jù)工件的結(jié)構(gòu)特點自行研制一種鉚釘沖頭加工的輔助工具[2],輔助夾具可以根據(jù)需要對彎折角度及彎折長度可以根據(jù)位置需要采取不同尺寸。輔助夾具用于控制彎折角度及長度。鉚釘沖頭的長度大致在100 mm左右,彎折角度在15°~25°范圍內(nèi),沖頭的尾部尺寸在Ф8~Ф30范圍內(nèi)。
鉚釘沖頭型面由車工加工完成后在熱處理淬回火前,需要進行葳彎工序。夾具的設(shè)計如圖5所示。夾具的選材為T8A,夾具的水平工作平面的尺寸為δ20 mm×300 mm×200 mm.在水平工作臺面的四個角上用平角螺栓定位,在夾具使用時可以根據(jù)工作場地進行微調(diào),保證水平工作臺的平面度。
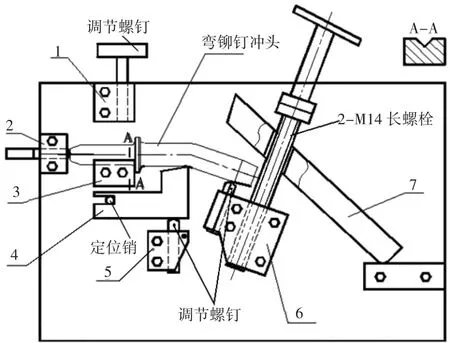
圖5 夾具
夾具工作臺上設(shè)計了5各定位夾緊塊,通過螺紋與平板固定,如果加工多種沖頭,就會遇到彎折角度及彎折長度有所變化,此時可以通過定位塊作相應(yīng)調(diào)節(jié)。由1、2、3號定位塊共同控制沖頭的尾部夾緊(限制沖頭的自由度)。定位塊1與定位塊3的間距為30 mm,即為鉚釘沖頭尾部直徑的最大夾持直徑。在定位塊2的A面上銑90°深6 mm的V型槽,定位塊3是固定不動的,不同的尾部直徑要依靠調(diào)節(jié)1號定位塊上的調(diào)節(jié)螺栓的旋進與旋出來控制沖頭的徑向夾緊程度。在1、3號定位塊的左側(cè)設(shè)計了2號定位塊以限制沖頭尾柄的軸向位移。2號定位塊用于沖頭尾部的軸向定位及控制夾持長度。定位塊5通過調(diào)節(jié)4號墊鐵來控制鉚釘沖頭的彎折長度及起點。4號墊鐵上有6×15的U型槽,水平工作平面上設(shè)計了3個定位銷孔,4號墊鐵通過U型槽內(nèi)的定位銷及定位塊5上的調(diào)節(jié)螺釘共同定位。
定位塊6上的尖頭調(diào)節(jié)螺釘用來控制彎折角度。定位塊5與定位塊6上調(diào)節(jié)螺釘與沖頭都是點接觸,所以確定的點精確。定位塊5與定位塊6的調(diào)節(jié)螺釘尖頭的連線與水平線間的夾角即為鉚釘沖頭的彎折角度。兩支M14長螺栓穿過7號墊鐵旋入定位塊6上的螺紋孔,迫使7號墊鐵壓緊氧炔焰烤熱后的鉚釘沖頭,使之折彎并定型。待鉚釘沖頭冷卻后,旋松螺栓取下沖頭即可。
4.2 彎折鉚釘用夾具的使用效果
加工效果:彎鉚釘沖頭夾具可以提高成批量沖頭的加工效率及控制產(chǎn)品的質(zhì)量,有利保證產(chǎn)品的加工精度及產(chǎn)品的一致性、互換性。氧炔焰燒烤位置的選擇符合人的視角范圍,在氧炔焰燒烤足夠熱后,即可旋轉(zhuǎn)M14螺栓來折彎、夾緊鉚釘沖頭。夾具夾持工件的直徑范圍為Ф8~Ф30,彎折角度范圍為15°~25°.如果批次規(guī)格有變化,可以通過改變定位塊螺釘?shù)奈恢脕砑右哉{(diào)節(jié)。經(jīng)過此夾具加工的彎鉚釘沖頭,完全符合圖2所示的設(shè)計要求。
5 結(jié)論
彎鉚釘在飛機裝配時的使用非常廣泛,采用此種加工方法提高了飛機蒙皮鉚接時的質(zhì)量及牢固性。通過成型車刀、檢測工具、彎折輔助工具的使用,提高了沖頭成品的合格率。采用此種加工方法后,彎鉚釘沖頭型面的表面粗糙度可達0.4,型面的深度H的公差值在h11以上,完全達到優(yōu)良品的要求。通過大量的加工試驗固化了成型車刀修磨R及H的數(shù)值控制范圍,提高了車工粗精加工一次交檢的優(yōu)良品率。同時,彎折尾部角度及長度夾具的使用提高了成批彎鉚釘沖頭的加工效率及準確度。采用此工藝方法加工出的鉚釘沖頭,其型面的精度高,用輔助夾具配合加工,提高加工效率。所制作的輔助夾具使用方便,有利地節(jié)省沖頭的加工時間。通過對鉚釘沖頭型面的加工,改進了以往鉚釘?shù)募庸し椒ǎ岣吡算T釘?shù)募庸べ|(zhì)量。
參考文獻:
[1]周澤華,于啟勛著.金屬切削原理[M].上海:上海科學技術(shù)出版社,1994:96-99.
[2]顧崇銜.機械制造工藝學[M].西安:陜西科學技術(shù)出版社,1999:108-112.
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:36
中學生數(shù)理化·七年級數(shù)學人教版(2019年9期)2019-11-25 07:34:34
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:50
中學生數(shù)理化·七年級數(shù)學人教版(2019年12期)2019-05-21 02:53:48