雙旋轉(zhuǎn)轂式矯直機(jī)的參數(shù)研究及數(shù)值模擬
2018-05-11 07:57:30張保華翟富兵
新疆有色金屬 2018年1期
張保華 翟富兵
(①新疆有色集團(tuán)明苑置業(yè)管理有限公司 烏魯木齊 830000②新疆新鑫礦業(yè)股份有限公司阜康冶煉廠 阜康 831500)
本文主要針對(duì)在矯直過程中出現(xiàn)的小間距彎曲,即導(dǎo)電棒兩端的盲區(qū),來進(jìn)行數(shù)值模擬分析,通過對(duì)雙旋轉(zhuǎn)轂式矯直機(jī)調(diào)整轉(zhuǎn)轂的轉(zhuǎn)向和送料-出料差,從而來分析導(dǎo)電棒在矯直過程中的應(yīng)力、應(yīng)變分布,并對(duì)矯完的導(dǎo)電棒進(jìn)行矯后平直度及表面熱分布,以此得出合理的矯直參數(shù)。
1 雙旋轉(zhuǎn)轂式矯直機(jī)的有限元模型建立
有限元分析方法依靠其物理概念清晰、數(shù)學(xué)邏輯嚴(yán)謹(jǐn)、能夠處理各種復(fù)雜問題而被廣泛應(yīng)用[1]。有限元分析法的基本思路是把結(jié)構(gòu)整體劃分為有限個(gè)小單元,從而以小單元內(nèi)的節(jié)點(diǎn)力和位移作為未知量來求解。
1.1 雙旋轉(zhuǎn)轂式矯直機(jī)模型簡化
利用DEFORM-3D軟件分析電鎳導(dǎo)電棒的矯直過程,主要為了研究導(dǎo)電棒在矯直過程中的應(yīng)力應(yīng)變變化情況。在明確目標(biāo)之后對(duì)雙旋轉(zhuǎn)轂式矯直機(jī)進(jìn)行模型簡化。本文中要矯直的導(dǎo)電棒的規(guī)格為Φ 36×3×1350,在矯直過程中以導(dǎo)電棒為研究對(duì)象,與導(dǎo)電棒接觸的矯直機(jī)零部件對(duì)導(dǎo)電棒進(jìn)行矯直作用,所以在簡化模型中需要設(shè)置送料輥、斜輥、出料輥,然后根據(jù)設(shè)計(jì)的矯直參數(shù)對(duì)導(dǎo)電棒、斜輥、送料-出料輥進(jìn)行位置固定。因?yàn)镈EFORM不能建立三維的幾何模型,則通過SolidWorks建立三維模型,并按照矯直參數(shù)裝配在一起,然后轉(zhuǎn)化為STL格式導(dǎo)入DEFORM軟件中。在查閱大量資料并進(jìn)行計(jì)算后,將矯直機(jī)的矯直速度定為30m/min;由導(dǎo)電棒的直徑為36mm,則在本文中近似取輥距P=380mm;而輥形中各參數(shù)為輥腰段S=4t、輥腹段S=t、輥胸段S=2t,輥?zhàn)拥膶?shí)際長度為L=6t+2R,且t為兩端矯直輥與導(dǎo)電棒的接觸區(qū)長度,R為導(dǎo)電棒的半徑。
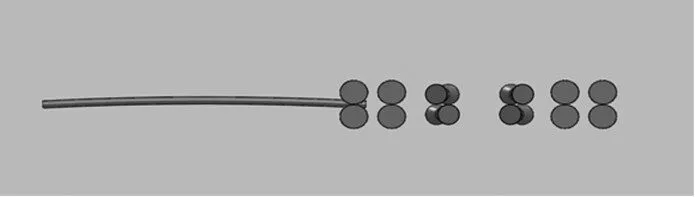
圖1雙旋轉(zhuǎn)轂式矯直機(jī)簡化模型
圖1 所示即為雙旋轉(zhuǎn)轂式矯直機(jī)的簡化模型。為了達(dá)到與實(shí)際情況盡可能接近,實(shí)際矯直過程中導(dǎo)電棒是人為送進(jìn)矯直機(jī),則在簡化模型布置中需要讓電鎳導(dǎo)電棒與送料輥有一段接觸,從而實(shí)現(xiàn)預(yù)作用。為了讓導(dǎo)電棒在矯直前后效果有明顯對(duì)比,現(xiàn)統(tǒng)一設(shè)置矯前導(dǎo)電棒平直度為15mm/m。
1.2 雙旋轉(zhuǎn)轂式矯直機(jī)模型處理
1.2.1 材料設(shè)置及網(wǎng)格劃分
在導(dǎo)電棒矯直的過程中,送料輥、斜輥、出料輥在其中的作用是矯直工具,不對(duì)其應(yīng)力和應(yīng)變進(jìn)行分析,則可以把出料輥、斜輥、送料輥設(shè)置為剛性材料,把研究對(duì)象-導(dǎo)電棒設(shè)置為塑性材料,溫度設(shè)置為常溫,材料設(shè)置為銅。
同時(shí),對(duì)導(dǎo)電棒進(jìn)行網(wǎng)格劃分時(shí),將導(dǎo)電棒劃分為150000個(gè)單元進(jìn)行分散計(jì)算。將導(dǎo)電棒中容易發(fā)生嚴(yán)重彎曲的部位進(jìn)行局部細(xì)化,網(wǎng)格比調(diào)整為0.05。
1.2.2 運(yùn)動(dòng)及體積補(bǔ)償設(shè)置
DEFORM中模型的運(yùn)動(dòng)控制主要分為兩部分:一個(gè)為直線運(yùn)動(dòng)設(shè)置,另一個(gè)為旋轉(zhuǎn)運(yùn)動(dòng)設(shè)置。導(dǎo)電棒在矯直的過程中是沒有初速度的,完全靠輥?zhàn)拥淖饔脕硪苿?dòng),所以不對(duì)導(dǎo)電棒施加任何運(yùn)動(dòng)設(shè)置。8個(gè)平輥分別施加相同的角速度,且圍繞自身中心自轉(zhuǎn)。4個(gè)斜輥兩兩成對(duì)安裝在兩個(gè)不同的轉(zhuǎn)轂上被施加相反的角速度,使其圍繞導(dǎo)電棒進(jìn)行公轉(zhuǎn)。
在運(yùn)動(dòng)設(shè)置完成后,需要對(duì)材料進(jìn)行補(bǔ)償設(shè)置。一般而言極限應(yīng)變率的值是平均應(yīng)變率。極限應(yīng)變率對(duì)仿真計(jì)算影響較大,如果極限應(yīng)變率設(shè)置的過大會(huì)造成求解精度下降,設(shè)置的過小會(huì)使收斂困難。
1.2.3 摩擦與接觸設(shè)置
本文主要研究的是導(dǎo)電棒在輥?zhàn)拥淖饔孟聫澢冃蔚倪^程,在彎曲過程中涉及到導(dǎo)電棒與輥?zhàn)拥慕佑|、作用、分離,并且接觸問題的設(shè)置也關(guān)系到整個(gè)仿真的真實(shí)性和成功率,是一個(gè)比較難解決的非線性問題[8]。
在本文中主要涉及到的接觸關(guān)系有導(dǎo)電棒和8個(gè)平輥的接觸,導(dǎo)電棒與4個(gè)斜輥的接觸,總共12個(gè)接觸關(guān)系。DEFORM系統(tǒng)提供的接觸關(guān)系主要有3種,分別為剪摩擦、庫倫摩擦、混合摩擦,本文所定義的導(dǎo)電棒與平輥和斜輥之間的摩擦均為剪摩擦,但是導(dǎo)電棒與平輥之間的接觸和導(dǎo)電棒與斜輥之間的接觸面積、方式不同,則設(shè)置導(dǎo)電棒與平輥和斜輥之間的摩擦系數(shù)也不同。表1為體積補(bǔ)償與摩擦系數(shù)的參數(shù)設(shè)置。

表1 主要參數(shù)設(shè)置
2 模擬結(jié)果與分析
2.1 轉(zhuǎn)轂轉(zhuǎn)向?qū)ΤC直效果的影響
本文所研究的轉(zhuǎn)轂式矯直機(jī)除了在結(jié)構(gòu)上有所改變外,最主要的調(diào)整是采用兩個(gè)轉(zhuǎn)轂結(jié)構(gòu),即可以保證兩組斜輥的旋轉(zhuǎn)方向不同,使導(dǎo)電棒經(jīng)過有效矯直區(qū)時(shí),接觸面積增大,接觸軌跡不重合,從而對(duì)導(dǎo)電棒的小變形彎曲起到很好的矯直效果。所以下面將對(duì)轉(zhuǎn)轂的轉(zhuǎn)向進(jìn)行重點(diǎn)分析,在其余結(jié)構(gòu)參數(shù)和工藝參數(shù)確定的情況下,對(duì)單旋式轉(zhuǎn)轂矯直過程和雙旋式轉(zhuǎn)轂矯直過程進(jìn)行模擬仿真,單獨(dú)分析轉(zhuǎn)向?qū)ΤC直效果的影響,在對(duì)比矯后導(dǎo)電棒的平直度的前提下,確定轉(zhuǎn)向?qū)ΤC直效果的影響作用。
設(shè)立兩組轉(zhuǎn)轂轉(zhuǎn)向不同的矯直模型,第一組是兩個(gè)轉(zhuǎn)轂轉(zhuǎn)向相同(統(tǒng)一將轉(zhuǎn)轂轉(zhuǎn)向設(shè)置為正),第二組為兩個(gè)轉(zhuǎn)轂轉(zhuǎn)向相反(第一對(duì)轉(zhuǎn)轂轉(zhuǎn)向設(shè)置為正,第二組轉(zhuǎn)轂轉(zhuǎn)向設(shè)置為負(fù)),其余參數(shù)均設(shè)置相同。經(jīng)過有限元模擬分析,兩組導(dǎo)電棒按設(shè)定參數(shù)均可以正常完成矯直工作,且在矯直過程中沒有出現(xiàn)導(dǎo)電棒失真變形或其他情況,兩組完成的情況見圖2。
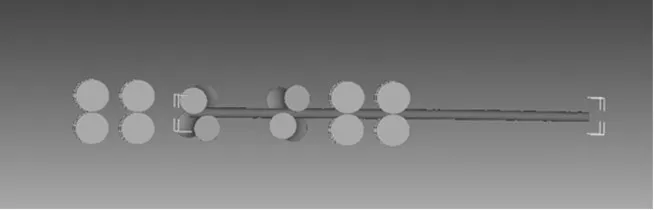
圖2 矯直完成情況
當(dāng)把兩個(gè)轉(zhuǎn)轂的轉(zhuǎn)向設(shè)置為相同時(shí),即可等同于傳統(tǒng)的轉(zhuǎn)轂式矯直機(jī),根據(jù)仿真模擬結(jié)果來分析轉(zhuǎn)轂的轉(zhuǎn)向?qū)ΤC直過程的應(yīng)力分布情況以及矯后導(dǎo)電棒的平直度變化。
在相同條件下對(duì)單旋轉(zhuǎn)轂式矯直機(jī)和雙旋轉(zhuǎn)轂式矯直機(jī)進(jìn)行了導(dǎo)電棒矯直模擬仿真,仿真過程中如圖3和圖4所示,選取導(dǎo)電棒剛好經(jīng)過兩個(gè)轉(zhuǎn)轂的節(jié)點(diǎn)來分析。單旋轉(zhuǎn)轂式矯直機(jī)在此時(shí)刻受到的最小應(yīng)力為0.00939MPa,受到的最大應(yīng)力為484MPa,面對(duì)小變形的彎曲,導(dǎo)電棒并未受到合適的應(yīng)力。而雙旋轉(zhuǎn)轂式矯直機(jī)在同一時(shí)刻所受到的最小應(yīng)力為20.2MPa,受到的最大應(yīng)力為524MPa,在應(yīng)力分布圖中可以明顯看到,導(dǎo)電棒受到了比較明顯的應(yīng)力變化。在圖3、圖4中,我們可以發(fā)現(xiàn),雙旋轉(zhuǎn)轂式矯直機(jī)在矯直過程中使導(dǎo)電棒受到了比較均勻的應(yīng)力變化,并且較為全面的對(duì)導(dǎo)電棒進(jìn)行了應(yīng)力覆蓋。綜上所述:雙旋轉(zhuǎn)轂式矯直機(jī)在矯直力分布以及接觸面積上較單旋轉(zhuǎn)轂式矯直機(jī)有很大的提高。
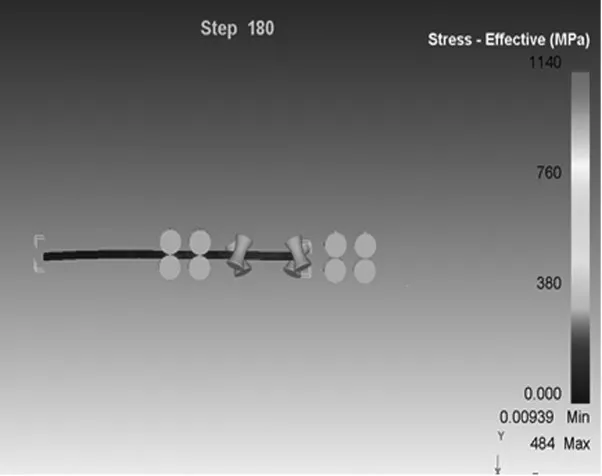
圖3 單旋轉(zhuǎn)轂式矯直導(dǎo)電棒應(yīng)力分布情況
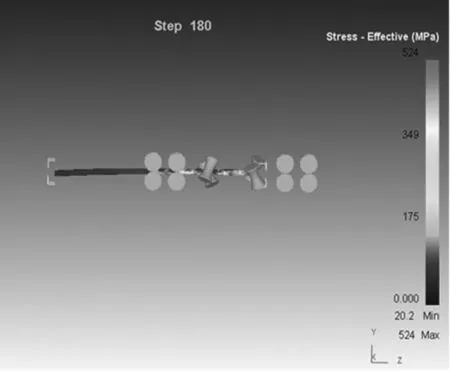
圖4 雙旋轉(zhuǎn)轂式矯直導(dǎo)電棒應(yīng)力分布情況
為了更方便的對(duì)導(dǎo)電棒的矯后平直度進(jìn)行分析,現(xiàn)在平均的在導(dǎo)電棒上標(biāo)識(shí)10個(gè)點(diǎn),先獲得這10個(gè)點(diǎn)的坐標(biāo),從而用線性回歸法獲得線性回歸圖得到矯后導(dǎo)電棒的平直度。兩種不同轉(zhuǎn)轂轉(zhuǎn)向分布的線性回歸圖5、圖6。
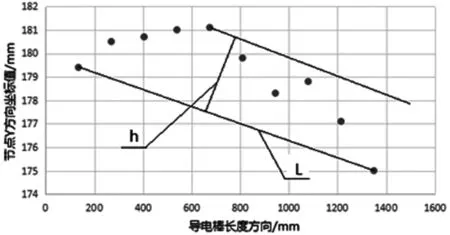
圖5 單旋轉(zhuǎn)轂式矯直導(dǎo)電棒節(jié)點(diǎn)分布圖
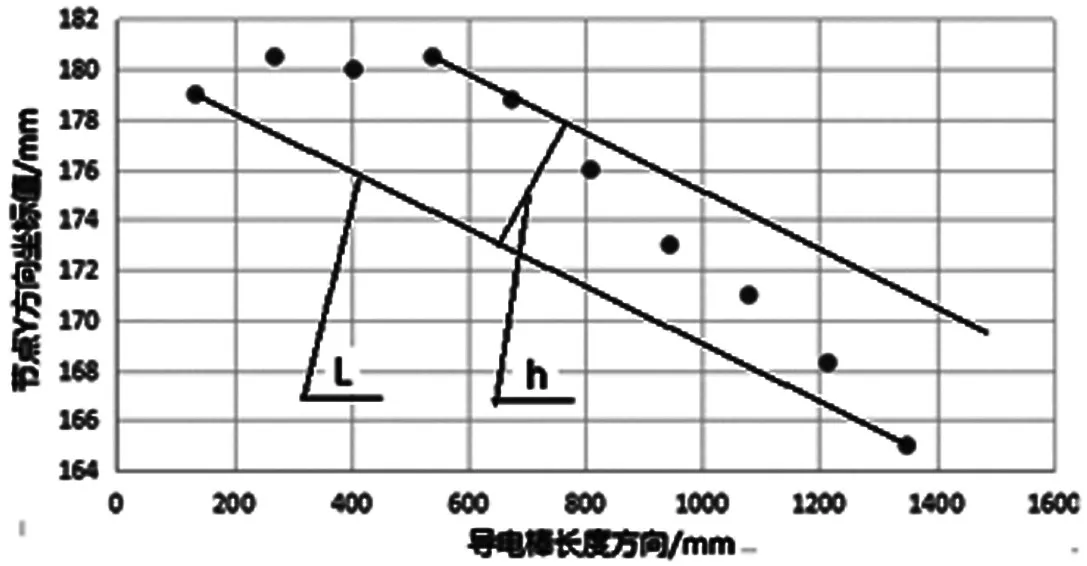
圖6 雙旋轉(zhuǎn)轂式矯直導(dǎo)電棒節(jié)點(diǎn)分布圖

圖7 導(dǎo)電棒測量數(shù)據(jù)示意圖
導(dǎo)電棒的近似彎曲如圖7所示,其平直度與弦長L和撓度h有關(guān),直線度的計(jì)算公式如下:

根據(jù)圖5、圖6按比例的原則可以計(jì)算出單旋轉(zhuǎn)轂式矯直機(jī)和雙旋轉(zhuǎn)轂式矯直機(jī)下導(dǎo)電棒矯后的平直度,計(jì)算結(jié)果如下:
單旋:Δ=5.89mm/1.363m=4.32mm/m
雙旋:Δ=3.54mm/1.358m=2.60mm/m
由結(jié)果可知:兩種不同旋向的矯直機(jī)相比,雙旋轉(zhuǎn)轂式矯直機(jī)比單旋轉(zhuǎn)轂式矯直機(jī)在矯直小變形彎曲方面有更好的效果。
2.2 拉料速度差對(duì)矯直效果的影響
送料速度指的是導(dǎo)電棒在矯直過程中,夾緊輥(送料輥)以多大的速度將導(dǎo)電棒送入轉(zhuǎn)轂內(nèi)。拉料速度指的是導(dǎo)電棒在經(jīng)過矯直后即將走出轉(zhuǎn)轂時(shí),夾緊輥(拉料輥)以多大的速度將導(dǎo)電棒拉出轉(zhuǎn)轂。需要注意的是夾緊輥的作用主要是將導(dǎo)電棒能夠送入和拉出轉(zhuǎn)轂并防止其發(fā)生轉(zhuǎn)動(dòng),所以在連續(xù)工作時(shí)不需要很大的拉送力和夾緊力,并且送料速度和拉料速度必須能夠?qū)崿F(xiàn)無級(jí)調(diào)節(jié)。拉料速度差不僅對(duì)矯直精度能夠產(chǎn)生影響,設(shè)置的恰當(dāng)可以使工件在矯直區(qū)內(nèi)形成一定的張力。所以很有必要對(duì)拉料速度差進(jìn)行模擬研究。在設(shè)定轉(zhuǎn)轂轉(zhuǎn)向、轉(zhuǎn)速等其余參數(shù)不變的情況下,設(shè)置送料-拉料速度差來進(jìn)行矯直過程的模擬仿真,從而分析拉料速度差對(duì)矯直效果所產(chǎn)生的影響。
分別設(shè)置3組不同的拉料速度來進(jìn)行導(dǎo)電棒的矯直模擬仿真,三組參數(shù)分別設(shè)置為:⑴送料速度=32m/min,拉料速度=30m/min;⑵拉料速度=送料速度=30m/min。⑶送料速度=30m/min,拉料速度=32m/min。經(jīng)過有限元模擬分析,后兩組導(dǎo)電棒按設(shè)定參數(shù)均可以正常完成矯直工作,即送料速度等于拉料速度、送料速度小于拉料速度的情況,且在矯直過程中沒有出現(xiàn)導(dǎo)電棒失真變形或其他情況,這兩組完成的情況見圖8。
第一組當(dāng)送料速度大于拉料速度時(shí),導(dǎo)電棒在出料輥出發(fā)生了應(yīng)力集中,導(dǎo)致導(dǎo)電棒在模擬過程中出現(xiàn)失穩(wěn)情況,使導(dǎo)電棒出現(xiàn)嚴(yán)重的彎曲變形并接近報(bào)廢,則應(yīng)力分布和直線度不予討論,情況見圖8。
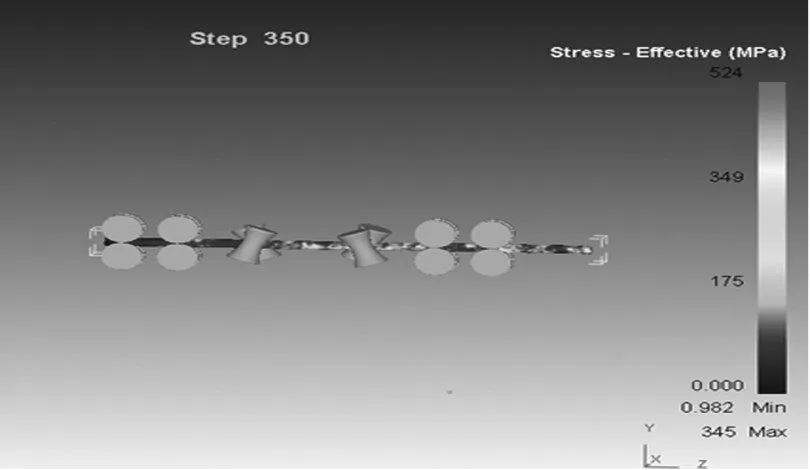
圖8 第一組拉料速度差導(dǎo)電棒矯直情況
但是當(dāng)送料速度等于或小于拉料速度對(duì)矯直效果的情況并不清楚,即在其余兩組設(shè)定的參數(shù)下,在矯直過程中哪組的矯直應(yīng)力分布的最均勻以及在矯直完成后哪種的導(dǎo)電棒平直度最小。圖9、圖10為后兩組在矯直過程中的應(yīng)力分布情況。

圖9 第二組拉料速度差矯直導(dǎo)電棒應(yīng)力分布情況

圖10 第三組拉料速度差矯直導(dǎo)電棒應(yīng)力分布情況
在相同條件下對(duì)三組參數(shù)進(jìn)行了導(dǎo)電棒矯直模擬仿真,第一組發(fā)生了矯直失穩(wěn)現(xiàn)象,其余兩組的仿真過程如圖9和圖10所示,選取導(dǎo)電棒完全經(jīng)過送料輥的節(jié)點(diǎn)來分析。當(dāng)送料速度等于拉料速度時(shí)矯直機(jī)在此時(shí)刻受到的最小應(yīng)力為0.982MPa,受到的最大應(yīng)力為345MPa。而當(dāng)拉料速度大于送料速度時(shí),且在同一時(shí)刻所受到的最小應(yīng)力為1.254MPa,受到的最大應(yīng)力為425MPa,在應(yīng)力分布圖中可以明顯看到,導(dǎo)電棒均受到了比較明顯的應(yīng)力變化。在以上兩圖中,我們不難發(fā)現(xiàn),當(dāng)拉料速度大于送料速度時(shí),導(dǎo)電棒內(nèi)部所受的力更加均勻,并且應(yīng)力集中在拉料輥和送料輥之間,使這段導(dǎo)電棒產(chǎn)生了一定的張力。綜上所述:對(duì)雙旋轉(zhuǎn)轂式矯直機(jī)而言,當(dāng)拉料速度小于送料速度時(shí),在一定程度上會(huì)造成導(dǎo)電棒失穩(wěn)甚至產(chǎn)生事故。當(dāng)拉料速度大于送料速度時(shí)對(duì)導(dǎo)電棒的表面應(yīng)力并沒有多大影響,但是會(huì)在導(dǎo)電棒內(nèi)部產(chǎn)生一定的張力,有利于提高導(dǎo)電棒的矯直質(zhì)量。
為了更方便的對(duì)導(dǎo)電棒的矯后平直度進(jìn)行分析,現(xiàn)在平均的在導(dǎo)電棒上標(biāo)識(shí)10個(gè)點(diǎn),先獲得這10個(gè)點(diǎn)的坐標(biāo),從而用線性回歸法獲得線性回歸圖得到矯后導(dǎo)電棒的平直度。兩組不同拉料速度差矯后導(dǎo)電棒的線性回歸見圖11、圖12。
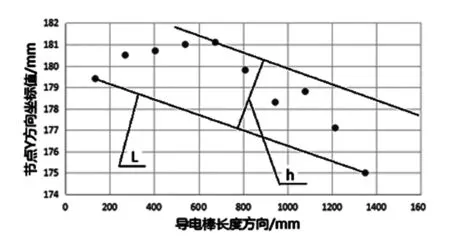
圖11 第二組拉料速度差矯直導(dǎo)電棒節(jié)點(diǎn)分布圖
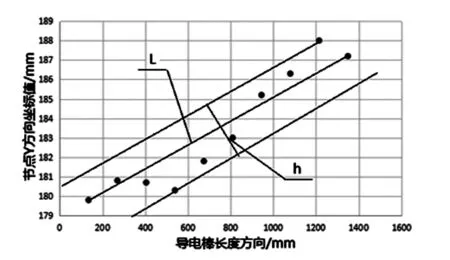
圖12 第三組拉料速度差矯直導(dǎo)電棒節(jié)點(diǎn)分布圖
根據(jù)圖11、圖12按比例的原則可以計(jì)算出按兩種拉料速度差設(shè)置的導(dǎo)電棒矯后的平直度,計(jì)算結(jié)果如下:
第二組:Δ=3.54mm/1.358m=2.607mm/m
第三組:Δ=3.31mm/1.356m=2.441mm/m
由以上結(jié)果可知:此兩組速度設(shè)置,即拉料速度等于送料速度和拉料速度大于送料速度對(duì)矯直效果的影響并不是很明顯。
3 結(jié)論
通過之前的仿真分析,得到了主要矯直參數(shù)轉(zhuǎn)轂轉(zhuǎn)向、拉料速度差對(duì)導(dǎo)電棒矯直質(zhì)量的影響規(guī)律,對(duì)這些參數(shù)的研究為我們提高矯直質(zhì)量提供了很大的依據(jù)。
⑴從兩種矯直方式的模擬結(jié)果可以發(fā)現(xiàn),雙旋轉(zhuǎn)轂式矯直在矯直的應(yīng)力分布方面和導(dǎo)電棒的矯后平直度方面都比單旋轉(zhuǎn)轂式矯直有更好的效果,說明雙旋轉(zhuǎn)轂式在接觸軌跡和應(yīng)力分散等方面相比于單旋轉(zhuǎn)轂式都有了很大的改善。
⑵從兩種速度差設(shè)置的模擬結(jié)果可以發(fā)現(xiàn),雖然當(dāng)拉料速度大于送料速度時(shí),矯直效果沒有明顯的改善,但是觀察導(dǎo)電棒的內(nèi)部應(yīng)力可以發(fā)現(xiàn),拉料速度大于送料速度時(shí),導(dǎo)電棒內(nèi)部產(chǎn)生一定的張力,更有利于提高導(dǎo)電棒的矯直效果。
[1]王富恥,張朝暉.有限元分析理論與工程應(yīng)用[M].北京:電子工業(yè)出版社,2006:3-9.
[2]李樹珍.棒材矯直變形過程的有限元數(shù)值模擬[D].燕山大學(xué),2006:2-50.
[3]崔甫.二輥矯直機(jī)的理論分析與計(jì)算[J].冶金設(shè)備,1982,4(5):41-49.
[4]劉勇.二輥矯直工藝及關(guān)鍵技術(shù)研究[D].太原科技大學(xué),2011:12-16.
[5]敖列偉,吳伯杰.二輥矯直原理及精度分析[J].重型機(jī)械,1997,45(6):41-46.
[6]敖列偉.二輥矯直輥面接觸應(yīng)力的計(jì)算[J].重型機(jī)械,2000,48(1):34-35.
[7]童切.電鎳導(dǎo)電棒六斜輥轉(zhuǎn)轂矯直機(jī)參數(shù)設(shè)計(jì)及優(yōu)化[D].昆明理工大學(xué),2016.
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
沈陽醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
中國艦船研究(2014年5期)2014-05-14 06:43:09
終身教育研究(2014年5期)2014-02-28 01:23:06
