Φ18 mm圓鋼兩切分軋制工藝的設計與優(yōu)化
2018-05-11 09:30:23孟麗軍
山東冶金 2018年2期
關鍵詞:設計
孟麗軍
1 前言
石橫特鋼集團有限公司棒材車間自建成投產(chǎn)以來,Φ10~Φ20 mm熱軋帶肋鋼筋均采用切分生產(chǎn),而Φ16~Φ20 mm圓鋼采用單線生產(chǎn)。單線生產(chǎn)圓鋼時,機時產(chǎn)量較煉鋼機時產(chǎn)量低,影響了熱送率和軋機能力的發(fā)揮。隨著市場需求的增大,圓鋼單批次排產(chǎn)量增加。為進一步提高圓鋼生產(chǎn)效率,降低生產(chǎn)成本,自2017年4月開始,石橫特鋼棒材車間進行了Φ18 mm圓鋼兩切分軋制技術的開發(fā),并實現(xiàn)了穩(wěn)定生產(chǎn),指標較單線生產(chǎn)均有大幅提高。
2 圓鋼兩切分工藝設計
2.1 圓鋼切分的工藝特點
圓鋼切分軋制對精度控制有更高的要求,與熱軋帶肋鋼筋切分軋制不同,圓鋼切分生產(chǎn)時表面的切分帶痕跡難以消除,容易在光圓鋼筋表面形成明顯的切分帶折疊缺陷,同時圓鋼橢圓度要求較高,控制難度加大。因此,其孔型設計和導衛(wèi)系統(tǒng)也相應有所不同[1]。
2.2 孔型系統(tǒng)
目前棒材車間已經(jīng)擁有了成熟的熱軋帶肋鋼筋多切分生產(chǎn)工藝,其中Φ18 mm熱軋帶肋鋼筋采用兩切分軋制工藝生產(chǎn)。熱軋帶肋鋼筋和圓鋼雖然均采用兩切分軋制工藝,但仍存在較大差異,K1~K3需重新設計。Φ18 mm圓鋼兩切分精軋孔型如圖1所示。
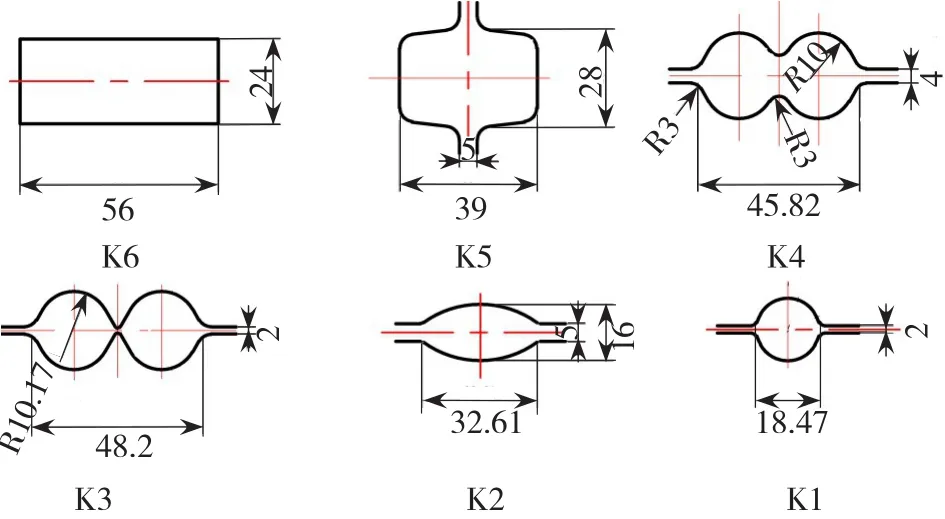
圖1 Φ18 mm圓鋼兩切分精軋孔型
K6孔型為平孔。K5孔為立箱孔,與Φ18 mm兩切分熱軋帶肋鋼筋K5孔共用,側壁斜度為6.71°,圓角R為4 mm,槽底寬度為28 mm。K4預切分孔型,與Φ18 mm兩切分熱軋帶肋鋼筋K4孔共用,主要是考慮兩切分熱軋帶肋鋼筋更換兩切分圓鋼時,可減少軋機更換量和勞動強度,節(jié)約品種更換時間。切分鍥頂角設計為60°,為使切分鍥頂部耐磨,切分鍥圓角R設計為3 mm。K3切分孔型,因圓鋼對表面要求嚴格,K3孔型需重新設計。為使軋件連接帶撕開部位不十分尖銳,避免在成品表面形成明顯的折疊缺陷,切分鍥頂角設計為60°,切分鍥圓角R在保證強度的前提下盡量選小,設計為0.8 mm,切分帶厚度設計為1.2 mm。K2按照單線孔型設計,采用單橢圓弧。
2.3 導衛(wèi)系統(tǒng)
K1進口導衛(wèi)采用雙排滾動導衛(wèi)。受導衛(wèi)安裝尺寸的影響,進口龍門架鍵槽中心距由原來的135 mm加大至180 mm,K1、K2采用180 mm中心距進行配輥。
K2進口導衛(wèi)采用單排滾動導衛(wèi),更好地保證料型的對中性。出口采用扭轉導衛(wèi),扭轉90°進入下一道次。為確保成品尺寸的穩(wěn)定性,K1和K2間采用雙線活套器。
K3切分導衛(wèi)與熱軋帶肋鋼筋的兩切分導衛(wèi)相同,為使切分輪產(chǎn)生足夠的橫向力將軋件順利撕開,切分輪角度設計為90°。進口導衛(wèi)采用雙排滾
動導衛(wèi),確保零間隙控制。K2與K3間采用雙線活套器。
K4進口導衛(wèi)采用雙排滾動導衛(wèi),以增加軋件運行的穩(wěn)定性及對中性,確保成品線差。K4出口采用滑動導衛(wèi)。K3與K4之間采用活套器。
K4與K5、K5與K6、K6與K7、K7與K8間均采用活套器,以實現(xiàn)無張力軋制,確保成品尺寸的穩(wěn)定性。
3 切分常見故障及解決措施
3.1 成品通條尺寸不穩(wěn)定
1)因進口導衛(wèi)扶料效果差,造成軋件在咬入時不穩(wěn)定,從而引起成品尺寸偏差大。解決措施:將K1進口導衛(wèi)改為雙夾板雙排滾動導衛(wèi)。雙夾板雙排滾動導衛(wèi)每排導輥均可獨立調整,精確控制,確保了兩條成品尺寸偏差不大,單重接近,減少了兩切分的調整難度。
2)K1、K2軋槽磨損快,換輥換槽次數(shù)多,表面質量差,產(chǎn)品尺寸不穩(wěn)定。解決措施:將K1、K2軋輥改為碳化鎢材質。WC輥環(huán)硬度高,強度好,耐磨損,且具有較好的疲勞強度和抗高溫氧化腐蝕性能。生產(chǎn)過程中軋槽磨損變化小,料型尺寸穩(wěn)定,圓鋼精度和光潔度高。
3)成品孔型設計不合理,孔型磨損后,對角尺寸不易調整,造成橢圓度超標。解決措施:Φ18 mm圓鋼基圓半徑按2.9%~3.5%負公差軋制進行設計,基圓半徑選為8.9 mm,小的基圓半徑便于負差的控制。經(jīng)測量成品,槽口25°~30°軋槽處磨損較快,主要是K2扁軋件進入圓孔壓縮時對軋槽的磨損。擴張角由20°加大至30°;加大擴張弧半徑,由13.46 mm加大至15.02 mm;加工外圓角,易于成品寬度尺寸的控制,外圓角半徑選為1.0 mm。
3.2 成品頭尾尺寸寬大
1)鋼坯加熱不均勻,前頭后尾溫度低,中間溫度高。解決措施:嚴格執(zhí)行熱工制度,確保鋼坯溫度的均勻性,增設爐門口保溫裝置,防止頭部溫降過快。
2)各機架間張力調整不合理,對咬鋼速度補償?shù)葏?shù)設定不準確。解決措施:粗中軋采取微張力軋制,精軋全部投用活套,確保無張力軋制。CP2操作人員確保各機架電流曲線平直,咬鋼速降補償值設定為本機架速度的1%~2.5%,料型調整后及時調整各機架張力。
3)活套使用不規(guī)范,起套高度不到位,對活套高度、起套延時等參數(shù)設定不準確。解決措施:全線1#~7#活套全部投用,依據(jù)活套調整原則,重新調整各活套機械限位,確保得到圓弧的套型。降低起套延時補償,延長落套提前補償,快速起套,降低頭部耳子長度,延長落套,降低尾部耳子尺寸。
3.3 成品彎曲度超標
成品彎曲度超標主要是因穿水溫度不均,造成成品縱向方向上的彎曲。改進措施:改進控冷裝置。目前冷卻方式基本有兩類,一類是套管式,即水通過噴嘴進入管內,軋件通過充滿水的套管進行冷卻;另一類是湍流管式,又稱為文氏管,水通過噴嘴進入一連串的湍流管,軋件通過湍流管進行冷卻[2]。原使用內徑為Φ30 mm套管式控冷裝置,該控冷裝置冷卻能力大,但水壓不穩(wěn)定,極易造成鋼筋表面陰陽面,從而造成成品波浪彎。根據(jù)文氏管的結構原理,對控冷裝置進行了改造,并對控冷裝置內徑進行優(yōu)化,Φ18 mm圓鋼采用Φ23 mm的文氏管。控冷裝置改造后鋼筋冷卻均勻,陰陽面減少,解決了成品波浪彎。
3.4 K2料扭轉不到位
棒材車間扭轉導衛(wèi)主要由進口管、箱體、扭轉輥、出口管組成,扭轉輥安裝在箱體的中心,輥軸采用偏心設計,從而調整兩扭轉輥間隙,通過調整扭轉輥間隙來調整軋件的扭轉角度[3]。扭轉輥間隙的調整對于軋件是否順利進入K1十分重要。根據(jù)生產(chǎn)實踐,發(fā)現(xiàn)K2扭轉導衛(wèi)采用Φ16 mm的樣棒調整間隙時,過鋼時K2料扭轉角度不大,仍需要在線緊扭轉導衛(wèi)間隙,后重新加工了15.6 mm的樣棒進行調整,扭轉到位,解決了K1不進的問題。
4 生產(chǎn)效果
自兩切分軋制技術開發(fā)成功后,已累計生產(chǎn)Φ 18 mm圓鋼12 000 t,幾何尺寸、力學性能和表面質量均符合標準要求。成品內徑控制在17.7~17.9 mm,寬控制在17.7~18.0 mm。通過調整料型、張力,實現(xiàn)頭部尺寸超標部分控制在5 m以內,尾部寸超標部分控制在1 m以內。
Φ18 mm圓鋼兩切分的開發(fā)成功,提高了Φ18 mm圓鋼的產(chǎn)能,降低了生產(chǎn)成本,產(chǎn)量由111.5 t/h提高到171 t/h,電耗較單線生產(chǎn)降低4.5(kW·h)/t,成材率達到97.14%,負差率達到3.18%,創(chuàng)造了良好的經(jīng)濟效益。
參考文獻:
[1] 孔利明,姜振峰,李子文,等.圓鋼多線切分軋制工藝開發(fā)[J].新疆鋼鐵,2013(2):5-10.
[2] 李芳春,徐林平.切分軋制[M].北京:冶金工業(yè)出版社,1995.
[3] 姜振峰.圓鋼切分導衛(wèi)裝置的設計[J].軋鋼,2005(1):53-56.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04