真空板坯移送機網絡無線改造
2018-05-11 01:16:28孫學兵
重型機械 2018年2期
盧 海,盛 意,孫學兵
(1.上海西重所重型機械成套有限公司, 上海 201900;2.上海寶山鋼鐵股份有限公司, 上海 201900)
0 前言
寶鋼2050熱軋精整線7套真空板坯移送機從2014年運行至今,因機組高空橫梁的拖鏈內空間擁擠,通訊電纜與伺服電機動力電纜間距近,PROFIBUS-DP通訊電纜的屏蔽層老化異常迅速,而伺服電機動力電纜干擾非常強,導致真空吸盤機組異常停機,過去四年間現場搶修多達數十次,機組的穩定生產有巨大隱患。
1 設備簡介
在寶鋼2050熱軋精整線真空板坯移送機共有7套獨立的設備,3#、4#、5#、6-1#、6-2#每套設備為四組一體形式,1#、2#設備為二組一體形式。該真空板坯移送機功能及工況對比見表1。單套設備中的每組設備均可獨立運行,根據鋼板的長度進行不同的運行組合,四組一體真空板坯移送機如圖1所示,從a到g是板坯移送的一個工作循環過程。來料規格見表2。

表1 真空板坯移送機功能及工況對比表
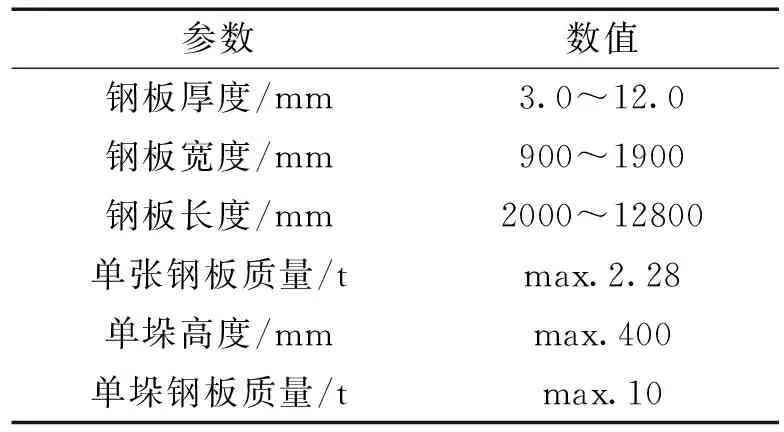
表2 來料規格表
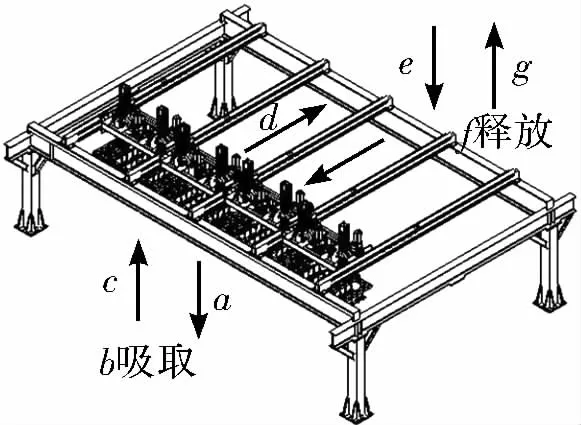
圖1 四組一體真空板坯移送機運行圖
2 電氣系統簡介
使用一套BECKHOFF高性能PLC(C6920-0030)做為L1;傳動系統采用高精度的伺服驅動器SEW(MOVIAXIS);與其它L1和L2通訊為工業以太網TCP/IP通訊,進行控制與狀態信號的交換,與IBA數據采集系統為PROFIBUS-DP接口;每套真空板坯移送機使用一套BECKHOFF PLC(CX1030-0111)做工藝邏輯控制,保證系統的獨立性;每套在設備旁設立現場操作箱,操作箱內PLC子站配置PROFIBUS-DP主通訊模塊,連接機上FESTO閥島,如圖2所示。

圖2 改造前部分網絡圖
3 技術改造
圖2中過拖鏈的PROFIBUS-DP通訊經常故障,給設備維護和穩定運行帶來很大的困難,經過和寶鋼客戶討后,初步論制定了4個改造方案。
3.1 改造方案
(1)將過拖鏈的PROFIBUS-DP改成EtherCAT通訊,采用光纖通訊方式。該方案通訊穩定并且通訊速度快,理論速度達到10Mb/s,能完全解決干擾問題;但是FESTO閥島和操作箱子站需要更換元器件型號,改造費用很高;通訊程序需要修改,另外要把四組真空機架上的端子箱加大來安裝光電轉換模塊,原端子箱安裝不下,現場環境很惡劣,不能裸露安裝光電轉換模塊,所以施工量大,改造周期長,影響生產。
(2)將過拖鏈的PROFIBUS-DP改成EtherCAT或EtherNET--TCP/IP通訊,采用無線通訊方式。該方案的優點是能繞開PROFIBUS-DP干擾問題;但缺點是FESTO閥島和操作箱子站需要更換元器件型號,改造費用很高;通訊程序需要修改,改造周期很長,影響生產;現場環境惡劣,無線易中斷或被干擾,需要設計主站天線安裝位置。
(3)直接對過拖鏈的PROFIBUS-DP采用無線通訊方式。該方案能繞開PROFIBUS-DP干擾問題;無線模塊可以直接安裝于機上接線盒內,安裝方便;改造費用小;改造周期短,不影響生產。不足是現場環境惡劣,無線可能中斷或被干擾,需要設計天線安裝位置。
(4)直接將過拖鏈的PROFIBUS-DP采用光纖通訊方式。這樣通訊穩定,能完全解決通訊干擾;程序不需要修改。但是真空機架上的端子箱需要改大來安裝光電轉換模塊,施工量中等。
通過對幾種方案的討論分析,因為方案3估計3小時內能修改完成一套,施工時間最短,切不涉及布線和安裝,方案4因原布置柔性光纖,熔接光纖比較耗費時間外,另外真空機架上安裝位置十分緊湊,要加大端子箱就必須重新修改部分真空氣管,施工量稍大,估計得2天以上才能改完一套。方案3的無線屏蔽效應可以通過外置天線解決,和閥島的通訊速率下降這個弊端在真空板坯移送機設備實際應用時時可以接受的,所以最終按方案3來實施。
3.2 改造設計
方案3設計需要使用到菲尼克斯的無線接口轉換器RAD-2400-IFS(Trusted Wireless技術)做為PROFIBUS-DP現場總線電纜替代方案,無線頻率為2.4 GHz(SEW伺服載波頻率為4 kHz),無線速率用最高250 kbps(非PROFIBUS-DP速率),PROFIBUS-DP速率保持不變為187.5 kbsp,改造后網絡圖如圖3所示。
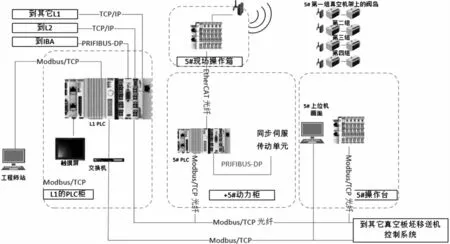
圖3 改造后部分網絡圖
3.3 方案實施
利用5#機組檢修的半天時間先對5#機組進行施工。分別在現場操作箱和端子盒內將無線接口轉換器安裝好,利用原有的DC24V電源,把箱/盒體上鉆孔將天線外引。
利用菲尼克斯組態軟件PSI-CONF將5#機組的無線轉換模塊的通道都設置為5,通訊模式設置為Serial data mode(圖4),在這種模式下,將接口種類設置為RS-485,波特率設置為187500,并對每塊無線轉換模塊設置不同的無線通訊地址(非DP地址),如圖5所示。
如果是使用BLUETOOTH技術的無線模塊則要修改DP總線參數進行修改,如圖6所示,看門狗時間為1 000 ms,即通訊延時有可能接近1 000 ms。

圖4 通訊模式

圖5 PSI-CONF組態
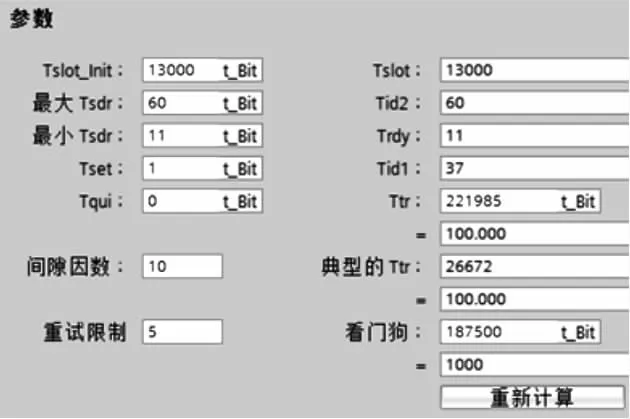
圖6 PROFIBUS-DP總線參數設置
因本次使用的是Trusted Wireless技術無線速率最高250 kbps速率,大于PROFIBUS-DP設置的通訊速率187.5 kbps,而無線模塊內部轉換時間很短,根據菲尼克斯客服提供的數據轉換時間<10 ms,故先不對PLC內的DP總線參數做修整。
另外,真空機架上的閥島為自保持形式,測試時在吸住鋼板的情況下,即使和閥島的通訊有偶爾閃斷也不會使鋼板掉落。
4 結論
5#機組改造完成后沒有出現PROFIBUS-DP通訊中斷/干擾的情況,受到客戶較好評價。通過對網絡的無線改造,極大的減少了設備的維護成本,創造了可觀的經濟效益,而且為將來在設計移動部分的網絡提供多一種選擇,并為進一步研究真空鋼板移送機提供了寶貴經驗。
參考文獻:
[1] 控制技術I/O和自動化系統[M],菲尼克斯公司,2015.
[2] Radioline-Wireless transmission system for serial interfaces and I/O signals User manual[M],菲尼克斯公司,2017.
[3] 吳志軍. 現在總線Profibus及其應用[J].鋼管,2005.
[4] 廖常初.PLC編程及應用[M].機械工業出版社,2005.
[5] 張萬忠.可編程控制器應用技術 [M].北京:化學工業出版社,2001.
[6] 齊占慶,王振臣.電氣控制技術 [M].北京:機械工業出版社,2002.
[7] 李道霖.電氣控制與PLC原理及應用 [M].北京: 電子工業出版社,2004.
[8] 史國生.電氣控制與可編程控制器技術 [M].北京:化學工業出版社,2003.
[9] 周盈國. 帶鋼精整設備[M],北京:冶金工業出版社,2001.
[10] 張慶彬,畢麗紅,王鑄.工業自動配料系統的精度分析[J].自動化技術及應用,2005.