精益生產(chǎn)方式下的整流化在裝配車間的應(yīng)用
2018-05-24 02:56:57黃禹程
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化 2018年4期
黃禹程
(中國電子科技集團(tuán)公司第十研究所, 四川 成都 610036)
引言
精益生產(chǎn)模式(TPS)是日本企業(yè)學(xué)習(xí)西方IE工程技術(shù),經(jīng)過改良的豐田生產(chǎn)方式[1],其核心是消除一切無效勞動和浪費(fèi),通過不斷降低成本、提高質(zhì)量、增強(qiáng)生產(chǎn)靈活性、實(shí)現(xiàn)無廢品和零庫存等手段確保企業(yè)在市場競爭中的優(yōu)勢。
電子制造業(yè)中,電子產(chǎn)品生命周期短,更新?lián)Q代快,產(chǎn)品種類繁多,特別是對于眾多科研院所來說,其業(yè)務(wù)性質(zhì)決定了產(chǎn)品多為“訂貨型”[2]——即以客戶需求為前提的小批量、多品種生產(chǎn)。而裝配車間生產(chǎn)是一種典型的離散型生產(chǎn)過程。生產(chǎn)線多釆用工藝專業(yè)化布置,產(chǎn)品生產(chǎn)需要按照工藝流程,在嚴(yán)格的質(zhì)量控制下進(jìn)行生產(chǎn)。隨著任務(wù)量的提升,生產(chǎn)管理復(fù)雜,多品種任務(wù)之間的計劃協(xié)調(diào),資源競爭難度加劇,急需通過精益生產(chǎn)改善,提升裝配生產(chǎn)產(chǎn)線柔性及計劃保障能力。
1 整流化應(yīng)用背景及現(xiàn)狀分析
1.1 什么是整流化
整流化生產(chǎn),一個流是指將作業(yè)場地、人員、設(shè)備按產(chǎn)品類別配置,按照一定的作業(yè)順序,產(chǎn)品在生產(chǎn)過程中實(shí)現(xiàn)單件流動,從毛坯投入到成品產(chǎn)出的整個制造加工過程,零件始終不停滯、不堆積、不超越,按節(jié)拍一個一個流動。按生產(chǎn)所需,從第一個工序直至最后一個工序的整個過程中,各個工序的產(chǎn)品都處于同時流動著的生產(chǎn)模式,其目的是盡最大限度排除亂流、分流以及引發(fā)的半成品庫存[3]。
生產(chǎn)周期包含正常生產(chǎn)組織時間和異常停滯時間,本文主要針對正常生產(chǎn)組織所用的時間進(jìn)行分析、改善。而正常生產(chǎn)時間=加工時間+工序間的等待時間,工序能力的提升主要依賴于多能工培養(yǎng)、標(biāo)準(zhǔn)作業(yè)和工藝優(yōu)化等手段,本文主要研究和改善在整流化思想下的工序間的平衡、生產(chǎn)組織方式和計劃排產(chǎn)模式的優(yōu)化。
1.2 改善前狀態(tài)分析
該企業(yè)裝配環(huán)節(jié)涵蓋SMT、微組裝、模塊及整機(jī)鉗電裝工作,車間布局除SMT建有2條機(jī)貼生產(chǎn)線外,其余區(qū)域按照工種布局,每一工種由2~4個小組組成。產(chǎn)品投產(chǎn)時,計劃安排及生產(chǎn)組織需要根據(jù)工藝卡片,在各個工種小組間流轉(zhuǎn)。
圖1是某產(chǎn)品生產(chǎn)工序推動的組織方式圖。完成該產(chǎn)品的生產(chǎn)需要6個工序,涉及微組裝(A組、B組)、電裝(C組)和鉗裝(D組)3個工種。
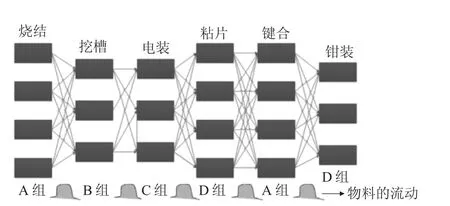
圖1 某產(chǎn)品生產(chǎn)工序推動的組織方式圖
可以看出,按工種布局問題有3點(diǎn)。
1)以工序推動,計劃信息點(diǎn)多,管控困難。某產(chǎn)品需要在4個小組間,完成5次交接,相應(yīng)的產(chǎn)品生產(chǎn)等待,班組內(nèi)部的任務(wù)排產(chǎn)與分配也需要5次完成,浪費(fèi)了時間。
2)工序間亂流、分流情況普遍,理論上工序作業(yè)可由該工種人員組成的小組中任意一人承擔(dān),但實(shí)際生產(chǎn)中由于每次裝配的人員不同,造成生產(chǎn)組織的不確定性及產(chǎn)品質(zhì)量的差異。
3)工序內(nèi)單人作業(yè),產(chǎn)品任務(wù)整批流轉(zhuǎn),人員技能要求高,產(chǎn)品生產(chǎn)周期長。表1是該產(chǎn)品生產(chǎn)工序時間表。以某批次20套該產(chǎn)品為例,任務(wù)由單人承擔(dān),在不考慮班組任務(wù)分派的等待時間下,加工時間=20×(300+45+39+260+290+38)=19 440(min),按照每天工作7.5 h計算,此時該產(chǎn)品首套交付時間與整批交付時間相同,需要43.2天。這顯然難以滿足日益激烈的市場化競爭。

表1 某產(chǎn)品生產(chǎn)工序時間表
2 改善對策分析
2.1 工藝布局的調(diào)整與優(yōu)化
調(diào)整工藝布局,就是要打破原有以工種為班組的車間布局,將多工種進(jìn)行整合,按照產(chǎn)品類型組建“U型”或“一型”生產(chǎn)線,成立生產(chǎn)線班組,使產(chǎn)品可以在較小范圍內(nèi)有序流動。同時,將相鄰工序無限地靠近,以縮短產(chǎn)品在各工序間轉(zhuǎn)運(yùn)、傳遞的時間。采用此方法,可以簡化任務(wù)分派模式,車間計劃僅需1次任務(wù)分派,通過班組內(nèi)任務(wù)排產(chǎn)完成產(chǎn)品裝配,免去了班組間的任務(wù)排產(chǎn)等待時間。
2.2 一個流的生產(chǎn)方式與標(biāo)準(zhǔn)在制品的確立
根據(jù)利特爾法則:Lead Time(周期時間)=存貨數(shù)量×生產(chǎn)節(jié)拍,那么顯然縮短周期的最佳方式是產(chǎn)品按照“一個流”的方式進(jìn)行生產(chǎn),即產(chǎn)品在生產(chǎn)線內(nèi)做一個、傳送一個、檢查一個。但在實(shí)際生產(chǎn)中,由于工序能力不平衡,工藝時間要求不同等因素,無法做到真正的一個流,在工序銜接環(huán)節(jié),就必然會有在制品保留。那么標(biāo)準(zhǔn)在制品的數(shù)量應(yīng)該怎么確定呢?一般來說,標(biāo)準(zhǔn)在制品數(shù)量=等待時間÷序節(jié)拍時間。以“烘烤—表貼—鉗裝—插裝”為例,烘烤工藝時間為24 h,節(jié)拍時間為3 h,則標(biāo)準(zhǔn)在制品數(shù)量=24÷3=8。但是以一天工作時間7.5 h算,每天最多消耗3個在制品,所以標(biāo)準(zhǔn)在制品應(yīng)該定位3個。
2.3 生產(chǎn)線平衡,節(jié)拍化生產(chǎn)
生產(chǎn)線平衡的目的是為了打破1人負(fù)責(zé)1個工序作業(yè)的生產(chǎn)組織模式,通過對工序作業(yè)內(nèi)容進(jìn)行分析,統(tǒng)計作業(yè)時間,將時間統(tǒng)計結(jié)果轉(zhuǎn)化為山積表,以確定瓶頸工序(或作業(yè)),運(yùn)用ECRS(Eliminate取消,combine合并,rearrange重排,Simplify簡化)原則[4],對工序作業(yè)內(nèi)容進(jìn)行平衡,提高生產(chǎn)效率。生產(chǎn)線平衡可分為工序間平衡和工序內(nèi)平衡兩種方式。
以某插箱模塊裝配的組織方式和計劃排產(chǎn)方式優(yōu)化為例,改善前的排產(chǎn)方式如表2所示。
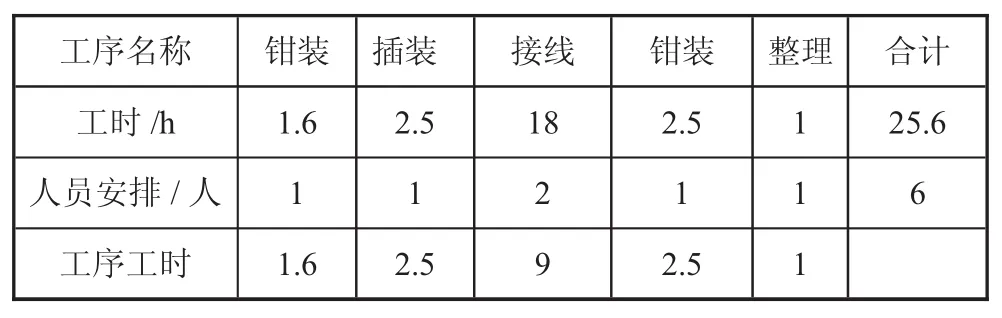
表2 某插箱模塊工序時間表
平衡率=25.6÷(9×6)=47.4%;假設(shè)要生產(chǎn)某批次為12套的插箱模塊,在安排6個人的基礎(chǔ)上,以每天有效工作時間為7.5 h計算,則該批次生產(chǎn)完成所需要的時間為(25.6+9×11)/7.5=16.6天。
經(jīng)過工序平衡分析,通過多能工培訓(xùn),將相鄰工種“鉗裝、插裝”,“鉗裝、整理”分別整合為一人作業(yè),接線工序內(nèi)進(jìn)行工步拆分,進(jìn)行4人作業(yè),平衡后的安排如表3所示。
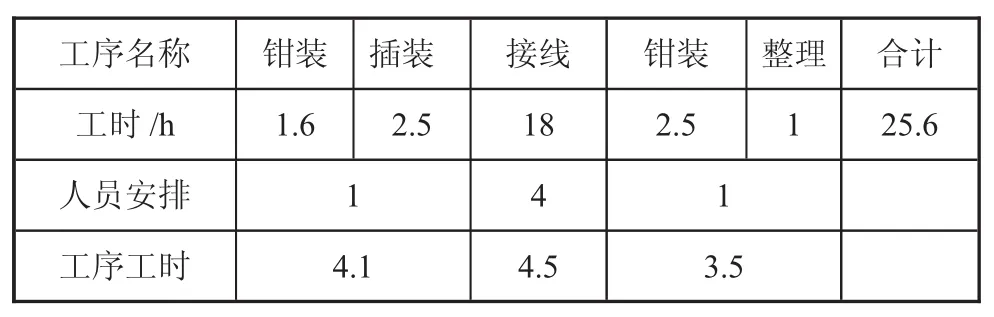
表3 平衡后某插箱模塊工序時間表
工序平衡后的平衡率=25.6÷(4.5×6)=94.8%;假設(shè)要生產(chǎn)某批次為12套的插箱模塊,在同樣安排6個人的基礎(chǔ)上,以每天有效工作時間為7.5 h計算,則該批次生產(chǎn)完成所需要的時間為(25.6+4.5×11)/7.5=10.01天,周期時間較之前的16.6天縮短了36.7%,改善效果明顯。
3 措施實(shí)施及應(yīng)用效果
按照上述的3個對策,課題組在電裝車間的整流化建設(shè)中,首先調(diào)整車間工藝布局,將產(chǎn)品裝配所需的鉗裝、電裝工種整合為4條生產(chǎn)線,同時將質(zhì)量環(huán)節(jié)—檢驗(yàn)人員分配到生產(chǎn)線,實(shí)行跟檢制度,減少過程檢驗(yàn)要素。同時,對于具有一定批量的產(chǎn)品,向“一個流”生產(chǎn)方式靠近,工位中在制品始終保持1個,在相鄰工位設(shè)立數(shù)量為2的中間在制品作為節(jié)拍緩沖。最后,最關(guān)鍵的是建立以工藝員、計劃、班組長組成的整流化工序分解團(tuán)隊(duì),進(jìn)行工序作業(yè)內(nèi)容的提前拆分和標(biāo)準(zhǔn)化,確保工序能力的平衡性。
經(jīng)過整流化在該企業(yè)電裝車間的應(yīng)用,SMT生產(chǎn)線工序能力提升76.53%,鉗電裝配生產(chǎn)線工序能力提升21.81%,裝配周期由21.39天縮短到12.08天,減少43.53%,產(chǎn)品交付能力與改善前相比得到了較大的提高。
4 結(jié)語
精益生產(chǎn)思想已經(jīng)得到制造業(yè)越來越多企業(yè)的認(rèn)可,本文針對電子制造業(yè),多品種、小批量、“訂貨型”的生產(chǎn)需求,提供了一種基于整流化思想的裝配車間工序能力提升方法。通過產(chǎn)線建設(shè)、一個流生產(chǎn)及生產(chǎn)線平衡,實(shí)現(xiàn)手工裝配中的產(chǎn)品順序流動。以某電子企業(yè)裝配車間改善案例進(jìn)行應(yīng)用研究,實(shí)現(xiàn)了裝配周期縮短43.53%的效果。
同時應(yīng)該認(rèn)識到:“整流化”并不是實(shí)現(xiàn)車間改善的唯一方式,它是建立在標(biāo)準(zhǔn)作業(yè)和多能工培養(yǎng)的基礎(chǔ)上,以均衡化的任務(wù)拉動生產(chǎn)為前提而實(shí)現(xiàn)的一種高效的生產(chǎn)形式。它們?nèi)呷币徊豢桑挥腥诤县灤┥a(chǎn)管理的全過程,才能實(shí)現(xiàn)高效生產(chǎn)。
參考文獻(xiàn)
[1] 齊二石.精益生產(chǎn)提高競爭力[N].每周電腦報,2008-06-16(07).
[2] 張曉峰,施芯樂.精益生產(chǎn)在航空產(chǎn)品總裝生產(chǎn)線上的應(yīng)用[J].先進(jìn)裝配技術(shù),2015(3):37-40.
[3] 大野耐一.豐田生產(chǎn)方式[M].北京:中國鐵道出版社,2016.
[4] 李雷.生產(chǎn)線平衡技術(shù)在自動化裝配線改善中的應(yīng)用研究[J].襄樊職業(yè)技術(shù)學(xué)院學(xué)報,2008,7(3):16-18.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
Coco薇(2015年1期)2015-08-13 02:23:50
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學(xué)畫報(2009年9期)2009-09-14 03:18:56