不同工藝下ZTC4鈦合金鑄件微觀組織研究
2018-05-24 04:00:15郄喜望馮新吳國清南海
精密成形工程 2018年3期
郄喜望,馮新,吳國清,南海
(1. 北京百慕航材高科技股份有限公司,北京 100094;2. 中國航發北京航空材料研究院,北京 100095;3. 北京市先進鈦合金精密成型工程技術研究中心,北京 100095;4. 北京航空航天大學,北京 100191)
自從20世紀80年代中期以來,大型、薄壁、復雜、整體、精密鑄件制造已經成為國外航空、航天飛行器用的鈦合金精鑄結構件制造技術的發展趨勢[1—5],這類鑄件整體結構性好、可靠性高、重量輕、加工成本低,在航空航天領域內具有廣闊的應用前景。然而由于這類鑄件外廓尺寸大、壁薄、結構復雜,實現近凈形鑄造的難度很大,只有少數發達國家擁有這種先進鑄造技術。另外,由于鑄件結構、鑄造工藝、凝固順序等因素影響,鑄件截面厚度變化范圍大,不同厚度處的組織具有較大差異,進而帶來鑄件性能的差異,影響到鑄件的綜合性能[6—8]。隨著我國發展大型飛機項目的啟動和適航認證體系的逐步建立和完善,對于零部件,尤其是關鍵部件性能出了更高的要求,也對大型薄壁復雜非對稱精密鑄件的研制、應用和綜合評定提出了更高的要求和挑戰[9—10]。
對于結構材料,其內部微觀組織特征決定了材料的性能[11—13],通過對大型薄壁復雜整體精密鑄件微觀組織的定量分析,可以在無法取樣的部位,僅通過組織評定,達到間接評價其力學性能的目的。據此,文中結合生產實際,以ZTC4鈦合金大型鑄件為研究對象,通過鑄件整體分析,根據結構壁厚不同將ZTC4鈦合金鑄件分為厚大區(A區)、中厚區(B區)、薄壁區(C區)和厚薄轉接區(D區),對該鑄造鈦合金不同位置試樣的β晶粒及α片層間距進行定量分析。通過對鑄件不同部位的組織分析,探索大型復雜薄壁鈦合金鑄件組織分布特征,為鑄件成形的精確控制提供基礎,也為我國大型薄壁復雜鈦合金鑄件的設計、制造、綜合評定和服役提供更加量化的規范。
1 試驗
1.1 材料
由于鑄件結構、工藝等因素對鑄件組織影響較大,選取工信部民機預研項目所研制的大型薄壁復雜鈦合金典型鑄件為研究對象,見圖1。
分別采用3種不同澆注工藝獲得該典型鑄件,并將其編號為1#, 2#, 3#鑄件,其工藝參數區別主要是型殼預熱溫度及離心轉速,具體見表1,其中1#鑄件型殼預熱溫度最高;2#鑄件離心轉速為 0,最低;3#鑄件工藝參數為1#及2#鑄件的中間值。
根據大型復雜鈦合金鑄件不同壁厚進行取樣:厚大區(A 區:25~28 mm)、中厚區(B 區:12~15 mm)、薄壁區(C區:3mm)、薄厚轉接區(D 區:3~20 mm),試樣選取截面見圖2。
1.2 方法

圖1 鈦合金典型鑄件Fig.1 Typical titanium alloy casting
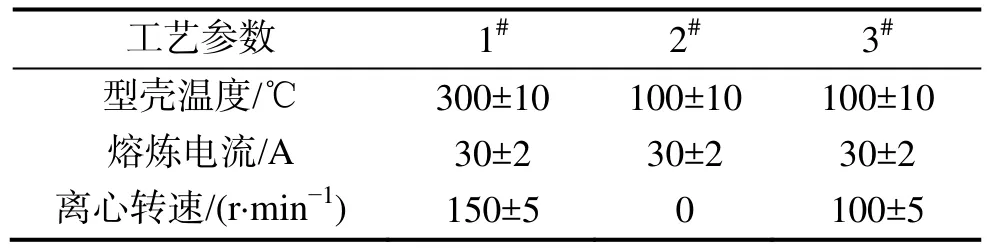
表1 3種不同澆注工藝參數Tab.1 Parameters of three different types of casting
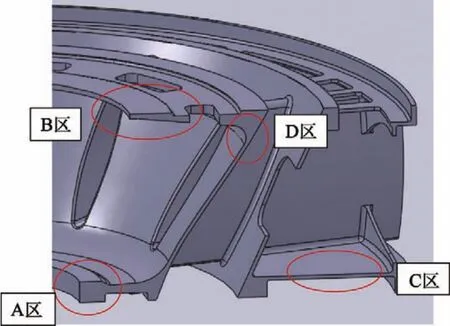
圖2 對應典型鑄件的取樣位置Fig.2 Sampling position of corresponding typical casting
采用體積比組分為1% HF+3% HNO3+96% H2O的 Kroll浸蝕劑對試樣就行處理,在 Axio Observer Alm金相顯微鏡上對試樣進行金相觀察。同時,由于鈦合金自身的結晶特點,ZTC4鈦合金具有粗大的晶粒組織,且每個α群集由若干片取向相同的α和β片層組成,因此,β晶粒尺寸與α片層間距均是ZTC4鈦合金重要的組織特征參數之一。據此,文中按照北京航空航天大學輕合金實驗室制定的鑄造鈦合金β晶粒及α片層間距定量流程[14—15],重點對β晶粒尺寸與α片層間距進行定量化分析。
2 結果分析及討論
2.1 組織形貌及定量分析結果
文中只取1#鑄件進行組織形貌分析。分別采用光學顯微鏡(OM)和掃描電子顯微鏡(SEM)對鑄件各區的組織形貌進行低倍和高倍觀察。在低倍下,可觀察到鑄造鈦合金β晶粒;在高倍下,可觀察到鑄造鈦合金的α片層間距。
2#鑄件各區的典型組織形貌的低倍和高倍觀察結果見圖 3—6。在低倍下觀察,可以看到 2#鑄造鈦合金β晶粒為等軸晶,隨鑄件等軸晶在鑄件位置上的不同,其晶粒尺寸大小不等;在高倍下觀察,可以看到2#鑄造鈦合金的α片層間距,其厚度隨其在鑄件上位置的不同而略有差異。在此,可以得到初步的觀察結果,即在離心鑄造工藝下,2#鑄件組織形貌受鑄件澆注過程、位置不同或厚薄不同等的影響,但具體影響方式、程度還需下文的組織定量分析。
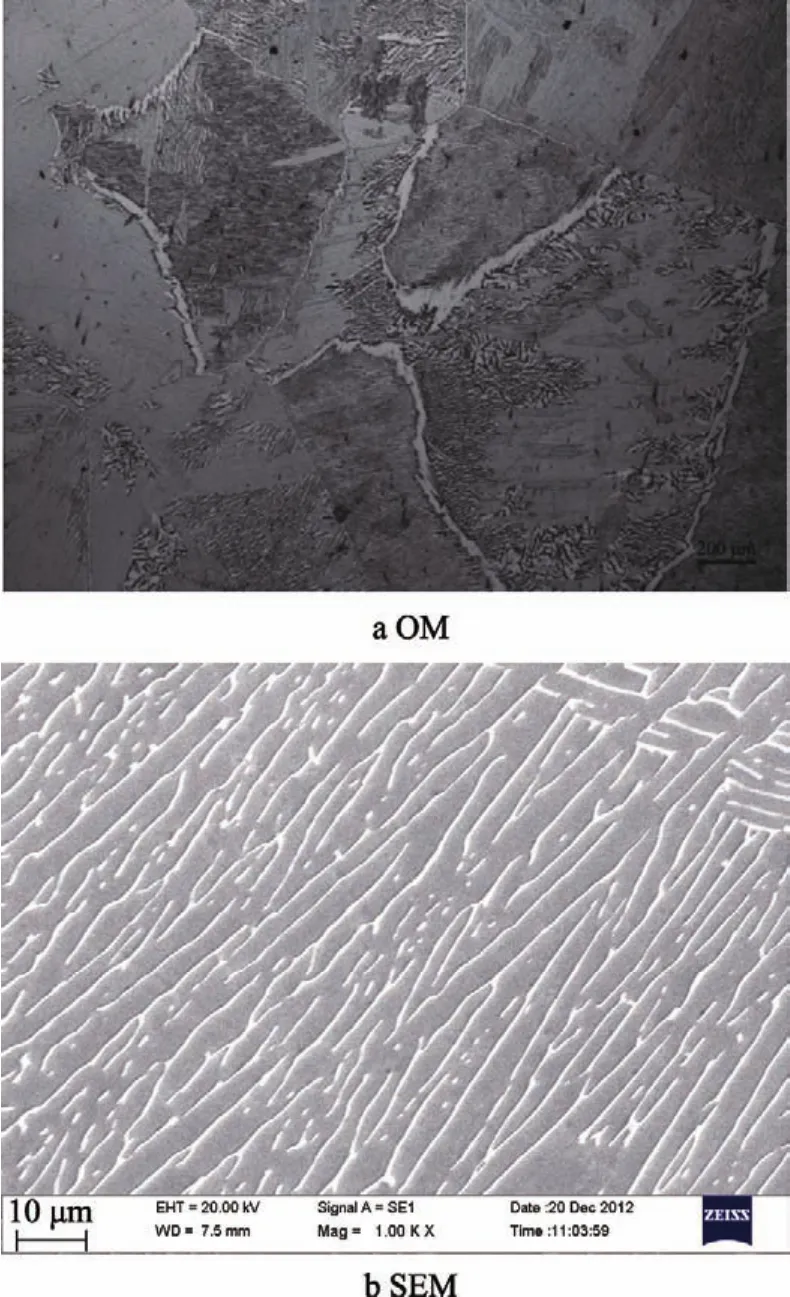
圖3 2-A區試樣組織形貌Fig.3 Microstructure and morphology of samples in 2-A location
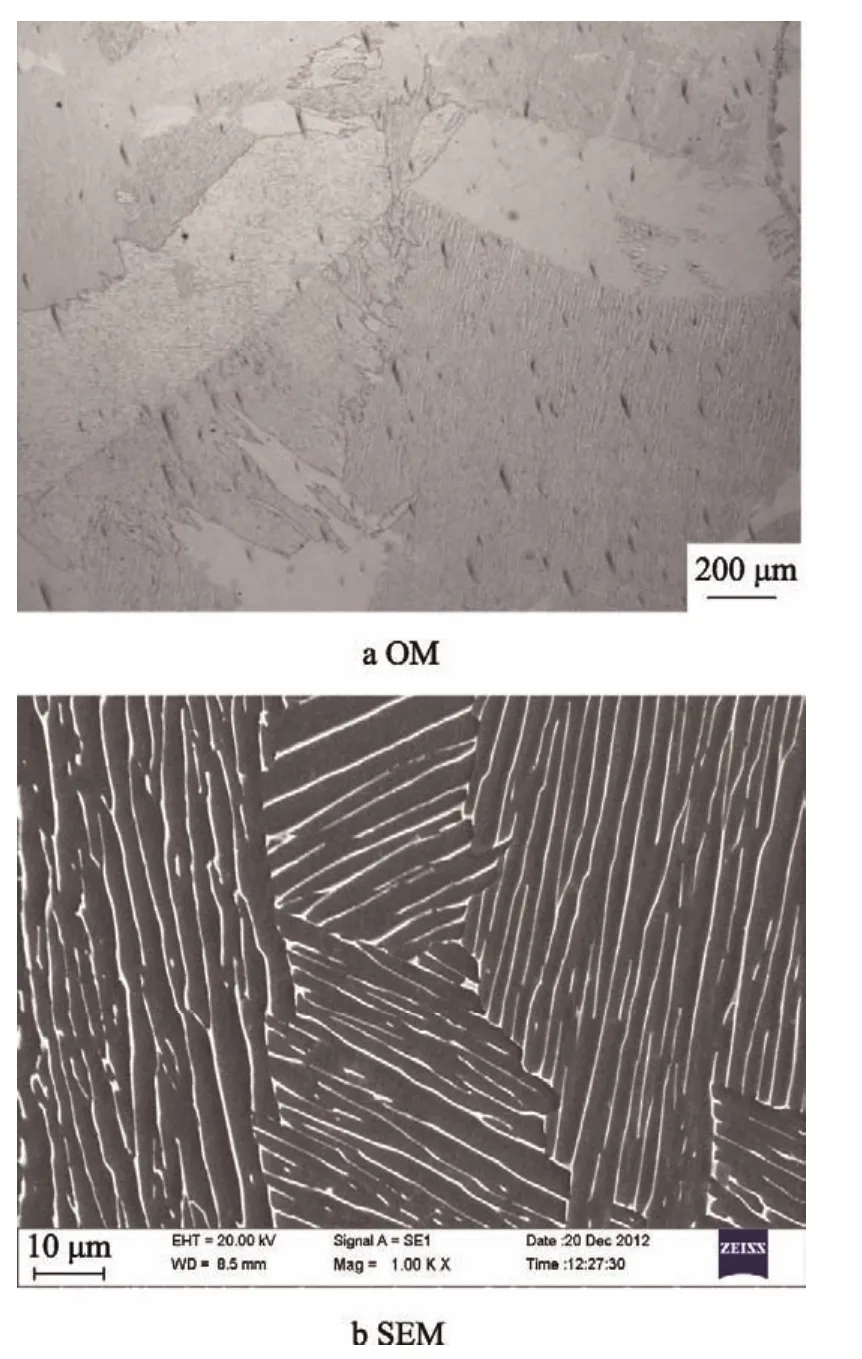
圖4 2-B區試樣組織形貌Fig.4 Microstructure and morphology of samples in 2-B location
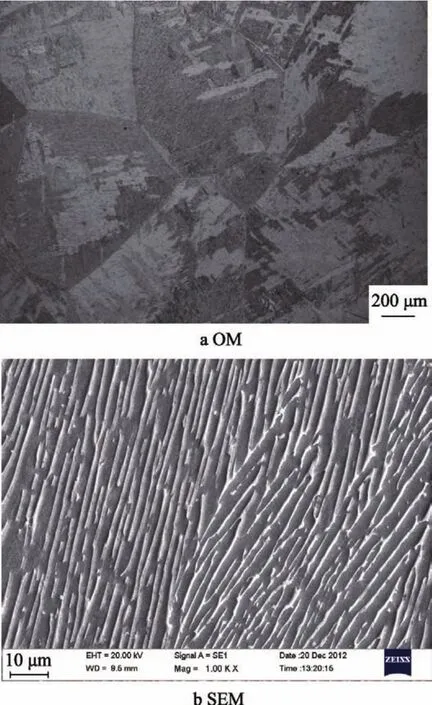
圖5 2-C區試樣組織形貌Fig.5 Microstructure and morphology of samples in 2-C location
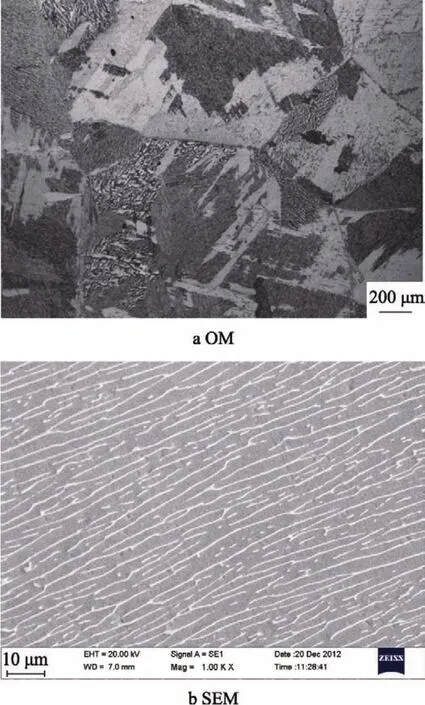
圖6 2-D區試樣組織形貌Fig.6 Microstructure and morphology of samples in 2-D location
2.2 鑄件的組織均勻性評估
鑄件的組織均勻性評估結果見圖7,根據1#, 2#,3#鑄件合計結果,鑄件組織隨壁厚的變化關系見圖8,對比可見鑄件不同位置取樣后微觀組織的定量分析結果。可以看出,鑄件的組織指標如β晶粒尺寸、α片層間距與取樣位置密切相關。

圖7 鑄件的組織均勻性評估結果Fig.7 Assessment result on structure uniformity of casting
晶粒組織測量數據表明(圖 7、圖 8所示),隨著鑄件厚度的增大,晶粒尺寸逐漸增大。其中,1#鑄件厚大區 A區與薄壁區 C區β晶粒尺寸相差 1003 μm,α片層間距相差0.359 μm;2#鑄件厚大區A區與薄壁區C區β晶粒尺寸相差2239 μm,α片層間距相差0.711 μm;3#鑄件厚大區A區與薄壁區C區β晶粒尺寸相差863 μm,α片層間距相差0.535 μm。隨著鑄件壁厚的增加,相應的該位置的β晶粒尺寸、α片層間距呈近線性增大的趨勢。
鑄件澆注成形過程中,薄壁區域冷卻速度快,因此薄壁區域β晶粒尺寸及α片層間距較小。離心工藝與靜止澆注工藝對比,離心工藝金屬液在離心力的作用下對型殼進行充型,1000 ℃以上的高溫金屬液與200~300 ℃型殼接觸,型殼上迅速長出許多樹枝晶,高的離心轉速金屬液充型速度快,可把生長出來的樹枝晶體與高溫鈦液沖入其他區域,成為鑄件的結晶晶核,大量晶核可由金屬液帶到各區域,因此組織差異較小;而靜止工藝,金屬液充型主要依靠金屬壓頭,充型速度慢,對樹枝晶體沖刷力小,金屬液凝固晶核少,組織差異大。
在相同離心工藝下,對照工藝參數表 1,如圖7所示,薄壁區域,型殼溫度對β晶粒尺寸及α片層間距影響較小,薄壁區域在離心工藝下,晶粒組織快速充型凝固長成,高溫型殼對其組織長大基本無影響;而對于厚大區域,較高型殼溫度可使金屬液冷卻速度降低,厚大區域晶粒過冷度減小,最終導致了較高型殼溫度厚大區域β晶粒尺寸差值增大,而平均α片層間距減小。
2.3 鑄件中心、表層組織的相關性評估
圖 9比較了 1#試樣中心層組織和表層組織的差異,可以看出,兩者的晶粒尺寸都隨厚度的增加而增大。還可以看出,隨厚度增加,與中心層晶粒尺寸相比,表層晶粒尺寸增速較大。
在離心工藝下,金屬液充型速度快,薄壁區域凝固時間短,表層組織與中心組織晶粒尺寸差距不大。對于厚大區域,中心區域為最后凝固區,高速金屬液沖刷型殼壁上形成的樹枝晶,為中心最后凝固區域帶來大量晶核;并且厚大區域表層組織形成后,由于中心區域未凝固,冷卻速度慢,有利于晶粒的長大,因此隨著鑄件壁厚的增大,表層與中心區域晶粒尺寸差距加大,厚大區域表面組織晶粒尺寸大于中心區域晶粒尺寸。
2.4 不同鑄件間的組織差異評估
圖10對比了1#, 2#, 3#鑄件試樣的組織差異,可以看出,2#鑄件試樣的厚大區(A區)、中厚區(B區)、薄壁區(C區)、薄厚轉接區(D區)和1#, 3#鑄件試樣相比,β晶粒尺寸均存在明顯的晶粒粗大現象,分別提高了70%, 25%, 68%, 44%。
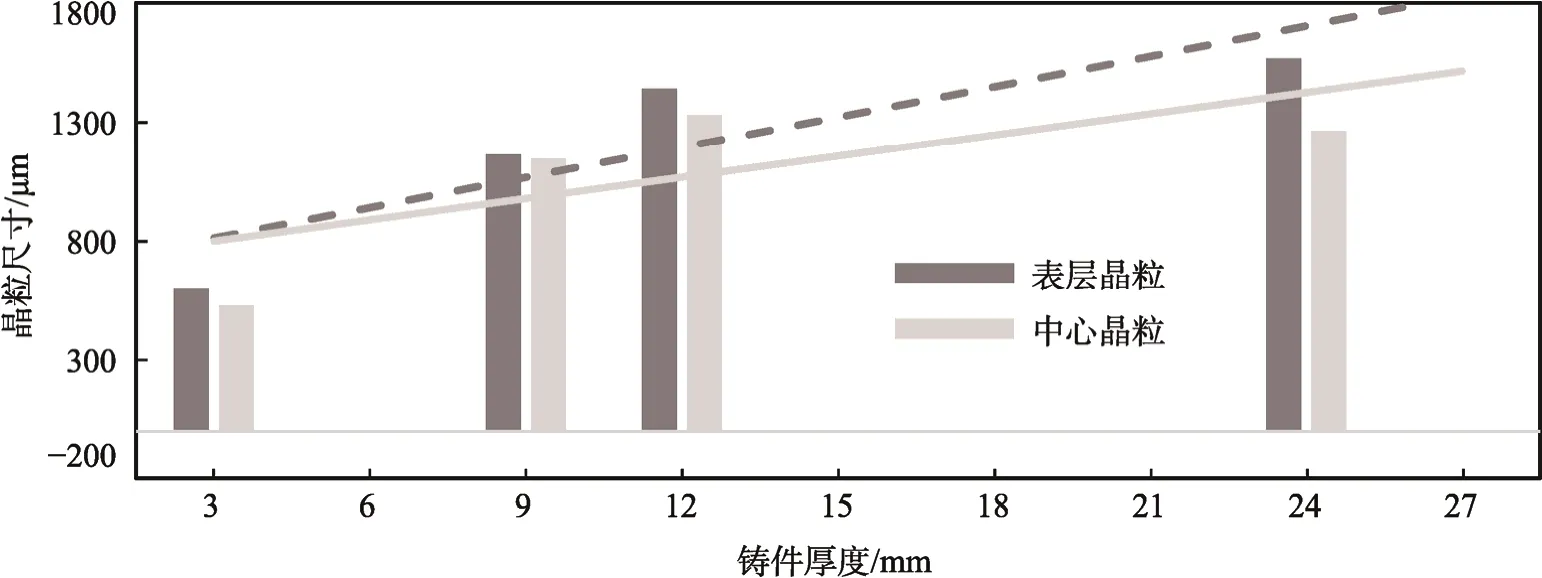
圖9 1#試樣中心層組織和表層晶粒尺寸隨鑄件壁厚的變化關系Fig.9 Changes in the relationship between grain size in core section and surface section of 1# sample and thickness of casting
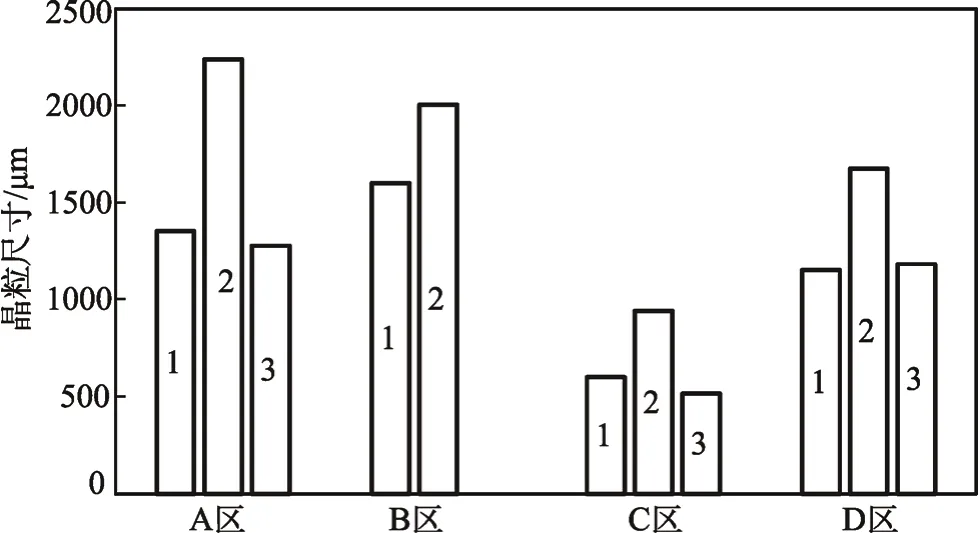
圖10 不同鑄件的β晶粒尺寸差異評估結果Fig.10 Size discrepancy assessment result of β grain size in different castings
離心工藝,金屬液充型速度快,冷卻速度快,同時高速金屬液中晶核多,因此離心工藝與非離心工藝對比,非離心工藝β晶粒尺寸較大。
3 結論
通過鑄造鈦合金β晶粒及α片層間距定量分析方法,對ZTC4鈦合金鑄件微觀組織進行定量化分析,得到如下結論。
1) 通過對比鑄件在各區的β晶粒尺寸及α片層間距統計數據,發現試樣的β晶粒尺寸、α片層間距與試樣在鑄件中的位置相關,隨著試樣厚度的增加,其β晶粒尺寸、α片層間距呈線性增大的趨勢。離心工藝不同壁厚組織差異優于靜止工藝;澆注時,型殼預熱溫度較高,造成β晶粒尺寸差異大,α片層間距較小。
2) 離心工藝下,隨厚度增加,與中心層晶粒尺寸相比,表層晶粒尺寸增速較大。
3) 通過對比1#, 2#和3#鑄件在相同位置處試樣的β晶粒尺寸、α片層間距,結果發現靜止工藝的2#鑄件試樣的β晶粒尺寸均存在明顯的晶粒粗大現象。
參考文獻:
[1] 謝成木. 鈦及鈦合金鑄造[M]. 北京: 機械工業出版社,2005.XIE Cheng-mu. Titanium and Titanium Alloy Casting[M].Beijing: China Machine Press, 2005.
[2] 趙永慶, 葛鵬. 我國自主研發鈦合金現狀與進展[J]. 航空材料學報, 2014(4): 51—61.ZHAO Yong-qing, GE Peng. Current Situation and Development of New Titanium Alloys Incented in China[J].Journal of Aeronautical Materials, 2014(4): 51—61.
[3] 南海, 謝成木, 魏華勝, 等. 大型復雜薄壁類鈦合金精鑄件的研制[J]. 中國鑄造裝備與技術, 2001(2): 12—14.NAN Hai, XIE Cheng-mu, WEI Hua-sheng, et al. The Study of Large Thin-wall Complex Integrated Tianium Precision Casting[J]. China foundry Equipment & Technology, 2001(2): 12—14.
[4] 南海, 謝成木. 國外鑄造鈦合金及其鑄件的應用與發展[J]. 中國鑄造裝備與技術, 2003(6): 1—3.NAN Hai, XIE Cheng-mu. The Application & Development of Cast Titanium Alloys and Their Castings Abroad[J]. China foundry Equipment & Technology, 2003(6):1—3.
[5] 吳歡, 趙永慶, 葛鵬. 航空發動機用關鍵鈦合金部件先進設計及制造技術[J]. 材料導報, 2011(7): 101—105.WU Huan, ZHAO Yong-qing, GE Peng. The Advanced Design and Manufacturing Technology of the Key Component of Titanium for Aviation Engine[J]. Materials Review, 2011(7): 101—105.
[6] 謝華生, 劉時兵, 蘇貴橋, 等. 我國鈦合金精鑄件鑄造技術的發展及應用[J]. 特種鑄造及有色合金, 2008,28(S1): 462—464.XIE Hua-sheng, LIU Shi-bing, SU Gui-qiao, et al. Development and Application of Investemt Casting Technology for Titanium Alloys Castings of China[J]. Special Casting & Nonferrous Alloys, 2008, 28(S1): 462—464.
[7] 李毅. 大型復雜薄壁Ti-6Al-4V合金熔模精密鑄造工藝研究[J]. 鈦工業進展, 2012(3): 22—25.LI Yi. Research on Investment Precision Casting Process of Large Thin Wall Complex Ti-6Al-4V Alloy[J]. Titanium Industry Progress, 2012(3): 22—25.
[8] 王紅紅, 劉振軍, 王紅. 鈦合金鑄件的應用及發展[J].新材料產業, 2009(11): 25—30.WANG Hong-hong, LIU Zhen-jun, WANG Hong. Application and Development of Titanium Alloys Castings[J]. Advanced Materials Industry, 2009(11): 25—30.
[9] 王華僑, 包春玲, 王永鳳, 等. 大型薄壁鈦合金菱形骨架鑄件鑄造工藝的研究[J]. 鑄造, 2015(2): 135—139.WANG Hua-qiao, BAO Chun-ling, WANG Yonh-feng,et al. Study on Casting Process of Large Thin-Wall Diamond Skeleton Titanium Alloy Casting[J]. China Foundry,2015(2): 135—139.
[10] 李義軍, 朱明渝. 大型薄壁復雜框架式結構鈦合金鑄件的研制[J]. 鑄造, 2015(3): 256—259.LI Yi-jun, ZHU Ming-yu. Development of Large Thin-Wall Complex Tower Structure Titanium Alloy Casting[J]. China Foundry, 2015(3): 256—259.
[11] 石德珂. 材料科學基礎[M]. 北京: 機械工業出版社,2003 SHI De-ke. Material Science Foundation[M]. Beijing:Mechanical Industry Press, 2003.
[12] 徐洲. 金屬固相相變原理[M]. 北京: 科學出版社,2004.XU Zhou. Metal Solid Phase Transformation Principle[M]. Beijing: Science Press, 2004.
[13] 柳玉起, 吳樹森. 材料成形原理[M]. 北京: 機械工業出版社, 2008.LIU Yu-qi, WU Shu-sen. Material Foring Theroy[M].Beijing: Mechanical Industry Press, 2008.
[14] 楊偉光, 趙嘉琪, 南海, 等. 熱等靜壓工藝參量對ZTC4鈦合金組織的影響規律[J]. 材料工程, 2011(9):25—28.YANG Wei-guang, ZHAO Jia-qi, NAN Hai, et al. Effects of Hot Isostatic Pressing Treatment Parameters on Microstucture of ZTC4 Casting Titanium Alloy[J]. Material Engineering, 2011(9): 25—28.
[15] 趙嘉琪, 楊偉光, 南海, 等. 熱等靜壓工藝參數對ZTC4鈦合金力學性能的影響[J]. 材料工程, 2011(10):42—46.ZHAO Jia-qi, YANG Wei-guang, NAN Hai, et al. Effects of Hot Isostatic Pressing Treatment Parameters on Mechanical Properties of ZTC4 Casting Titanium Alloy[J].Material Engineering, 2011(10): 42—46.
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2015年5期)2015-04-09 11:30:52
石油化工應用(2014年8期)2014-03-11 17:40:03
