Ti-6Al-4V合金鑄件拉伸性能差異原因分析
2018-05-24 04:00:19
精密成形工程 2018年3期
(北京百慕航材高科技股份有限公司,中國航發北京航空材料研究院,北京 100095)
由于鈦及其合金具有的獨特優異性能,航空航天工業中一些具有復雜形狀的重要零部件,常采用Ti-6Al-4V作為主要的鑄造鈦合金材料。航空航天領域使用的鈦合金鑄件98%以上均采用鈦合金熔模精密鑄造工藝生產[1],國外宇航鑄件產品的化學成分和力學性能必須滿足客戶的合格驗收標準要求。一般以附鑄試棒的拉伸性能作為評價熔模精密鑄件力學性能的標準方法,常規的拉伸性能包括抗拉強度、屈服強度、伸長率和斷面收縮率。拉伸試樣分附鑄試樣和切取試樣兩種,本例中均采用同一尺寸規格要求的附鑄試樣作為評價熔模精密鑄件力學性能的標準。
現有兩種國外宇航類Ti-6Al-4V鈦合金,產品名稱分別為支承座鑄件和肋板鑄件[1]。支承座是在航空發動機內部將其他結構件安裝支撐在發動機主軸上的重要部件,肋板鑄件為發動機吊掛部位用于發動機和機翼連接的重要結構零件。在具體實際生產實踐中發現,支承座的抗拉強度不能達到客戶的標準要求,屈服強度勉強合格。
文中運用失效分析方法,通過對比兩種鑄件拉伸試棒的化學成分、斷口宏微觀觀察、金相組織分析和鑄造工藝方面的差異[2],找到該鑄件附鑄拉伸試棒抗拉強度較低和拉伸性能差異的原因,通過工藝調整改善,達到客戶產品驗收的力學性能標準要求,為解決其他類似情況下的熔模精密鑄件產品拉伸強度不達標的情況提供參考,提高鑄件性能合格率。
1 實驗方法
支承座和肋板這兩種鑄件均采用熔模精密鑄造工藝,將一定數量的力學拉伸試樣毛坯尺寸的蠟模焊接在蠟模澆注系統上(見圖 1),經涂料和脫蠟焙燒工序制備成精密鑄造氧化鋯耐火材料型殼,使用同一批次Ti-6Al-4V合金在100 kg真空凝殼爐上進行重熔離心澆注,澆注完成后爐冷,出爐清理型殼得到的力學試棒鑄造毛坯,經熱等靜壓處理(HIP,高純氬氣120 MPa,910 ℃,2 h),對附鑄試棒毛坯車取試末,按HB 7716.13—2002方法進行化學成分測試,并加工成Φ5 mm×25 mm(標距)力學拉伸試樣。拉伸試驗在Instron-4507型試驗機上進行,測試其室溫下拉伸抗拉強度、屈服強度和伸長率、端面收縮率。采用JSM-5600LV型掃描電鏡對拉伸斷口進行微觀觀察。在靠近斷口位置截取金相試樣,磨拋腐蝕后采用OLYPUS PMES3型光學顯微鏡對試樣進行顯微組織觀察。
2 實驗結果
2.1 化學成分分析
兩種鑄件的化學成分符合標準要求,由于均采用的同批次Ti-6Al-4V母合金進行澆注,從表1可以看出,兩者化學成分水平沒有明顯差異。

表1 兩種鑄件的化學成分Tab.1 Chemical compositions of two castings
2.2 拉伸性能和斷口檢測
兩種鑄件的附鑄試樣測試的室溫拉伸性能見表2,主要是拉伸強度數據有較大差距,抗拉強度和屈服強度分別相差60 MPa和70 MPa以上,
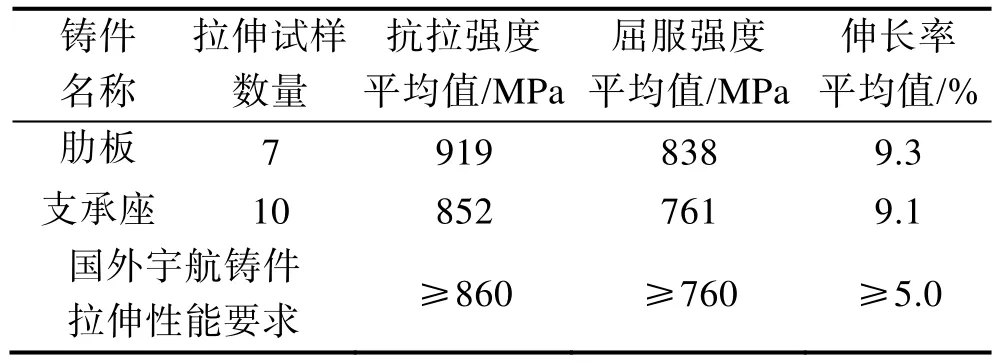
表2 兩種鑄件的拉伸性能Tab.2 Tensile properties of two castings
將肋板和支承座鑄件拉斷后的試棒分別標記為1#, 2#和3#, 4#,在體式顯微鏡下觀察各斷口及斷口側表面(見圖2和3)。

圖2 肋板1#斷口及斷口側表面宏觀形貌Fig.2 Macro morphology of lib 1# fracture and lateral surface of fracture

圖3 支承座3#斷口及斷口側表面宏觀形貌Fig.3 Macro morphology of supporting holder 3# fracture and lateral surface of fracture
斷口整體形貌未見明顯差異,整體均較粗糙,斷面高度差較大,由纖維區、放射區和剪切唇區組成。中部為粗糙的纖維區和擴展區,沒有明顯的分界線,斷口呈現銀灰色,斷口未見明顯的頸縮變形。
兩種鑄件拉伸試棒的斷口的微觀形貌基本相同,均呈現沿晶與穿晶的混合型斷口特征(見圖4和5)。斷口纖維區由不同的平面和韌窩組成,存在沿晶界的二次裂紋。接近試樣斷口邊緣呈韌窩特征。斷口表面未見明顯的冶金缺陷。
2.3 金相檢查
分別在肋板和支承座上的夾持段橫向截取以及靠近斷口附近縱向截取金相試樣,磨制拋光腐蝕后觀察其金相組織形貌。
圖6所示為肋板和支承座低倍形貌。肋板和支承座縱向試樣可見斷口呈沿晶和穿晶斷裂的混合特征,肋板的晶粒大小未見明顯差異,支承座的晶粒大小未見明顯差異,但 1#和 2#肋板的晶粒相對 3#和 4#支承座的晶粒更細小。
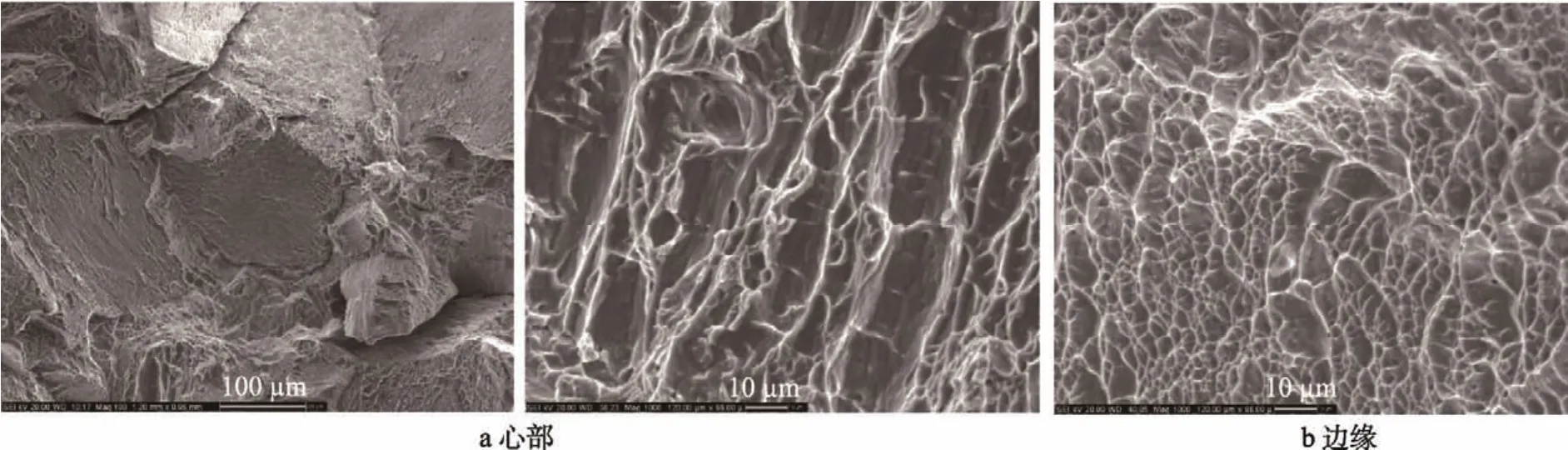
圖4 肋板1#斷口微觀形貌Fig.4 Micro morphology of lib1# specimen Fracture surface

圖5 支承座3#斷口微觀形貌Fig.5 Micro morphology of supporting holder 3# specimen fracture surface
肋板和支承座的金相組織由集束狀片層α相、片間β和晶界組成,未見明顯的成分偏析等冶金缺陷,其中支承座的組織中可見集束狀片層α相和晶粒晶界明顯寬化的現象(見圖7)。肋板和支承座金相組織中的α片層間距和晶界寬度統計結果見表 3,肋板的α片層平均間距為 5.5~6 μm,平均晶界寬度約為 13~14 μm,支承座的平均α片層間距約為肋板的2倍,平均晶界寬度比肋板大,約為10~21 μm。
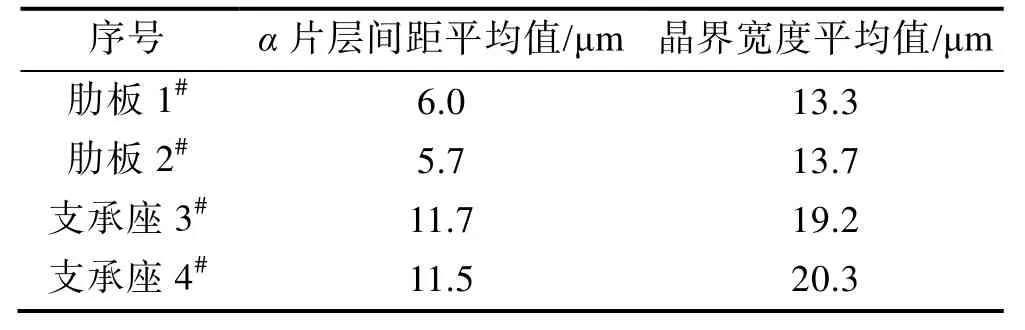
表3 α片層間距和晶界寬度統計結果Tab.3 Statistical results of α lamellar spacing and crystal boundary width
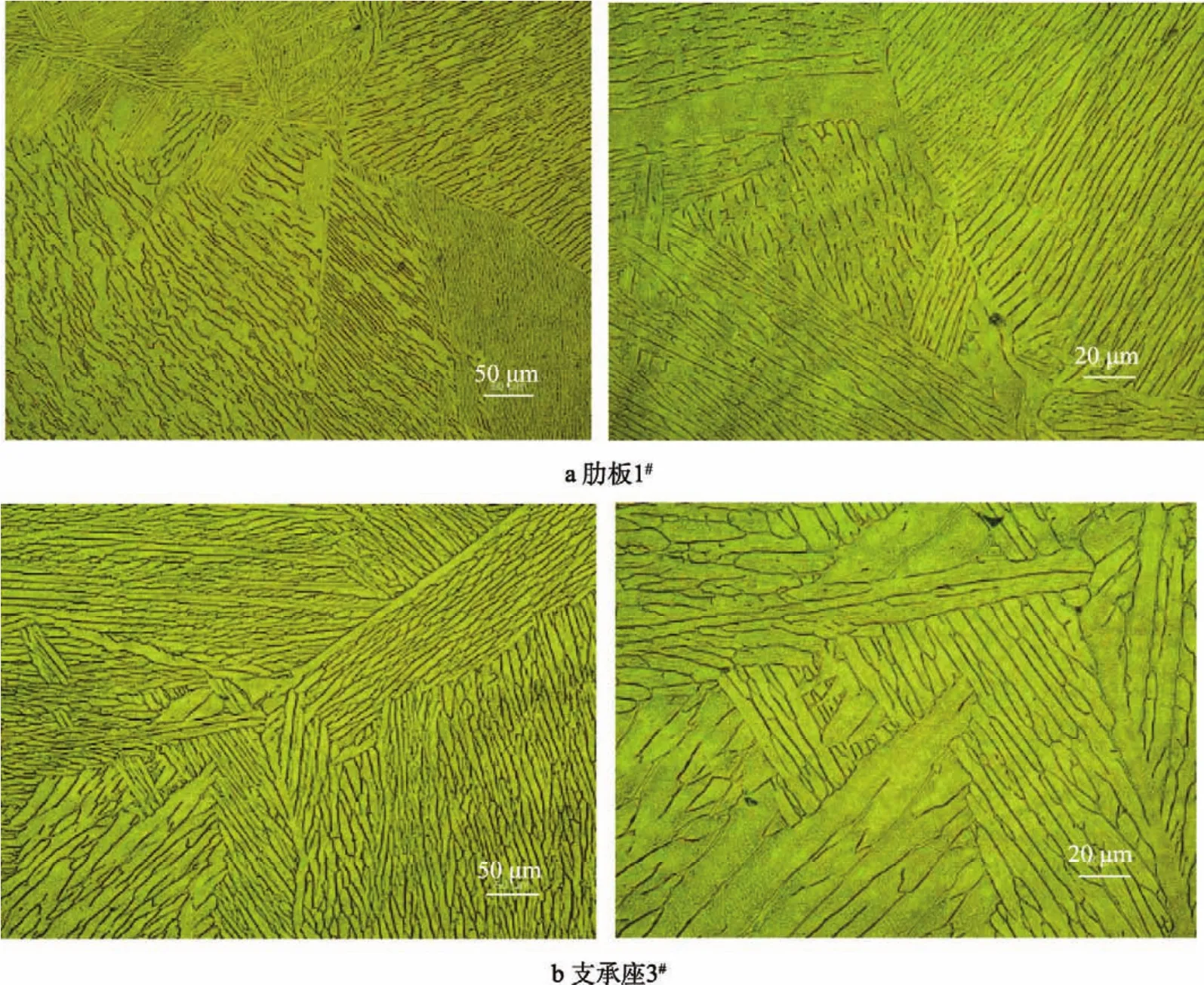
圖7 肋板1#和支承座3#試樣橫向金相組織形貌Fig.7 Microstructure of transverse metallographic structure of lib1# and supporting holder 3# specimen
3 分析與討論
表2數據表明,肋板和支承座的化學成分差異不大,由此可排除肋板和支承座強度性能數據存在差異與其化學成分有關。
一般情況下,常溫下細晶材料比粗晶材料具有更高的力學性能指標,這是因為晶界面是位錯運動的障礙,晶粒越細小,晶界越多,位錯被阻滯的地方就越多,障礙也就越大,需要加大外力才能使晶體產生滑移,強度指標就越高[3]。在全部為層片狀組織的合金中,根據Hall-Petch方程可知,屈服強度的相關組織參數可能是層片間距[4]。晶粒內部α片層間距越小,在發生變形時具有交錯阻礙移動的作用,裂紋形核的尺寸就越大,也有利于提高合金的強度。金相組織檢查表明:肋板的原始β晶粒尺寸和晶粒內部的α片層間距,均小于支承座的原始β晶粒尺寸和晶粒內部α片層間距。因此,晶粒度和晶內片層組織的差異是造成肋板和支承座的拉伸性能存在差異的主要原因。
從斷口形貌上可以看到,斷口表面凹凸不平,整體較粗糙,均無明顯頸縮現象,中部為粗糙的纖維區和擴展區,沒有明顯的分界線。纖維區由不同的平面和韌窩組成,存在沿晶的二次裂紋,接近試樣斷口邊緣呈韌窩特征,為混合型斷裂。還可以看到大量的長條狀斷裂平面,經對比分析發現,這些長條狀斷面與合金顯微組織中片層狀α相對應。斷口表面未見明顯的冶金缺陷。由此說明肋板和支承座的強度差異與材料本身的缺陷無關。
鑄件的力學性能主要由合金種類、化學成分和冷卻條件3個因素共同決定[8]。在同種牌號合金化學成分相同的情況下,鑄件的冷卻條件是影響鑄件晶粒大小和α相片層間距的決定性因素。鑄件的微觀組織尺寸和鑄件尺寸、冷卻速度有關,隨著鑄件截面積增加,冷卻速度變慢,晶粒度長大[5]。Ti-6Al-4V的α+β合金鑄態組織受鑄件冷卻條件的影響,當冷卻速度快時,片狀α變得又長又短又尖,冷卻速度慢時,片狀α變得又寬又短[6]。β晶粒尺寸和α/β片層間距隨鑄件模數的增加或冷卻速度的減小而呈增加趨勢。抗拉強度隨冷卻速度的增加而逐漸增加[7]。這也就是說,同一種合金的化學成分即使相同,但是冷卻條件不同,其力學性能也不同。由此可以推斷,肋板和支承座附鑄拉伸試棒的抗拉強度數據存在差異,主要與其鑄件的冷卻條件有關。兩種鑄件鑄造工藝均采用耐火陶瓷型殼的精密鑄造成形工藝,臘模和型殼制備工藝相同,鑄件模組澆注質量均為100 kg左右,鑄件模數基本相同,真空凝殼爐熔煉澆注工藝相同。從圖7鑄件模組示意圖可以看出,有明顯區別的是這兩種鑄件的附鑄拉伸試棒在模組中的放置位置有所不同,肋板的鑄造試樣放置在鑄件澆注系統的外側,而支承座鑄造試樣放在了鑄件澆注系統的內部。在鑄造過程中,當熔融鈦金屬液澆注充型完成以后,兩者的鑄造試棒的冷卻條件會有明顯差別,相比之下,由于支承座的附鑄試棒置于鑄件近似半封閉形狀的內部,同時被厚大的澆道系統圍繞,會導致附鑄試棒冷卻散熱條件較差,冷卻速度變慢,造成支承座拉伸試棒晶粒度尺寸和晶內組織尺寸粗大,抗拉強度迅速降低,不能較好地代表鑄件力學性能水平。因此,為了獲得較好的冷卻條件和相應的微觀組織,在蠟模組模階段,需要對支承座附鑄的拉伸試棒在模組中的放置位置進行改變調整。為了使隨爐鑄造試棒更準確地反映鑄件的力學性能,在蠟模組模階段,對支承座附鑄的拉伸試棒在模組中的放置位置進行了改變調整。通過將試棒放置于鑄件形狀外側下部,改變位置后的鑄件拉伸性能得到快速明顯改善,抗拉強度和屈服強度平均值達到了895和804 MPa,提高了近40 MPa,完全滿足了標準要求。
4 結論
通過以上對Ti-6Al-4V鈦合金精密成形兩種鑄件拉伸試樣的失效分析,以及拉伸強度性能差異的原因討論,可以得到以下結論:
1) 在鑄件成分相同的條件下,晶粒度大小和 α片層間距的差異是造成肋板和支承座的拉伸性能存在較大差異的主要原因;
2) 附鑄拉伸試棒在鑄件模組中的位置的不同,導致試棒具有不同冷速,最終造成拉伸性能的差異,因此,在蠟模組模階段,需要考慮附鑄試棒的位置以反映鑄件真實力學性能。
參考文獻:
[1] 張美娟, 南海, 鞠忠強, 等. 航空鑄造鈦合金及其成型技術發展[J]. 航空材料學報, 2016, 36(3): 13—19 ZHANG Mei-juan, NAN Hai, JU Zhong-qiang, et al. Aeronautical Cast Ti Alloy and Forming Technology Development[J]. Journal of Aeronautical Materials, 2016, 36(3):13—19
[2] 張衛方, 劉慶瑔, 陶春虎, 等. 鈦合金損傷和預防的研究發展[J]. 材料工程, 2003(Z1): 21—24.ZHANG Wei-fang, LIU Qing-quan, TAO Chun-hu, et al.Titanium Fracture and Precaution Research Development[J].Journal of Materials Engineering, 2003(Z1): 21—24.
[3] 鄭增麟. 工程材料的力學行為[M]. 西安: 西北工業大學出版社, 2004.ZHENG Zeng-lin. Mechanical Behaviors of Engineering Materials[M]. Xi'an: Northwestern Polytechnical University Press, 2004.
[4] C. 萊茵斯, M. 皮特爾斯. 鈦與鈦合金[M]. 北京: 化學工業出版社, 2006.LEYENS C, PETERS M. Titanium and Titanium Alloys[M]. Beijing: Chemical Industry Press, 2006.
[5] 郄喜望, 殷亞軍, 吳國清. ZTC4鈦合金大型復雜鑄件組織及性能均勻性[J]. 精密成形工程, 2017, 9(4): 85—89.QIE Xi-wang, YIN Ya-jun, WU Guo-qing, et al. Homogeneities of Microstructure and Mechanical Properties of Large Complex Castings of ZTC4 Titanium Alloy[J]. Journal of Netshape Forming Engineering, 2017, 9(4): 85—89
[6] 周彥邦. 鈦合金鑄造概論[M]. 北京: 航空工業出版社,2000.ZHOU Yan-bang. An Introduction to Titanium Alloy Casting[M]. Beijing: Aviation Industry Press, 2000.
[7] 賈麗敏. 鈦合金離心精密鑄造凝固組織與力學性能分析[D]. 哈爾濱: 哈爾濱工業大學, 2006.JIA Li-min. Experimental Analyses on Solidified Structures and Mechanical Properties of Centrifugal Precision Titanium Castings[D]. Harbin: Harbin Institute of Technology, 2006.
[8] 車順強. 熔模精密鑄造實踐[M]. 北京: 化學工業出版社,2015.CHE Shun-qiang. The Practice of Precision Investment Casting[M]. Beijing: Chemical Industry Press, 2015.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
音樂探索(2022年2期)2022-05-30 21:01:37
云南化工(2021年11期)2022-01-12 06:06:14
小天使·一年級語數英綜合(2019年8期)2019-08-27 02:23:00
山東冶金(2019年3期)2019-07-10 00:54:00
中國特種設備安全(2018年11期)2019-01-08 02:08:32
小學科學(學生版)(2018年7期)2018-08-13 09:33:04
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
鄭州大學學報(醫學版)(2015年2期)2015-02-27 14:50:46
