鋼包回轉臺回轉支承的更換
2018-05-11 01:16:28李晨曦杜艷軍張永鋒
重型機械 2018年2期
閆 娟 ,李晨曦 ,王 蓉,杜艷軍 ,張永鋒
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.中冶天工集團有限公司, 天津 300308)
0 前言
鋼包回轉臺是現代板坯連鑄機中應用最為普遍的鋼包支承和承運設備,具有回轉、升降、鋼液稱重、鎖緊、鋼包傾動及鋼包加蓋保溫等多種功能。主要作用是接收滿包鋼液,通過回轉將鋼液接收位置的鋼包轉運到連鑄機處于澆鋼位置的中間罐上方,將鋼液注入中間罐,同時將澆完的空鋼包返回至鋼液接受位置,以便起重機運走,從而實現多爐連澆。
回轉支承是鋼包回轉臺的關鍵部件,主要由軸承內圈、外圈、滾珠等組成,軸承外圈與回轉部分通過高強度螺栓連接,軸承內圈通過高強度螺栓與底臺連接。回轉支承是回轉臺靜止部分和轉動部分的銜接件,可承受并傳遞來自回轉底座以上轉動部分的垂直載荷、水平載荷及傾翻力矩。
鋼包回轉臺結構復雜、重量大,回轉支承的更換難度大,本文詳述國外某鋼廠更換回轉支承的施工過程和方法。
1 鑄機主要參數
國外某鋼廠連鑄機主要參數見表1。
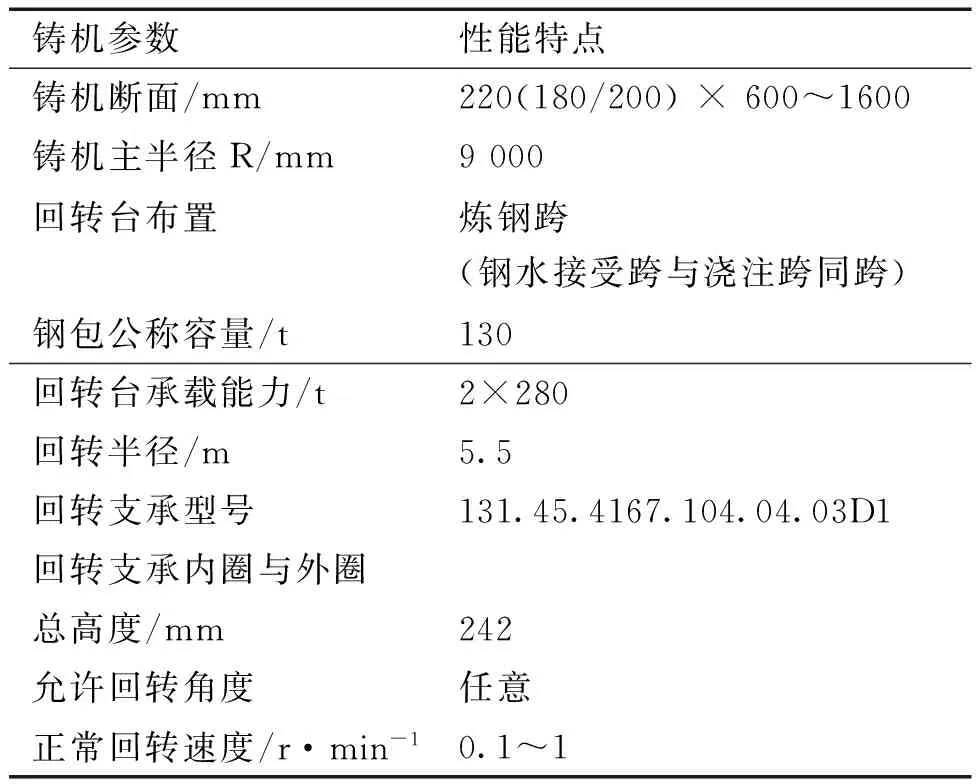
表1 連鑄機主要參數
2 回轉支承更換方案
回轉支承更換工程包括對回轉臺的解體和回轉臺的恢復。其施工流程如圖1所示。解體時,采用三步法,第一步拆除鋼包加蓋裝置;第二步整體拆除托座、上連桿、下連桿及鞍座;第三步整體拆除升降油缸、轉臺。解體完成后,測量底臺與回轉支承內圈的安裝面,保證其平面度不超過0.2 mm,滿足回轉支承的安裝要求;并調整回轉支承與傳動小齒輪的嚙合,保證兩者中心距誤差不超過±0.3 mm,保證傳動的平穩。回轉臺的恢復是解體的逆過程,恢復完成后優化電機控制,將啟動和停止轉速變化優化為變加速度控制,減小電機啟動和停止對設備的沖擊,延長設備使用壽命。
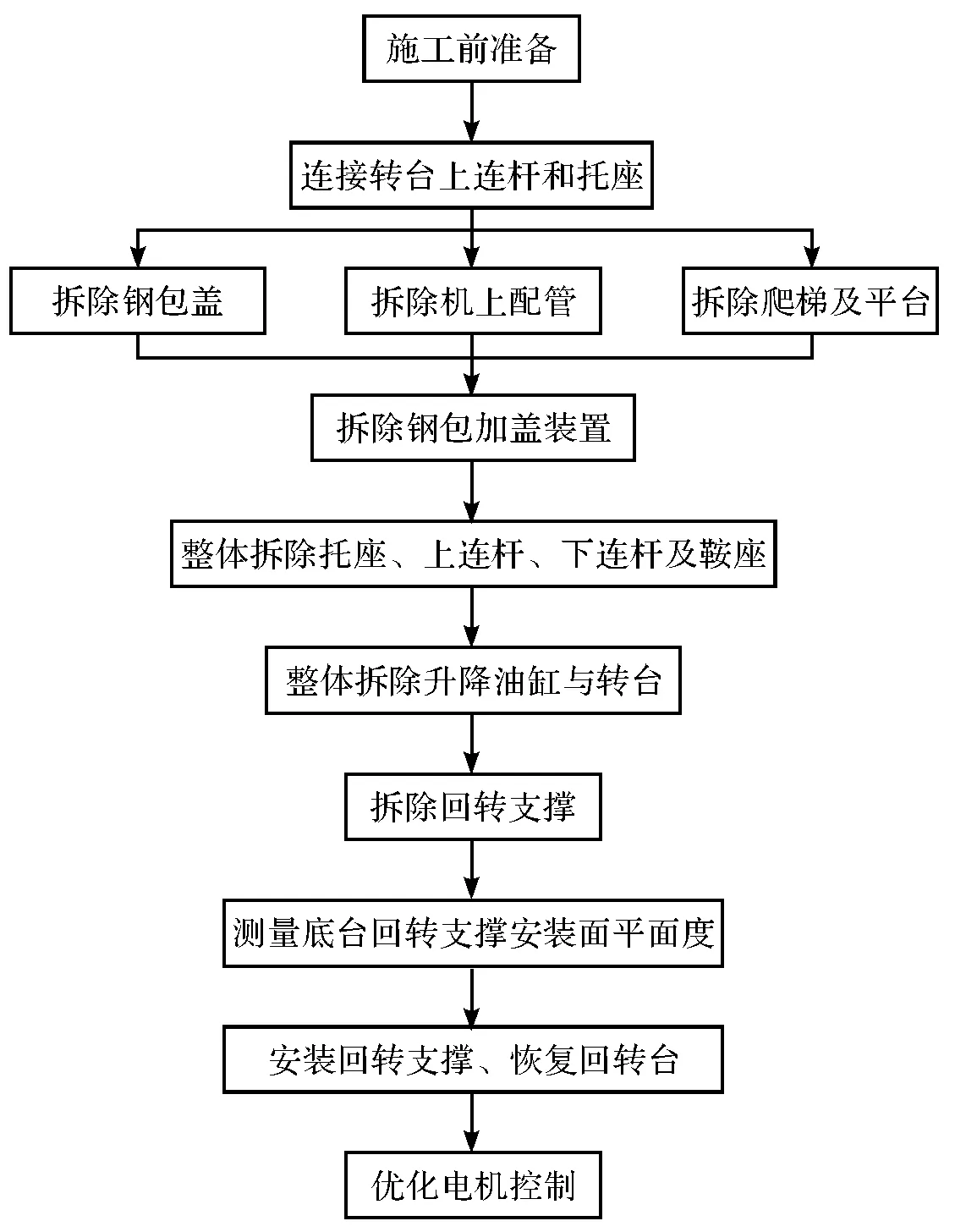
圖1 施工流程
3 回轉支承更換過程
3.1 施工前準備
制作天車主鉤橫梁上方拱橋、上連桿與托座間連接吊耳和連接板,如圖2~4所示。天車主鉤橫梁上方拱橋的作用是纏繞鋼絲繩時防止鋼絲繩與橫梁角部接觸。拆除天車主鉤及配套連接件、銷軸,利用主鉤橫梁對托座、上連桿、下連桿及鞍座設備整體吊卸。該跨內天車為240/80 t鑄造起重機,主鉤為吊運鋼包的板鉤,主鉤拆卸后狀態如圖4所示。
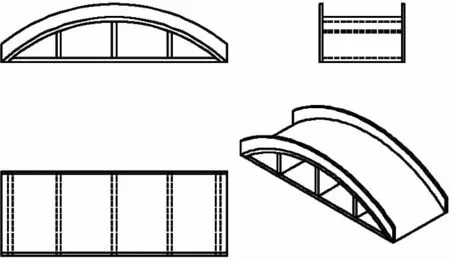
圖2 天車主鉤橫梁拱橋(2件)
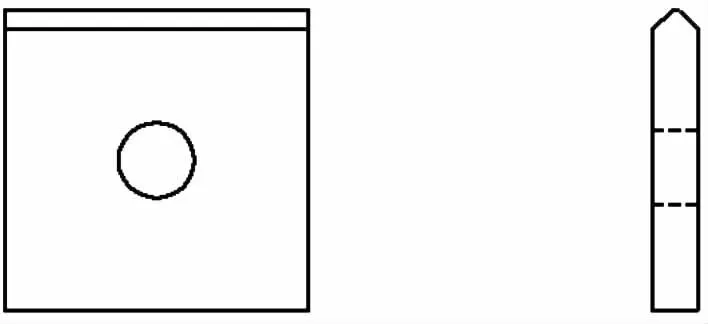
圖3 上連桿與托座間連接吊耳(8件)

圖4 上連桿與托座間連接板(4件)
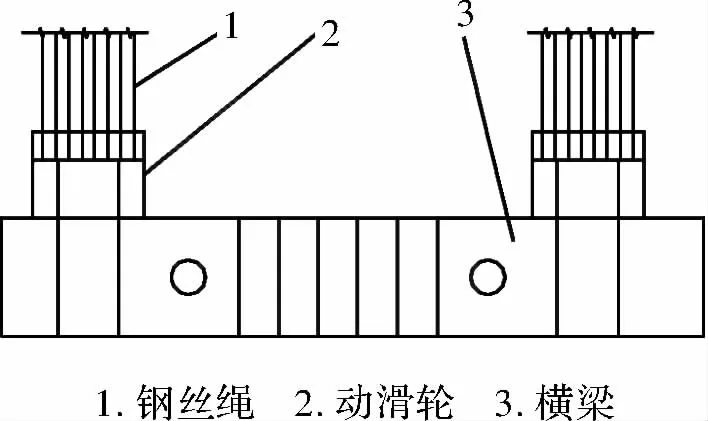
圖5 240/80t行車主鉤拆卸后狀態
3.2 連接上連桿和托座
將圖3中4件吊耳分別連接在回轉臺上連桿下方,另外4件分別焊接在托座側面,利用圖4連接板將上連桿和托座連接成一體,實現轉臺上連桿、托座、下連桿及鞍座整體吊裝。上連桿和托座連接后如圖6所示。
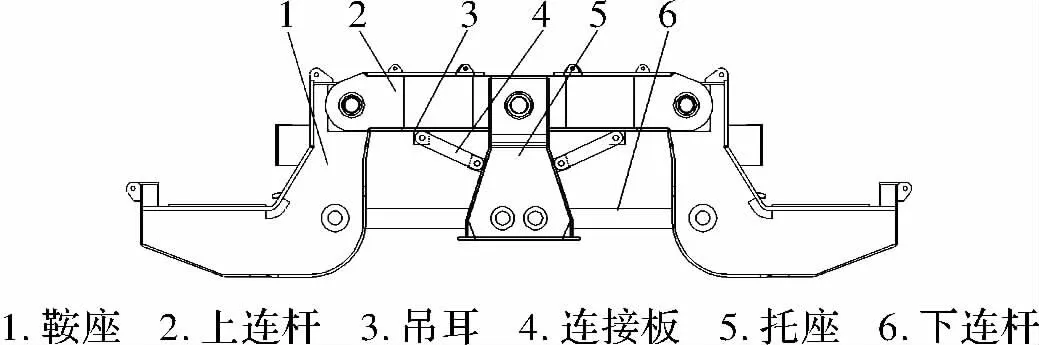
圖6 上連桿和托座的連接
3.3 拆除鋼包蓋、配管等設備
拆除限位開關、電氣配線、機上液壓配管、干油潤滑配管;拆除通往鋼包加蓋裝置長爬梯及平臺。拆除鋼包加蓋裝置與托座連接螺栓,利用澆注跨240/80 t行車80 t副鉤進行吊裝。
3.4 整體吊裝托座、上連桿、下連桿及鞍座
拆除鋼包加蓋裝置后,將托座、上連桿、下連桿、鞍座整體拆除,其總重約為110 t, 240/80 t行車主鉤滿足要求。
拆除升降油缸上耳軸,油缸與上連桿脫開連接;利用力矩扳手將托座與轉臺的高強度連接螺栓拆除,托座與轉臺脫開連接;將240-80 t行車主鉤橫梁置于托座正上方,通過鋼絲繩將橫梁和上連桿纏繞成整體,如圖7所示。捆綁位置應居中對稱,保證行車主鉤橫梁受力均勻且平穩起吊。做好鋼絲繩保護工作,在鋼絲繩與設備棱角接觸部位制作包角及膠皮進行襯墊,設置4個備用倒鏈,在需要時進行橫梁與物件的平穩度調整。起吊時,點動起升行車主鉤,觀察鋼絲繩拉伸受力狀態及橫梁平穩性,并及時調整鋼絲繩,設備整體緩慢吊離時,觀察設備平穩性,利用備用倒鏈進行橫梁與物件的平穩度調整,避免設備傾斜起吊及相互碰撞而造成設備損壞。如圖8所示,托座、上連桿、下連桿及鞍座整體吊裝,整體拆除后,鋼絲繩不拆除,待恢復安裝時整體吊裝,節省再次纏繞鋼絲繩時間。
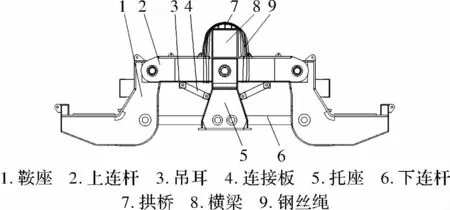
圖7 鋼絲繩纏繞
3.5 整體拆除升降油缸與轉臺
整體拆除轉臺及升降油缸。將升降油缸固定,防止在吊裝過程中擺動;利用力矩扳手拆除轉臺與回轉支承外圈的高強度螺栓,轉臺與回轉支承脫離;轉臺、升降油缸及部分平臺總重約為65 t,利用80 t副鉤將升降油缸與轉臺整體吊裝,如圖9所示。

圖8 托座、上連桿、下連桿及鞍座整體吊裝
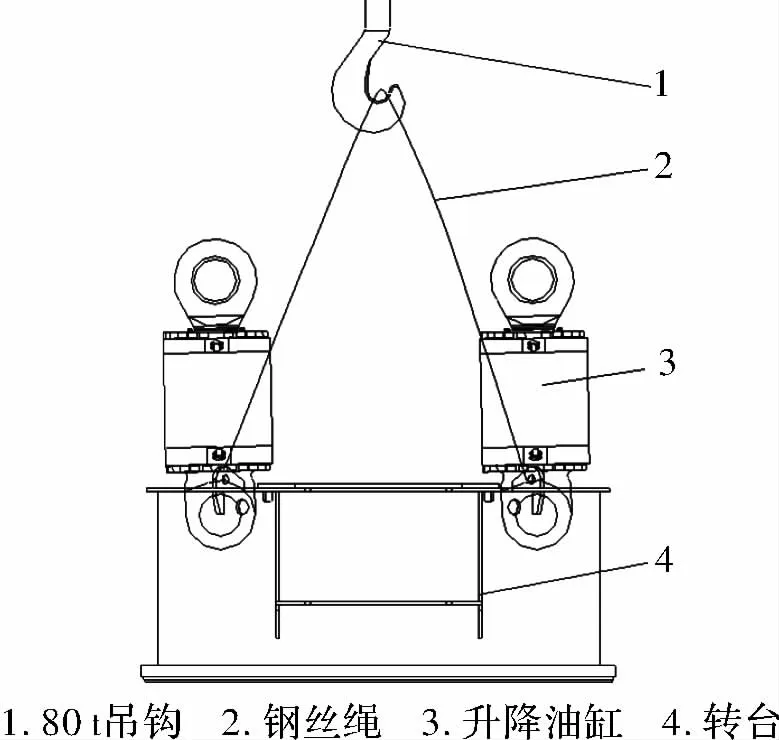
圖9 整體吊裝轉臺、升降油缸
3.6 拆除回轉支承
拆除底臺與回轉支承內圈的緊固螺栓,底臺與回轉支承脫離;再利用專用吊耳將回轉支承吊裝拆除。
3.7 測量底臺回轉支承安裝面平面度
清洗底臺回轉支承內圈安裝面,利用電子水準儀測量安裝面標高。安裝面圓周共計90個螺栓孔,間隔2個螺栓孔測量一個標高點,共計45個測量點。根據測量結果調整底臺與回轉支承的安裝面,保證其平面度為0.20 mm,滿足回轉支承安裝要求。
3.8 恢復安裝
回轉臺的恢復安裝就是回轉臺拆裝的逆過程。
安裝新的回轉支承。利用專業吊耳將新的回轉支承吊裝到底臺上方;調整回轉支承與傳動小齒輪中心距,中心距誤差不超過±0.3 mm;利用力矩扳手對角對角緊固底臺與回轉支承內圈的高強度螺栓,分兩次預緊,并達到要求的預緊力矩。
安裝轉臺及升降油缸。利用另一臺行車80 t副鉤將轉臺及升降油缸整體吊裝到回轉支承外圈安裝面上;利用力矩扳手對角緊固轉臺與回轉支承外圈的高強度螺栓,分兩次預緊,并達到要求的預緊力矩。
整體安裝托座、上連桿、下連桿及鞍座。整體拆除托座、上連桿、下連桿及鞍座后,鋼絲繩未拆除,行車橫梁與設備仍為一體,因此,直接托座、上連桿、下連桿及鞍座將整體上線、安裝;利用力矩扳手對角緊固托座與轉臺間的高強度螺栓,分兩次預緊,并達到要求的預緊力矩。
安裝鋼包加蓋裝置、鋼包蓋;恢復電氣配線、液壓配管、潤滑配管,并重新進行液壓循環沖洗,電氣接線及查線;安裝通往鋼包加蓋裝置長爬梯及平臺。
至此,回轉臺恢復完成。
3.9 電機控制優化
原回轉臺傳動電機控制程序中,電機啟動和停止時轉速均為恒加速度變化,如圖10所示。電機轉速改變時,尤其是啟動和停止時,對設備的沖擊比較大,影響設備使用壽命。優化電機轉速控制,將啟動和停止轉速變化優化為變加速度控制,如圖11所示,按照該曲線控制電機啟動和停止時,對設備的沖擊明顯減小。
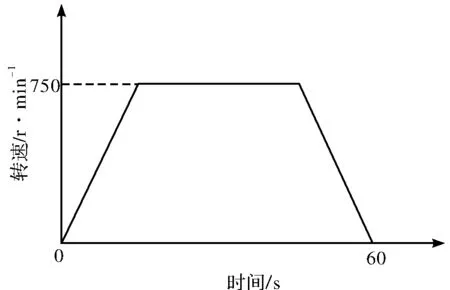
圖10 原電機控制曲線
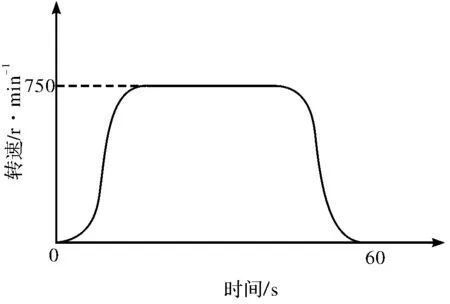
圖11 優化后電機控制曲線
4 結束語
本次回轉支撐的更換根據連鑄機在車間內的特殊布置以及現場條件,采用三步法對回轉臺進行解體,更換回轉支撐。該方法安全可靠,節省時間。轉臺恢復后對傳動電機進行了優化控制,將啟動和停止轉速變化優化為變加速度控制,減小電機啟動和停止對設備的沖擊,延長設備使用壽命。
參考文獻:
[1] 楊拉道,黃進春,李淑賢,等.直弧形板坯連鑄設備[M].北京:冶金工業出版社,2017.
[2] 陳雷.連續鑄鋼[M].北京:冶金工業出版社,2006.
[3] 藺文友.冶金機械安裝[M].北京:冶金工業出版社,1997.
[4] 楊拉道,謝東鋼.常規板坯連鑄技術[M].北京:冶金工業出版社,2002.
[5] 顧繩谷.電機拖動基礎[M].北京:機械工業出版社,2007.
[6] 干勇主編.現代連續鑄鋼實用手冊.北京:冶金工業出版社,2010.
[7] 黃靖遠,龔劍霞,賈延林.機械設計學[M].北京:機械工業出版社,2000.
[8] 邵曉榮,包耳.互換性與測量技術基礎[M].北京:機械工業出版社,2001.
[9] 許立忠,龔景安.機械設計[M].北京:機械工業出版社,2003.
[10] 安子軍.機械原理[M].北京:機械工業出版社,1998.
[11] 陳建明,王亭嶺,孫標.電氣控制與PLC應用[M].北京:電子工業出版社,2014.
[12] 李壯云.液壓元件與系統[M].北京:機械工業出版社,2012.
[13] 史宸興.實用連鑄冶金技術[M]. 北京:冶金工業出版社,2002.
[14] 蔡開科,程士富.連續鑄鋼原理與工藝[M].北京:冶金工業出版社,2008.
[15] 蔡開科.連續鑄鋼[M].北京:科學出版社,1990.