X52銑床上加工大導程梯形內螺旋槽的工藝探討
2018-05-07 06:40:02黃光蔭
裝備制造技術 2018年2期
黃光蔭
(柳州五菱柳機動力有限公司,廣西 柳州545005)
在從事壓鑄鑄件制造加工過程中,鑄造出來的工件毛坯,在澆口部分會有多余的鑄件材料與鑄件一同鑄出,一般的情況下,壓鑄模澆口套內孔均是圓柱形的,澆口部分隨著鑄件一同從模具上鑄出,然后再用其它設備將澆口部分鋸掉。
但隨著科技的進步和生產的發展,為進一步提高在壓鑄制造的生產效率,本文簡要闡述通過對壓鑄模上的澆口套進行改進,使得在每次壓鑄成形后,在開模時便能將鑄件部分與澆口部分迅速分離,這樣當鑄件從模具上取出時,鑄件部分與澆口部分就已經分開,免除了單獨鋸斷鑄造澆口部分的工序,大大提高了生產效率。
1 螺旋澆口杯設計原理
目前,使用壓鑄模進行鑄件生產,生產出的毛坯在進行深加工以前,需要把澆口部分用鋸床鋸掉,如是在鑄件出模時,能讓毛坯與澆口部分分開,就可以免去鋸澆口這道工序,為公司節省下加工成本的同時也提高工件加工生產進度,所以在設計鑄模時采用了螺旋切澆口,螺旋切澆口套是在原來澆口套φ40 mm內孔壁上增加三條的等分梯形螺旋槽(螺旋角15°),如圖1所示。當鑄件形成的同時,澆口套的螺旋槽內充滿鑄料,壓鑄模通過壓鑄機的開模動作,使模具打開,在開模的過程中,澆口部分是沿著澆口套軸向相對運動的,在澆口套內螺旋槽的作用下,使澆口部分產生旋轉動作,將鑄造澆口部分擰斷,這樣當鑄件從模具上取出時,鑄件部分與澆口部分就已經分開,免除了單獨鋸斷鑄造澆口的工序,大大提高了生產效率。

圖1 水口套簡圖
2 螺旋澆口杯加工方法
因為需要在澆口套內增加梯形螺旋槽,所以這給澆口套的加工帶來了相當大的難度。作為螺旋槽的加工,首先考慮在車床上加工,而普通車床能加工最大的螺旋槽導程為192 mm,先計算澆口套螺旋槽的導程:L=π ×D ×cot15°=π ×40×3.732 1=469 mm,由于澆口套導程太大,所以在車床上無法加工。另外還考慮能直線運動的設備,如拉床、刨床,兩種設備的加工特點是刀具在切削時只做直線運動,工件是固定不動的,而工件沒有做旋轉運動,所以以上兩種設備都無法出加工螺旋槽,再考慮是否能用專用設備來加工,因我廠不是該工序的專業廠家,所以也無法解決螺旋澆口套內螺旋槽的加工問題,為找出我廠現有設備加工內梯形螺旋槽方法,與工程技術人員及工藝人員共同分析、研究,認為在X52銑床上可以完成螺旋槽的加工工序:
(1)通過銑床縱向工作左絲桿與分度頭的配換齒輪,可滿足15°螺旋角的大導程螺旋線形成的條件,解決了在車床、拉床、刨床無法實現大導程螺旋線形成的問題。
(2)通過X52銑床上1 180 mm/min的進給速度,可接近于刨床的直線速度。
銑床以上兩個特點解決了螺旋線形成與直線運動的關鍵問題,為能在X52銑床上完成螺旋切澆口套的加工奠定了基礎,但還考慮到在實際操作過程中存在的問題是:銑床是銑刀通過主軸旋轉切削而達到加工目的,既然要用銑床代替刨床的運動形式,那么用來切削的不是旋轉的銑刀,而是要在直線運動中進行切削的刨刀,采用刨刀就要考慮裝刀的理想位置,認為刨刀還應裝在銑床的主軸上比較理想但要在刀具上作一些改進,該條件也是能滿足的,還應考慮到盡管刀具能固定在銑床的主軸上,但銑床的主軸是轉動的,雖然能在切削過程中關閉主軸電機電源,在起動后主軸不會自行轉動,但它在受到外力尤其是徑向外力作用下,它還是會產生轉動的,帶著問題再次觀察主軸,覺得可利用主軸套上固定法蘭蓋上的四個螺釘孔將主軸旋轉部分固定。
通過以上的分析、考證,認為以上幾個條件完全可以滿足在X52銑床上加工螺旋切澆口的內梯形螺旋槽,經過實踐,在增設零部件不多的情況下完成了切澆口套上的內梯形螺旋槽的加工任務,加工過程如下。
加工的方法步驟:
(1)刀具的準備。因螺旋切澆口套是用萬能分度頭夾持加工的,分度頭卡盤中心線和工件內孔φ40 mm中心線垂直銑床主軸中心線,采用的切削過程是刀桿通過內孔進行切削的,所以刀桿中心線必須平行工件分度頭中心線,制作一把直角刀具,結構如圖2所示。
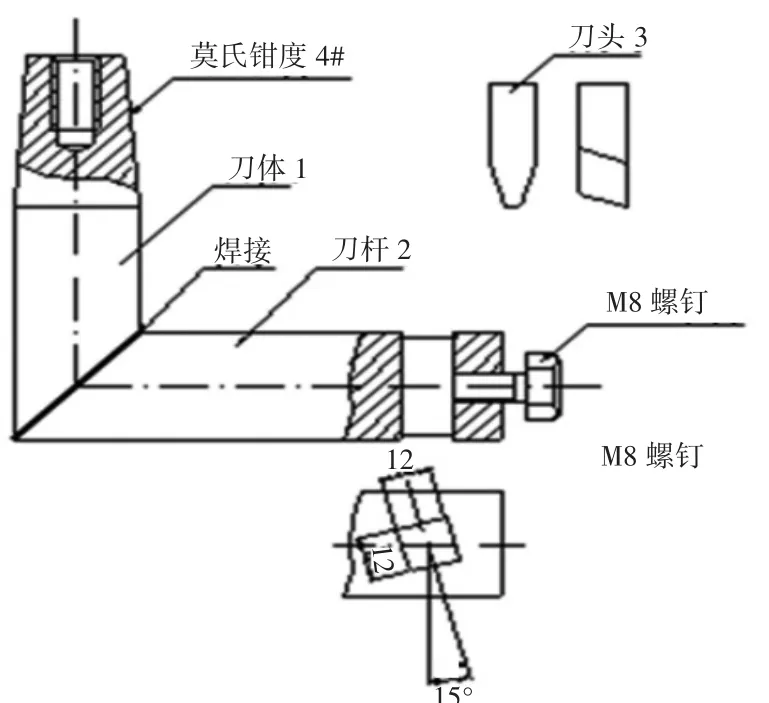
圖2 刀桿簡圖
刀體(1)尾部選用4號莫氏錐度,以便通過過度套固定在銑床主軸孔上,刀體(1)下端加工成45°斜面,刀桿(2)的一端也加工成45°斜面,互相對焊,即成直角刀具。在刀桿(2)上加工一個方孔,用于裝夾刀頭,方孔的一個截面與刀桿(2)端面的夾角為15°,要和澆口套螺旋角一致,防止加工螺旋槽時,刀頭后刀面與工件已加工面發生干涉;刀桿(2)端面加工一螺釘孔,用于固定刀頭。整個刀體裝上銑床主軸孔后,刀桿(2)部分中心線正好與工件中心線平行,刀頭(3)選用W18Cr4V高速鋼刀頭,該澆口套螺旋槽旋轉方向為左旋,那么刀頭(3)主視圖的右側后角應選大一些α≈10°~12°.以免在切削過程中產生干涉現象,而左側面因螺旋角的原因,即使后角等于0°,也不會產生干涉現象,考慮保證刀頭的強度和排屑順暢,所以盡量選用小一些的,即0~3°.
(2)銑床主軸和刀桿的固定。制作兩塊連接鍵如圖3所示。

圖3 連接鍵
鍵的一端連接固定在主軸25 mm的鍵槽中,另一端利用主軸套的法蘭盤固定螺孔,在對好方向后將螺釘上緊,這樣可以將主軸固定好,確保主軸在受到外力的情況下不會變動,在裝上此鍵時必須先將主軸旋轉方向的選擇開關調到0狀態位置,并按下主軸啟動開關確認主軸電機不轉動后,方能裝上該連接鍵,以防止不小心按下啟動開關,損壞機床,然后按圖4所示加工。
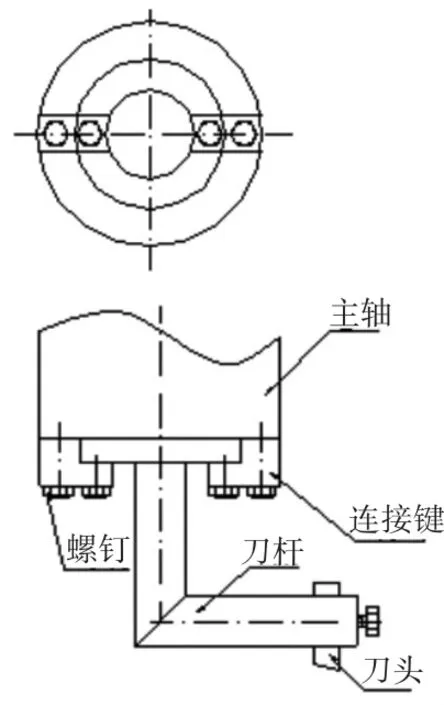
圖4 刀桿固定在銑床主軸上簡圖
用拉桿將刀桿裝上主軸,調好刀桿方向(使刀桿2的軸芯與澆口套軸芯平行),再將拉桿收緊,這時刀桿和主軸是固定在一起的,而主軸已經被固定,這樣在加工過程中刀桿也不會變動。
(3)配換掛輪的選擇。根據工件導程計算配換掛輪j=(z1×z3)/(z2×z4)=(40×6)/導程,j=(90×25)/(55×80);設計澆口套有三條槽,所以在切削一槽后的分度頭轉數:H=40/3再進行第二條槽的加工,以此類推,直至加工完成三條槽的加工。
(4)進給量的選擇。由于刀具已形成了直線運動的切削能力,通過機床縱向工作臺絲桿與分度頭的配換齒輪形成了螺旋線的運動,所以進給量選擇1 180 mm/min,固定好刀具,把分度頭固定在機床工作臺面上,掛好齒輪,調整好刀具與分度頭的相應位置,如圖5所示。
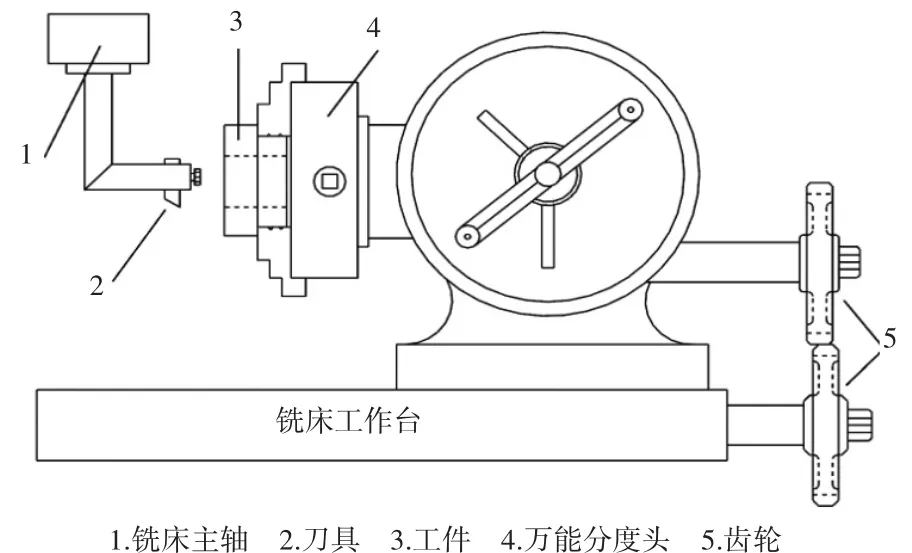
圖5 澆口套加工示意簡圖
調整好縱向工作臺行程開關限位板,使每次切削完備縱向工作臺即自動停止,確保切削過程的安全,然后裝上劃好線的工件后對好刀即可開始切削,通過轉動分度頭移動橫向工作臺進行梯形槽兩側的粗加工,利用銑床主軸或工作臺升降進行對梯形槽深度的粗加工,然后修磨刀頭對梯形槽進行精加工達到圖紙要求。
3 結束語
通過采取新的工藝措施和刀具改良,克服了在實際加工過程中出現的困難,圓滿的完成螺旋澆口的加工任務,通過此次任務,認為:企業內部擁有的設備的加工性能都有一定的局限性,但只要以科學的態度大膽創新實踐,那么就能使設備發揮其潛在的作用。
參考文獻:
[1]勞動人事部培訓就業局.銑工工藝學[M].北京:中國勞動出版社出版,1991.