基于FPGA的焊縫實時圖像采集系統設計
2018-05-14 09:06:16李寧褚慧慧
絲路視野
2018年28期
李寧 褚慧慧
【摘要】本文設計出一種以FPGA為控制核心的實時圖像采集系統,選用線陣CCD作為圖像信號采集芯片,通過AD9970將模擬圖像信號轉換成數字信號,并經LVDS接口輸出,LVDS信號經電平轉換模塊轉換成LVTTL信號給FPGA,FPGA控制信號緩存并最終發送給工控機處理。實驗表明,該系統能高速穩定地采集焊縫圖像,提高了焊接速度及焊縫成形質量。
【關鍵詞】FPGA;焊縫;圖像采集;自動化
一、焊縫實時圖像采集系統方案
實時圖像采集系統主要由光傳感部分、模數轉換部分,及圖像數字處理部分組成。整個系統框圖如圖1所示。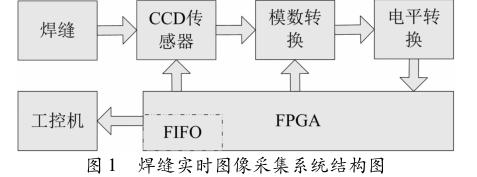
本測量系統選用ADI公司專為CCD采集而設計的模數轉換芯片AD9970,該器件由完整的模擬前端和可編程的時序驅動器組成,額定像素速率最高可達65MHz,其使用LVDS進行數字信號輸出。FPGA選用Altera公司的EP3C16Q240C8N芯片,它為CCD傳感器和模數轉換芯片提供時序,保證其正常采集。由模數轉換單元輸出的LVDS信號并不能直接傳送給FPGA,電平轉換電路將LVDS信號轉換成FPGA可接收的3.3V的LVTTL信號。在高速實時圖像采集時,為避免圖像幀的信息丟失,系統在FPGA中開辟一塊FIFO用于信息的緩存。采集到的圖像信息最終通過以太網接口傳送到工控機中,工控機實時計算焊縫的尺寸和質量,再控制焊接機器人進行焊接,在計算到焊接有質量問題時,可實時進行補焊,保證焊接質量。
二、圖像采集系統模塊設計(一)CCD傳感器單元設計
CCD傳感器是整個圖像采集系統的最前端,是核心的部分,其采樣的精度、靈敏度關系到整個系統的精度。……
登錄APP查看全文
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科技視界(2016年20期)2016-09-29 14:13:02
