X5CrNi18-10中厚鋼板高速機(jī)車(chē)懸掛座的焊接工藝研究
2018-05-18 07:17:23沈言錦石林瀟
鍛壓裝備與制造技術(shù) 2018年2期
沈言錦,石林瀟
(1.湖南汽車(chē)工程職業(yè)學(xué)院,湖南 株洲 412001;2.濟(jì)南鑄造鍛壓機(jī)械研究所有限公司,山東 濟(jì)南 250306)
如圖1所示,高速機(jī)車(chē)懸掛座為全不銹鋼構(gòu)件,材料采用X5Cr18Ni9板材,結(jié)構(gòu)特點(diǎn)屬于厚板焊接結(jié)構(gòu),外形尺寸小,產(chǎn)品的外形尺寸為234mm×175mm×152mm。焊接零部件多為板厚t30、t12、t8、t6,焊縫多,因此焊接變形大且控制難度大。另外質(zhì)量要求高,圖紙已標(biāo)注尺寸精度要求的必須按圖紙要求執(zhí)行,圖紙未標(biāo)注尺寸精度要求的按ISO 13920-BF標(biāo)準(zhǔn)要求執(zhí)行。由于懸掛支座是主要承重部件,使得制作難度加大,如何用工藝手段去保證焊縫質(zhì)量、尺寸精度以及平面度是必須解決的關(guān)鍵問(wèn)題。
懸掛座尺寸和平行度要求高,部分尺寸要求的公差為±0.3~±0.5之間,平行度為0.5,對(duì)于焊接結(jié)構(gòu)來(lái)說(shuō),這樣的要求是相當(dāng)高的,為了達(dá)到外形尺寸要求,需要從材料加工,零件組裝到焊接嚴(yán)格尺寸要求。
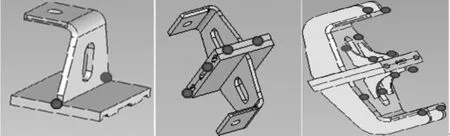
圖1 高速機(jī)車(chē)懸掛座焊接件示意圖
1 懸掛座潛在失效模式分析及后果分析
基于原材料母材、焊接結(jié)構(gòu)和技術(shù)要求等特點(diǎn),如何控制焊接變形與焊縫質(zhì)量就成為試制的工藝難點(diǎn),表1為懸掛座潛在失效模式分析及后果分析,該分析為下面制定焊接工藝的依據(jù)。
2 工藝方案
2.1 物料采購(gòu)
原材料采購(gòu),板材規(guī)格為X5CrNi18-10,30mm×1200mm×2200mm,冷軋鋼。上述所有材料入庫(kù)時(shí),必須進(jìn)行材質(zhì)復(fù)驗(yàn),驗(yàn)證材料的可靠性[1]。
標(biāo)準(zhǔn)件采購(gòu):標(biāo)準(zhǔn)件的采購(gòu)必須根據(jù)技術(shù)要求進(jìn)行。標(biāo)準(zhǔn)件入庫(kù)時(shí)必須保證都有相關(guān)的物料標(biāo)識(shí),標(biāo)準(zhǔn)件制作標(biāo)準(zhǔn)必須在包裝上顯而易見(jiàn)。
2.2 下料工藝
根據(jù)該產(chǎn)品的生產(chǎn)特點(diǎn)以及公司現(xiàn)有生產(chǎn)設(shè)備能力情況,對(duì)于板料的下料,10mm以下冷軋鋼板采用激光切割下料,10mm以上冷軋鋼板采用鋸斷下料。
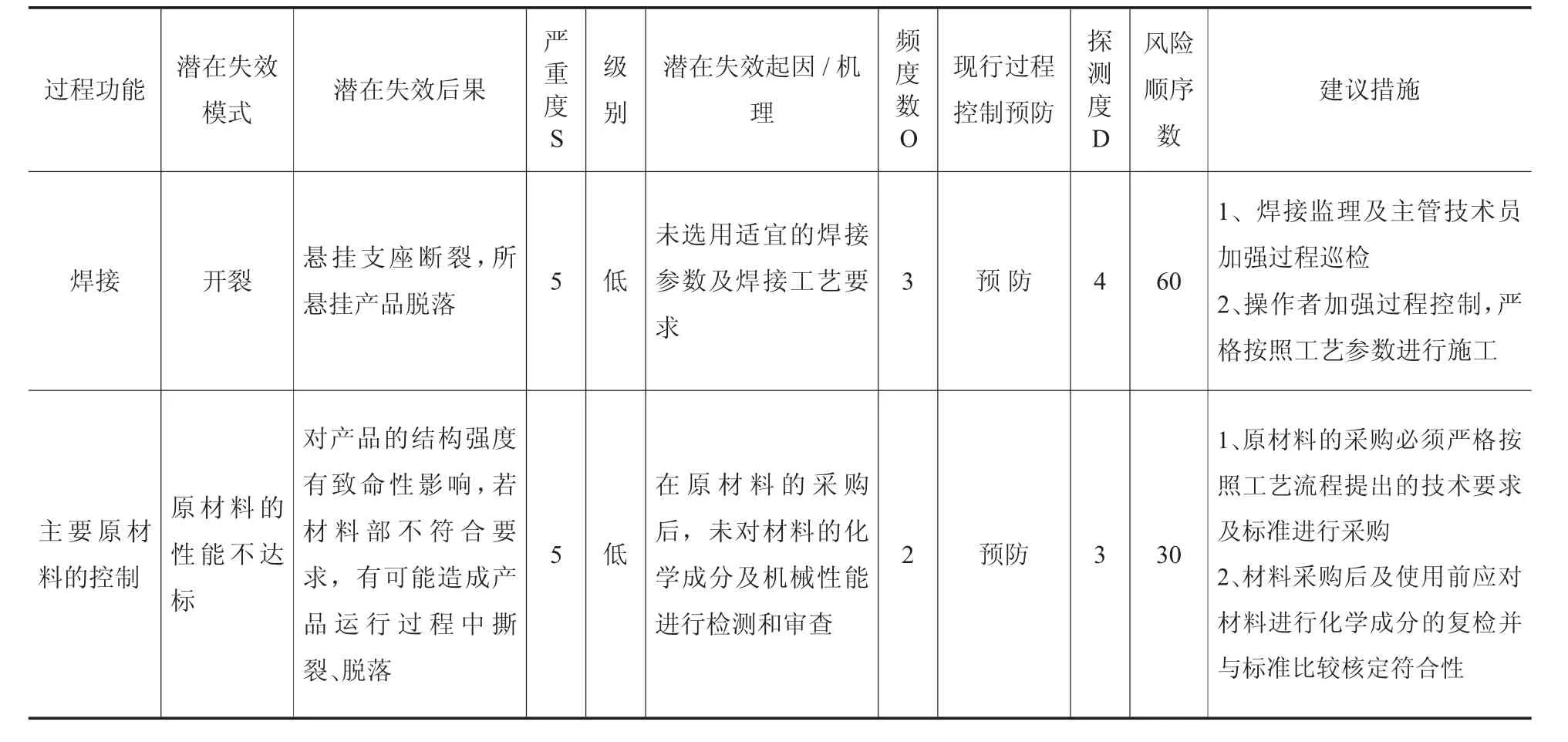
表1 懸掛座潛在失效模式分析及后果分析
2.3 組焊工藝
懸掛支座的焊接采用MAG焊接,焊接工藝參數(shù)參照WPS規(guī)定參數(shù)執(zhí)行,焊接工作執(zhí)行前,焊接操作者必須先進(jìn)行工作試件考試,焊接監(jiān)督判定工作試件合格后方可進(jìn)行相關(guān)的焊接操作[2]。
2.4 表面處理
表面處理油漆部分要按照《工藝流程》上提供的參數(shù)執(zhí)行。油漆完成后必須出具油漆涂層檢驗(yàn)報(bào)告,主要檢測(cè)漆膜厚度和附著力,外觀檢測(cè)根據(jù)相關(guān)文件執(zhí)行。
3 焊接工藝規(guī)程
在依據(jù)焊接件的材料特點(diǎn)和承力特點(diǎn)的基礎(chǔ)上,根據(jù)焊接的工藝方案,制定焊接的具體工藝至關(guān)重要。如表2所示為制定的焊接工藝規(guī)范,圖2為制定的焊接接頭形式,圖3為焊接順序,表3為焊接的工藝參數(shù)[3]。
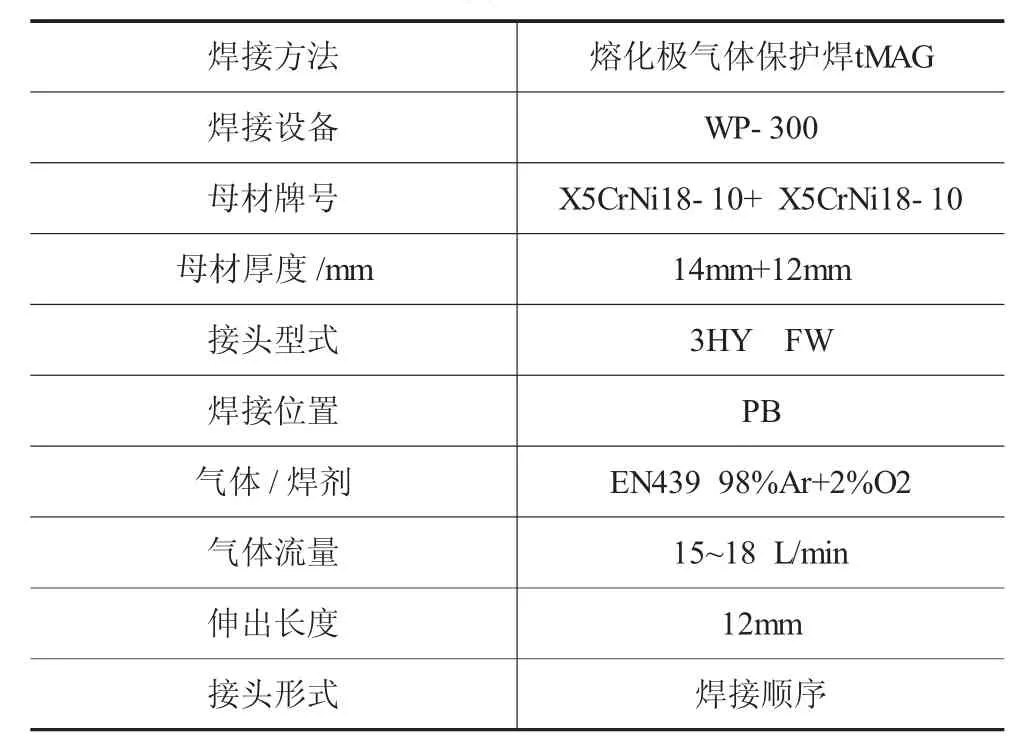
表2 焊接的工藝規(guī)范
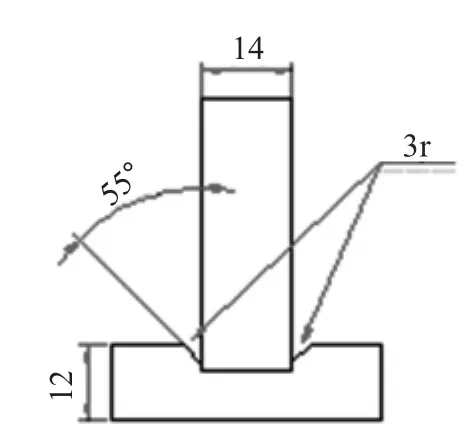
圖2 接頭形式
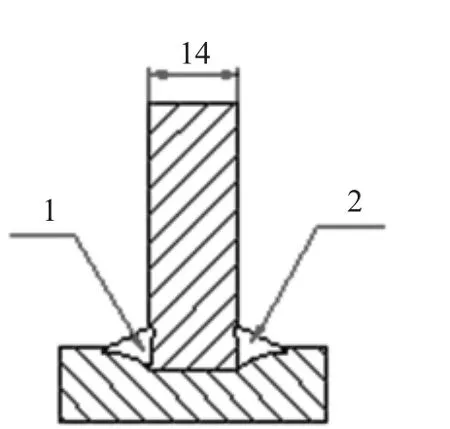
圖3 焊接順序
4 焊接注意事項(xiàng)
在具體的施焊過(guò)程中,有以下注意事項(xiàng):
(1)不同板厚的相似的接頭型式(比如帶襯墊的V形焊縫和T型接頭中帶襯墊的HV焊縫),可以歸為一類(lèi)工作試件。或根據(jù)ISO 9096-1/ISO 9096-2,不同板厚的焊接件也可以歸為一類(lèi)工作試件。
(2)工作試件需要全機(jī)械加工的焊縫坡口。
(3)作為對(duì)EN15085的補(bǔ)充符合ISO5817要求范圍內(nèi)的開(kāi)放性表面氣孔必須通過(guò)填料的方式將其封閉。C類(lèi)氣孔和線性氣孔超標(biāo)時(shí)必須重做工作試件或重焊。

表3 焊接工藝參數(shù)
(4)起弧裂紋或收弧裂紋必須銑或磨掉后重焊。
(5)焊接裂紋必須在整個(gè)裂紋長(zhǎng)度上磨掉并重焊。
(6)根據(jù)EN 15085-3,2級(jí)焊接質(zhì)量,可接受的咬邊和表面錯(cuò)邊不能采用在焊縫區(qū)域打磨的方式去除,而必須采用填料消除。咬邊和錯(cuò)邊超過(guò)規(guī)定要求時(shí),必須重做工作試件或重焊。
5 試制中出現(xiàn)的問(wèn)題及改進(jìn)措施
(1)出現(xiàn)的問(wèn)題。①部分焊縫收弧處出現(xiàn)弧坑裂紋,部分焊縫連續(xù)焊接因焊接過(guò)熱導(dǎo)致焊縫咬邊。②因焊接變形使尺寸超差較多,增加了調(diào)校難度。
(2)改進(jìn)措施。①焊接時(shí)要適當(dāng)延長(zhǎng)收弧時(shí)間,對(duì)每條焊縫編制了焊接順序計(jì)劃,并按指導(dǎo)書(shū)說(shuō)明進(jìn)行分階段施焊,減少因過(guò)熱引起的焊縫咬邊。②先把兩塊平板拼接點(diǎn)焊,控制平板的焊接變形,焊好平板上的支架與兩種加強(qiáng)板后,磨掉焊點(diǎn)再焊凹槽。
6 小結(jié)
X5Cr18Ni9火車(chē)懸掛件,由于其材料及受力特點(diǎn),在焊接過(guò)程中具有一定難度。結(jié)構(gòu)特點(diǎn)屬于厚板焊接結(jié)構(gòu),焊縫多,因此焊接變形大且控制難度大。另外質(zhì)量要求高。由于懸掛支座是主要承重部件,使得制作難度加大,本文通過(guò)采用一定的工藝手段去保證焊縫質(zhì)量、尺寸精度以及平面度,具有一定的借鑒價(jià)值。
參考文獻(xiàn):
[1] 雷世明.熔焊原理及金屬材料焊接[M].北京:機(jī)械工業(yè)出版社,1999.
[2] 陳祝年.焊接工程師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2002.
[3] 代國(guó)文.Q345型中厚鋼板拼接中優(yōu)化焊縫的工藝措施[J].電焊機(jī),2007,(6).
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
