一種雙離合自動(dòng)變速器軸承壓裝工藝研究
2018-05-14 01:05:34楊柳曹元平官敏建黃超張應(yīng)濤張民王瑞平
汽車零部件 2018年1期
關(guān)鍵詞:示意圖
楊柳,曹元平,官敏建,黃超,張應(yīng)濤,張民,王瑞平,3
(1.寧波吉利羅佑發(fā)動(dòng)機(jī)零部件有限公司,浙江寧波 315336;2.寧波上中下自動(dòng)變速器有限公司,浙江寧波 315800;3.浙江吉利羅佑發(fā)動(dòng)機(jī)有限公司,浙江寧波 315800)
0 引言
雙離合自動(dòng)變速器(Dual-clutch Automatic Transmission,DCT)是基于傳統(tǒng)手動(dòng)變速器(Manual Transmission,MT)發(fā)展起來(lái)的,實(shí)現(xiàn)了變速箱的自動(dòng)控制功能。它除了具備手動(dòng)變速器的結(jié)構(gòu)簡(jiǎn)單、質(zhì)量輕、傳動(dòng)效率高等優(yōu)點(diǎn),還具有良好的燃油經(jīng)濟(jì)性、換擋迅速,不但提高了乘駕的舒適性,而且能夠消除變速箱在換擋時(shí)產(chǎn)生的中斷現(xiàn)象及頓挫感,因此也被越來(lái)越多的變速器廠和汽車廠青睞,獲得了很好的發(fā)展[1]。雖然雙離合自動(dòng)變速器有MT、AT(Automatic Transmission)以及CVT(Continuously Variable Transmission)等無(wú)法比擬的優(yōu)點(diǎn),但也存在著一些缺點(diǎn),雖然扭矩能夠滿足一般車輛要求,但對(duì)于激烈的使用還是不足,干式雙離合器會(huì)產(chǎn)生太多的熱量,濕式雙離合器摩擦力又會(huì)不足;復(fù)雜的結(jié)構(gòu)對(duì)加工制造工藝提出了更高的要求,同時(shí)也使成本相應(yīng)增加,從某種程度上降低了雙離合自動(dòng)變速器的競(jìng)爭(zhēng)力;在裝配過程中,經(jīng)常需要將同一零件(如軸承:兩個(gè)轉(zhuǎn)動(dòng)體,一個(gè)保持架)或者組件壓裝到兩個(gè)零件上,同時(shí)還需要分別監(jiān)控各個(gè)壓裝過程的壓力-位移,以保證壓裝合格(壓裝到正確的位置)。如果采用傳統(tǒng)壓裝方式,只能對(duì)單個(gè)壓裝過程進(jìn)行壓力-位移監(jiān)控,也就是說(shuō)只能保證其中某一零件壓裝到位,不能滿足產(chǎn)品要求。因此,需要使用一種新的壓裝工藝來(lái)更好地滿足此種結(jié)構(gòu)的壓裝要求。文中將對(duì)此新的壓裝工藝進(jìn)行分析研究。
1 壓裝零件及裝配要求
1.1 壓裝零件一:離合器殼體分總成
在裝配過程中,先將輸入軸前軸承、中間軸前軸承分別裝配在離合器殼體中,然后裝配軸承擋板,以對(duì)軸承進(jìn)行軸向限位;兩個(gè)軸承和離合器殼體作為一個(gè)組件整體存在,如圖1(a)、(b)所示。
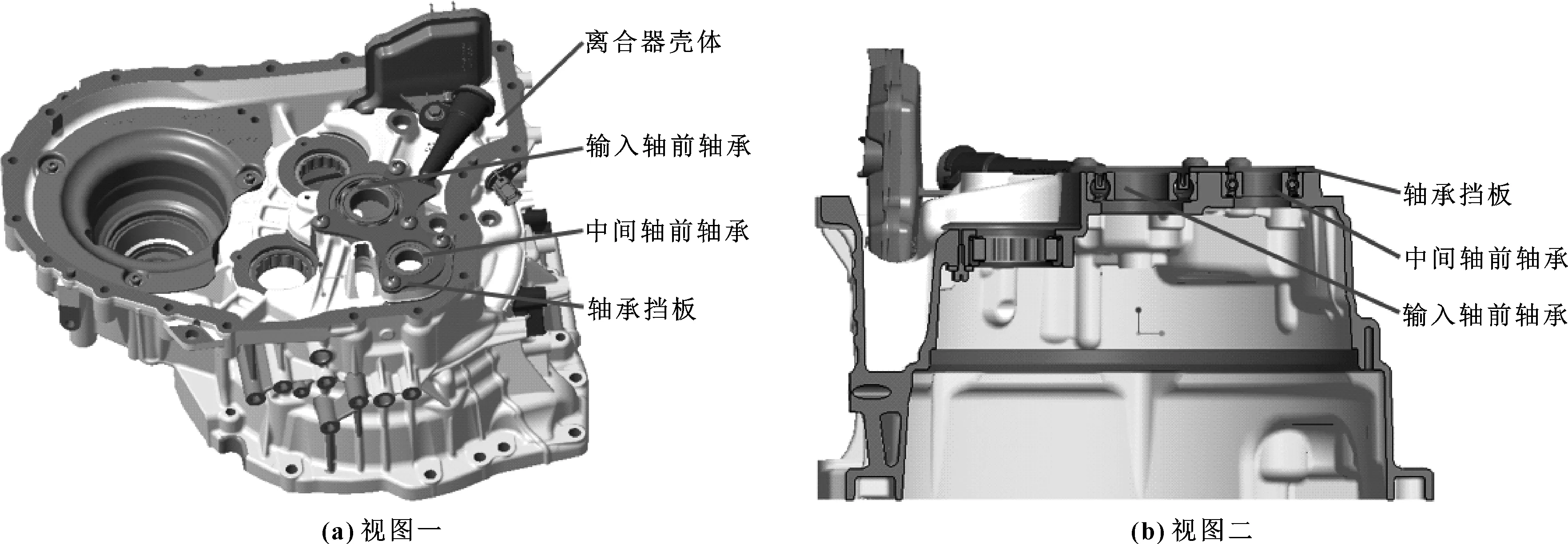
圖1 離合器殼體分總成示意圖
1.2 壓裝零件二:輸入二軸和中間軸
輸入二軸和中間軸已經(jīng)在前工序中裝配至變速器殼體內(nèi),形成組件,如圖2(a)、(b)所示。

圖2 輸入二軸和中間軸示意圖
1.3 裝配要求
將輸入軸前軸承壓裝至輸入二軸對(duì)應(yīng)位置;將中間軸前軸承壓裝至中間軸對(duì)應(yīng)位置;即離合器殼體總成裝配至變速器殼體總成上,兩個(gè)殼體結(jié)合面貼合,如圖3所示。

圖3 壓裝完成示意圖
2 裝配工藝分析
2.1 裝配原理分析
在將輸入軸前軸承壓裝至輸入二軸上、中間軸前軸承壓裝至中間軸上的過程中,需要將兩根軸提拉適當(dāng)距離。原因分析:輸入二軸和中間軸在自由狀態(tài)下與變速器殼體結(jié)合面的距離小于將軸承壓裝完成后與結(jié)合面的距離,如圖4(a)、(b)所示,如果不對(duì)兩根軸進(jìn)行提拉而直接在自由狀態(tài)下壓裝軸承,離合器殼體與變速器殼體結(jié)合面會(huì)先接觸而導(dǎo)致軸承無(wú)法壓裝到位;同時(shí)也應(yīng)該避免變速器殼體(鋁合金材質(zhì))受力變形。
通過圖4(a)、(b)所示數(shù)值可以得出:將輸出軸前軸承壓裝至輸入二軸上需要將輸入二軸提拉0.10~1.53 mm(最大可提拉4.30 mm);將中間軸前軸承壓裝至中間軸上需要將中間軸提拉0.20~1.50 mm(最大可提拉2.42 mm)[2]。

圖4 壓裝前、后尺寸對(duì)比示意圖
2.2 提拉方式及壓裝過程分析
經(jīng)過分析,輸入二軸可用花鍵下方斜面作為施力點(diǎn)進(jìn)行提拉,如圖5所示。
中間軸可使用螺桿旋入中間軸螺紋中,然后進(jìn)行提拉,如圖6所示。

圖5 輸入二軸提拉示意圖 圖6 中間軸提拉示意圖
因兩軸在軸承壓裝過程中需要分別壓裝,且兩軸需要提拉的高度不同,因此根據(jù)兩軸需提拉高度及可提拉范圍,確定輸入軸提拉高度為1.80 mm,中間軸提拉高度為2.50 mm,以確保中間軸提拉后能夠高于輸入二軸,如圖7所示。

圖7 兩根軸提拉后高度示意圖
整個(gè)壓裝過程主要可以分為3個(gè)階段:
階段一,同時(shí)壓裝階段。此時(shí)輸入軸前軸承壓裝至輸入二軸、中間軸前軸承壓裝至中間軸同時(shí)進(jìn)行,但都未壓裝到位,如圖8所示。

圖8 壓裝階段一示意圖
階段二,中間軸前軸承壓裝到位階段。此時(shí)中間軸前軸承壓裝至中間軸已經(jīng)完成,輸入軸前軸承壓裝至輸入二軸還未完成。此時(shí)將中間軸的提拉反力取消,使中間軸處于自由狀態(tài),可隨中間軸前軸承及離殼運(yùn)動(dòng),如圖9所示。

圖9 壓裝階段二示意圖
階段三,輸入軸前軸承壓裝到位階段。繼續(xù)壓裝輸入軸前軸承至最終位置,此時(shí)兩個(gè)軸承均已經(jīng)壓裝到位,兩個(gè)殼體結(jié)合面會(huì)有間隙,如圖10(a)所示;然后將輸入軸提拉反力取消,兩個(gè)殼體結(jié)合面間隙消除,完全閉合,整個(gè)壓裝過程結(jié)束,如圖10(b)所示。

圖10 壓裝階段三示意圖
2.3 壓裝邏輯順序
通過流程圖形式將壓裝的3個(gè)不同階段表示出來(lái),如圖11所示。

圖11 壓裝流程圖
3 裝配結(jié)果分析
輸入軸前軸承壓裝至輸入二軸、中間軸前軸承壓裝至中間軸,兩端均配置了壓力傳感器,分別監(jiān)控兩端的壓裝過程。
階段一,同時(shí)壓裝階段。輸入軸前軸承壓裝與中間軸前軸承壓裝過程相似,都是從開始?jí)貉b到壓裝力隨著壓裝位移的增加而增加,近似于線性關(guān)系。
階段二,中間軸前軸承壓裝到位階段。中間軸前軸承壓裝到位時(shí),與中間軸接觸,壓裝力瞬間增加,出現(xiàn)拐點(diǎn),壓裝力到達(dá)設(shè)定的壓力值時(shí)停止壓裝;而輸入軸前軸承因?yàn)檫€未壓裝到位,依然持續(xù)階段一的壓裝狀態(tài),近似于線性關(guān)系。
階段三,輸入軸前軸承壓裝到位階段。輸入軸前軸承繼續(xù)壓裝,直到輸入軸前軸承壓裝到位,與輸入二軸接觸,壓裝力瞬間增加,出現(xiàn)拐點(diǎn),壓裝力到達(dá)設(shè)定的壓力值時(shí)停止壓裝。至此,中間軸前軸承與輸入軸前軸承分別壓裝到位,整個(gè)壓裝過程全部結(jié)束。過程的壓力-位移監(jiān)控曲線如圖12所示。

圖12 壓力-位移曲線
4 結(jié)束語(yǔ)
(1)類似結(jié)構(gòu)零件壓裝,因零件加工公差、設(shè)備定位誤差的存在,不可能將兩個(gè)零件同時(shí)壓裝到位,只能采用分別壓裝的方式完成裝配。
(2)兩個(gè)壓裝零件需要有單獨(dú)的壓力-位移監(jiān)控,以便分析和判斷是否壓裝到位。
(3)整個(gè)壓裝過程,兩根軸的夾緊、提拉以及各壓裝的邏輯控制是非常重要的,這直接關(guān)系到壓裝結(jié)果的準(zhǔn)確性。
(4)類似結(jié)構(gòu)的零件裝配在雙離合自動(dòng)變速器以及其他類型的變速器中也比較常見,文中的研究對(duì)其他產(chǎn)品的裝配工藝有一定的參考價(jià)值。
參考文獻(xiàn):
[1]江靈智.DCT雙離合器自動(dòng)變速器技術(shù)運(yùn)用和發(fā)展趨勢(shì)[J].赤子(中旬),2013(7):248.
[2]楊叔子.機(jī)械加工工藝師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2001.
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學(xué)小靈通(1-2年級(jí))(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國(guó)共青團(tuán)(2015年7期)2015-12-17 01:24:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年1期)2015-01-09 08:50:45
中國(guó)扶貧(2014年8期)2014-06-27 15:33:39
中國(guó)扶貧(2014年8期)2014-06-27 04:09:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20