面向生產(chǎn)線平衡的斷路器裝配工藝設(shè)計系統(tǒng)
2018-05-25 13:55:49李翌輝,胡進(jìn)壽,史亞斌等
制造業(yè)自動化 2018年5期
0 引言
斷路器是輸配電系統(tǒng)中廣泛使用的重要電器,在國民經(jīng)濟(jì)發(fā)展中具有重要作用。國內(nèi)斷路器制造行業(yè)已經(jīng)建立起多條斷路器裝配生產(chǎn)線,具有大批量生產(chǎn)裝配的能力。實際生產(chǎn)過程中,由于具有較高的改造成本,生產(chǎn)線的結(jié)構(gòu)布局和生產(chǎn)能力往往是相對固定的,而市場對斷路器產(chǎn)品的需求呈現(xiàn)多樣化和個性化的趨勢。在這樣的需求環(huán)境下,國內(nèi)的斷路器制造行業(yè),其裝配工藝設(shè)計方法和裝配工藝規(guī)劃只考慮產(chǎn)品功能上的多樣性和個性化,卻少有對生產(chǎn)線平衡的考慮。
對于以往成熟的產(chǎn)品,其裝配工藝已經(jīng)過生產(chǎn)實踐的多次修正,能夠較好地滿足生產(chǎn)線的平衡需求。然而,在當(dāng)前市場的需求環(huán)境下,越來越多的斷路器產(chǎn)品都是改型產(chǎn)品,或者是全新投產(chǎn)的產(chǎn)品,裝配工藝設(shè)計與規(guī)劃階段缺少對生產(chǎn)線的平衡的考慮,將造成生產(chǎn)線的布置一定程度上的脫節(jié)。在實際的生產(chǎn)過程中,很可能會在裝配生產(chǎn)線上某一個或幾個工位上出現(xiàn)生產(chǎn)工作的不協(xié)調(diào)和不流暢,從而導(dǎo)致生產(chǎn)線的失衡,使生產(chǎn)效率和產(chǎn)品質(zhì)量都受到影響。
根據(jù)并行工程思想,本文提出一種面向生產(chǎn)線平衡的斷路器裝配工藝設(shè)計系統(tǒng)。通過在斷路器產(chǎn)品裝配工藝設(shè)計階段就充分考慮現(xiàn)有裝配生產(chǎn)線的實際結(jié)構(gòu)布局和加工能力,通過合理的裝配工藝設(shè)計和仿真,使斷路器裝配工藝能夠滿足現(xiàn)有生產(chǎn)線平衡需要,從而提高生產(chǎn)效率和產(chǎn)品質(zhì)量。本文章來源于2015年國家工信部智能制造專項項目,項目名稱為中低壓輸配電裝備智能化工廠標(biāo)準(zhǔn)化試驗驗證,項目編號為2015ZXB0702。
1 面向生產(chǎn)平衡的裝配工藝設(shè)計
面向生產(chǎn)線平衡的斷路器裝配工藝設(shè)計是并行工程思想在斷路器裝配工藝設(shè)計方面的體現(xiàn)。并行工程(CE,Concurrent Engineering)是世界市場競爭日益激烈的產(chǎn)物,是近年在CIMS的基礎(chǔ)上發(fā)展起來的先進(jìn)制造技術(shù)之一[1]。在并行工程思想的指導(dǎo)下,面向制造設(shè)計(DFM)[2],面向裝配設(shè)計(DFA)[3],面向質(zhì)量設(shè)計(DFQ)[4],面向成本設(shè)計(DFC)[5]等一系列先進(jìn)設(shè)計思想。然而,這些新的設(shè)計思想主要從設(shè)計和制造角度關(guān)注產(chǎn)品本身,較少地從生產(chǎn)管理角度關(guān)注任務(wù)的分派和生產(chǎn)線情況。另一方面,隨著計算機(jī)輔助設(shè)計技術(shù)的提高,DFM以及零件可加工性分析系統(tǒng)(MAS)[6~8]等的實現(xiàn)投入較多研究,然而,目前仍缺少面向生產(chǎn)平衡裝配工藝設(shè)計的解決方案。
隨著信息技術(shù)的發(fā)展和計算機(jī)輔助設(shè)計手段的日益成熟,在斷路器裝配工藝設(shè)計階段,利用企業(yè)數(shù)字信息化平臺,通過相關(guān)軟件工具等對產(chǎn)品進(jìn)行三維裝配工藝的設(shè)計,擬定斷路器的裝配步驟,確定每個裝配工步所占用的工位,形成裝配文件,導(dǎo)入至生產(chǎn)效率分析工具進(jìn)行生產(chǎn)線平衡仿真分析,根據(jù)仿真結(jié)果調(diào)整裝配工藝設(shè)計,直到滿足斷路器裝配工藝滿足生產(chǎn)線平衡的需要,最后輸出工藝設(shè)計文件指導(dǎo)生產(chǎn),以避免因裝配工藝與生產(chǎn)線的失衡導(dǎo)致生產(chǎn)效率與產(chǎn)品質(zhì)量的下降。本文一句并行工程思想,提出面向生產(chǎn)平衡裝配工藝設(shè)計思想的概念,并根據(jù)國內(nèi)斷路器制造行業(yè)的現(xiàn)實需求,提出一套面向斷路器裝配工藝設(shè)計的解決方案。
2 面向生產(chǎn)線平衡分析的斷路器產(chǎn)品裝配工藝設(shè)計系統(tǒng)
生產(chǎn)平衡指的是在工藝條件約束下,按流水生產(chǎn)線節(jié)拍將所有生產(chǎn)工序進(jìn)行組合、合理調(diào)整,使每個工作節(jié)點分配的生產(chǎn)負(fù)荷量盡量充足和均衡。根據(jù)并行工程的思想,可以給出定義:面向生產(chǎn)線平衡的裝配工藝設(shè)計(DFPB)是指按照并行工程的思想,在斷路器裝配工藝設(shè)計階段充分考慮斷路器的生產(chǎn)線實際情況,通過避免斷路器裝配工藝設(shè)計與生產(chǎn)線實際情況的不適合導(dǎo)致生產(chǎn)線失衡,從而提高生產(chǎn)效率和產(chǎn)品質(zhì)量的設(shè)計思想[9]。
2.1 系統(tǒng)功能需求
如圖1所示,面向生產(chǎn)平衡的斷路器裝配工藝設(shè)計系統(tǒng)(DFPBS)是能夠?qū)崿F(xiàn)在充分考慮斷路器生產(chǎn)企業(yè)裝配生產(chǎn)線生產(chǎn)平衡的裝配工藝設(shè)計系統(tǒng),是面向生產(chǎn)平衡裝配工藝設(shè)計思想在斷路器制造領(lǐng)域的實現(xiàn)。其基本功能需求包括:1)面向制造企業(yè)生產(chǎn)線的實際情況以及產(chǎn)品裝配的結(jié)構(gòu)特性,確定裝配生產(chǎn)工藝路線;2)根據(jù)裝配工藝的實際情況構(gòu)建PBOM;3)能夠?qū)ρb配工藝路線進(jìn)行仿真和評價,以滿足產(chǎn)品裝配需求和符合生產(chǎn)線實際情況;4)支持三維模型輸入,支持多種格式的設(shè)計結(jié)果文件輸出;5)支持上游與PDM系統(tǒng)集成,下游與PDM、MES系統(tǒng)集成。
2.2 系統(tǒng)總體規(guī)劃
通過從PDM系統(tǒng)中導(dǎo)入的三維斷路器設(shè)計模型作為系統(tǒng)輸入,對模型進(jìn)行輕量化處理后對模型進(jìn)行拆分,同時交互式地構(gòu)建斷路器生產(chǎn)PBOM。根據(jù)對模型的拆分結(jié)果規(guī)劃裝配步驟及順序,定義每一步裝配活動和檢測活動,編排形成裝配工序,完成初步的斷路器裝配工序設(shè)計[10]。在根據(jù)初步形成的裝配工藝設(shè)計路線結(jié)果,系統(tǒng)交互式地進(jìn)行三維裝配仿真、干涉檢查以及裝配精度檢查,以保證裝配工藝路線的正確。當(dāng)裝配工藝路線存在無法裝配或發(fā)生干涉、不滿足精度要求等設(shè)計問題時系統(tǒng)反饋存在的問題時返回上一步,重新規(guī)劃裝配路線和進(jìn)行工藝路線編排。完成裝配仿真檢查后,系統(tǒng)根據(jù)生產(chǎn)線實際情況以及工序之間的前后約束關(guān)系,自動分配裝配任務(wù),生成初步的擬裝配工藝設(shè)計方案。系統(tǒng)結(jié)合生成線實際情況自動地對裝配工藝設(shè)計方案進(jìn)行生產(chǎn)平衡仿真分析。根據(jù)仿真結(jié)果是否符合預(yù)期條件判斷裝配工藝路線是進(jìn)行發(fā)布還是進(jìn)行重新編排,直到多次迭代后得到符合生產(chǎn)平和的裝配工藝設(shè)計方案。最后,系統(tǒng)根據(jù)用戶實際需求,按照指定的文件格式發(fā)布裝配工藝設(shè)計結(jié)果。系統(tǒng)架構(gòu)如圖2所示。
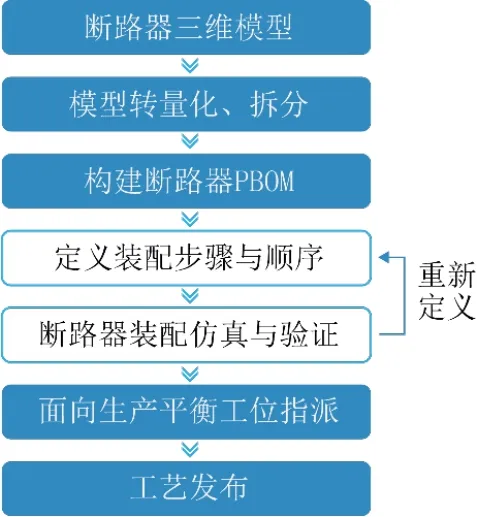
圖1 系統(tǒng)設(shè)計流程
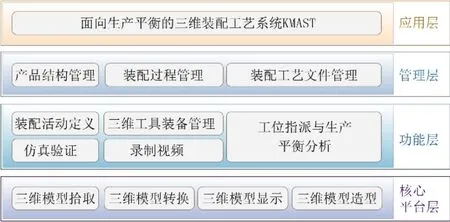
圖2 系統(tǒng)架構(gòu)
2.3 系統(tǒng)主要模塊
1)裝配模型管理模塊。主要功能是導(dǎo)入三維裝配模型,對模型進(jìn)行調(diào)整并根據(jù)模型構(gòu)建PBOM。支持對裝配模型的輕量化處理,支持顯示模型裝配結(jié)構(gòu)樹。
2)裝配活動定義模塊。主要功能是定義最基本的裝配或檢測工步,為每一工步指定物料及工具,并確定所有裝配和檢測工步的前后順序關(guān)系。
3)裝配檢查仿真模塊。主要功能是對裝配活動是否存干涉,裝配精度是否滿足設(shè)計要求[12]以及對整個裝配過程進(jìn)行仿真。支持對仿真過程進(jìn)行錄像。
4)工步指派與生產(chǎn)平衡分析模塊。主要功能是根據(jù)裝配工藝需要確定工位,并在滿足裝配工步先后順序的約束條件下面向生產(chǎn)線平衡自動確定每個裝配工步對應(yīng)的工位。
5)裝配工藝文件發(fā)布模塊。主要功能是裝配工藝設(shè)計結(jié)果的輸出和管理。支持以文本、三維模型、仿真錄像等形式輸出發(fā)布裝配工藝設(shè)計結(jié)果,支持多種方式瀏覽工藝文件。
6)工具設(shè)備管理模塊。主要功能是對裝配及檢測工具庫進(jìn)行管理。支持在裝配過程中引入裝配工具和檢測工具,支持對工具的定位和仿真錄制中顯示,支持建立工具庫并對工具庫進(jìn)行管理和維護(hù)。

圖3 系統(tǒng)功能模塊
2.4 關(guān)鍵技術(shù)
要實現(xiàn)面向生產(chǎn)平衡的裝配工藝設(shè)計系統(tǒng),主要的技術(shù)難點是裝配模型的干涉檢查,裝配過程的仿真和面向生產(chǎn)平和工藝路線設(shè)計[11]。模型的干涉檢查可以根據(jù)模型的最小包圍盒分層式分解遞歸的方法對分別對模型的靜態(tài)干涉、動態(tài)干涉、運(yùn)動干涉進(jìn)行檢查[12]。裝配過程仿真的實現(xiàn)可以根據(jù)“可拆卸即可裝”的理論[13],通過人機(jī)交互的形式,將對于裝配體的裝配工藝路線的仿真就可以轉(zhuǎn)換為通過對工具位置和裝配零件空間位置的連續(xù)操作使裝配零件分離的過程。再通過對這一過程的反向演示,實現(xiàn)對裝配工藝路線的仿真。而面向生產(chǎn)平衡的工藝設(shè)計的核心要點是工序工位的安排。在滿足工序前后關(guān)系約束的條件下,自動產(chǎn)生最適合當(dāng)前生產(chǎn)線平衡狀況的工序工位分配。
工位的分配是指是基于已確定的所有裝配工步和裝配的先后順序,根據(jù)一定條件將若干裝配工步集中在裝配線同一地點進(jìn)行,是裝配工序的形成過程,是裝配工藝設(shè)計的重要部分[14]。在生產(chǎn)活動中,讓裝配生產(chǎn)流水線上每個工位的負(fù)荷均衡是保持生產(chǎn)平衡的基本思想。當(dāng)斷路器初步裝配路線擬定后和仿真后,裝配工步、每道裝配工步對于的工時以及工步之間的先后順序關(guān)系都已得到定義。本文提出一種基于生產(chǎn)平衡的工位分配方法[15],以滿足工序之間的前后關(guān)系條件下分配每道工序到工位上,使得每個工位的工作時間盡可能地均衡。
對于斷路器企業(yè)的裝配生產(chǎn)線而言,其工位往往是確定的。假設(shè)某種型號的斷路器共有S個工步,每個工步對應(yīng)的工時為Ti,其中0<i<S。當(dāng)前生產(chǎn)線上共有M個工位,工位j的工作時間為WTj,其中0<j<M。
根據(jù)生產(chǎn)平衡原理,希望找到最合適的工位排列分布,在滿足約束條件的情況下,使得:

取到最小值。
斷路器的裝配過程中,有一些裝配工步必須是在前面特定的若干裝配工步完成后才能進(jìn)行。這樣的裝配工步就是有前后關(guān)系約束的工步。這種能夠前后關(guān)系可以用工步的前置關(guān)系集來表示。假設(shè)某道工步Si必須在Si-3,Si-2,Si-1三道工步完成之后進(jìn)行,則工步Si的前置關(guān)系集為:

對于沒有前置工步的工步,Befo(Si)=Φ。在進(jìn)行裝配工步分配的時候必須保證有前后約束關(guān)系的工步的前后順序不變,即只有當(dāng)某道工步的前置工步全部都分配到之前或當(dāng)前的工位之后才能對該工步進(jìn)行分配。
根據(jù)以上分析,對于有i個裝配工步j(luò)個生產(chǎn)線工位的工步分配問題,可以建立如下數(shù)學(xué)模型:
1)建立每個工步的前序工步集Befo(Ai);
2)建立i×j階矩陣A,其中i為工步數(shù),j為工位數(shù)。Ai表示工步Si,Aj表示工位Mj。元素Aij=1時表示工步Si被分配到工位Mj上,元素Aij=0時表示工步Si沒有被分配到工位Mj上。由于斷路器裝配過程中的每個工步在整個裝配過程中只會出現(xiàn)一次,所以不難推斷出:
3)建立i維工時向量TT=(t1,t2,…,ti),其中每個元素ti表示工步Si所對應(yīng)的工時。不難推斷出向量AT的每個元素即為每個工位上的工作總時長;
4)混合整數(shù)優(yōu)化問題描述如下:
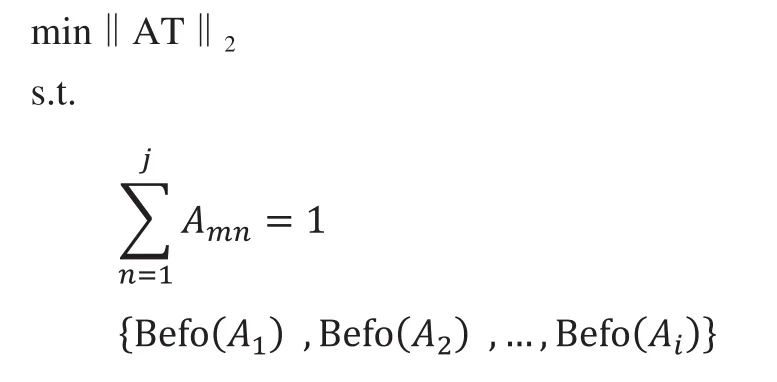
其中矩陣元素Aij為0或1。
本文通過集成交互式的線性和通用優(yōu)化求解器Lingo對數(shù)學(xué)模型進(jìn)行求解,得到滿足約束條件的矩陣A,對A中元素進(jìn)行解析,從而得到滿足生產(chǎn)線平衡的工步最優(yōu)分配。
某裝配工序共50道裝配工步,10個裝配工位,已知每道裝配工位前后約束關(guān)系,則在Lingo建立模型,數(shù)據(jù)部分如圖4所示。
通過Lingo計算部分結(jié)果如圖5所示。
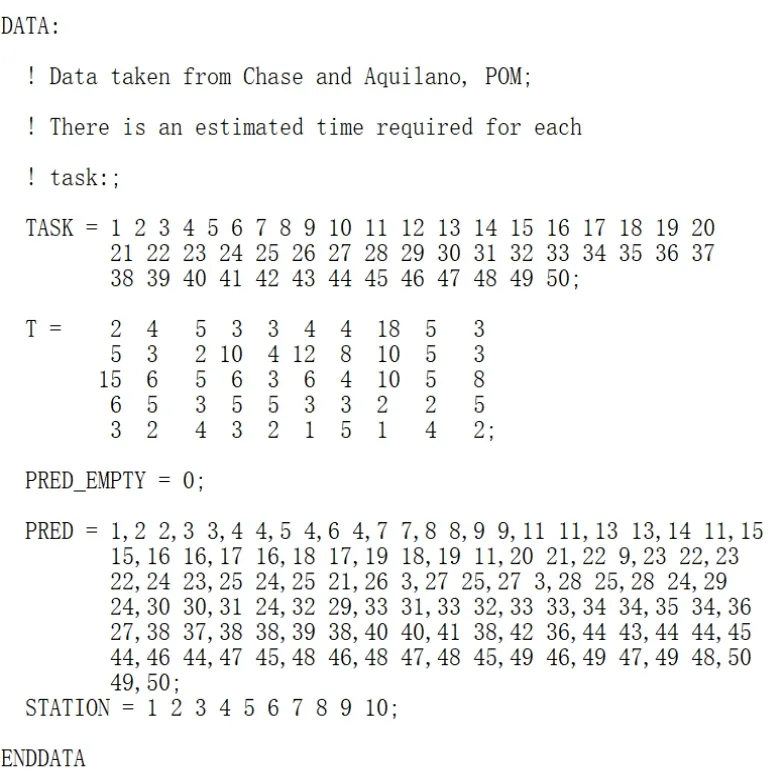
圖4 某裝配工位確定模型數(shù)據(jù)部分
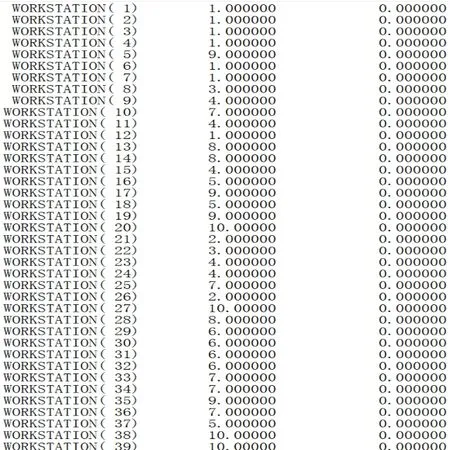
圖5 計算結(jié)果(截圖片段)
3 系統(tǒng)實現(xiàn)
基于以上原理,本文實現(xiàn)了面向生產(chǎn)平衡的三維裝配工藝設(shè)計系統(tǒng)KM3DAST。系統(tǒng)主要功能包括導(dǎo)入三維裝配設(shè)計模型并進(jìn)行輕量化;交互地方式定義裝配工步,裝配順序,擬定PBOM,初步生成裝配工藝路線;對裝配路線進(jìn)行仿真,檢查裝配干涉和裝配尺寸精度;面向生產(chǎn)平衡的工步工位分派;多種形式的裝配設(shè)計工藝文件發(fā)布。
系統(tǒng)操作界面如圖6所示,分為菜單欄、工作區(qū)、屬性面板和三維模型視圖區(qū)。菜單欄主要包括對文件管理與發(fā)布、裝配工藝設(shè)計、標(biāo)注說明添加、仿真驗證等功能菜單與工具。工作區(qū)主要用于定義、管理和操作裝配模型結(jié)構(gòu)、裝配工藝過程和裝配工具資源。三維模型視圖區(qū)用于顯示裝配模型及裝配過程。
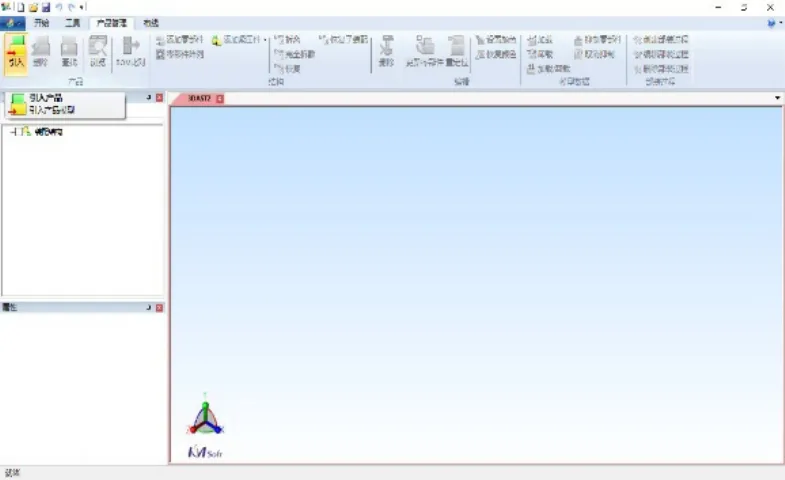
圖6 KM3DAST界面
工作區(qū)的裝配結(jié)構(gòu)頁面中的“裝配結(jié)構(gòu)”根節(jié)點上右鍵菜單可引入三維裝配模型。模型引入后裝配結(jié)構(gòu)頁面生成產(chǎn)品的裝配結(jié)構(gòu)樹,可利用結(jié)構(gòu)樹對模型進(jìn)行調(diào)整與增刪。如圖7所示,在工藝過程右鍵菜單中可以通過添加裝配步驟來定義新的裝配活動。也可以在一個步驟上添加子裝配步驟。
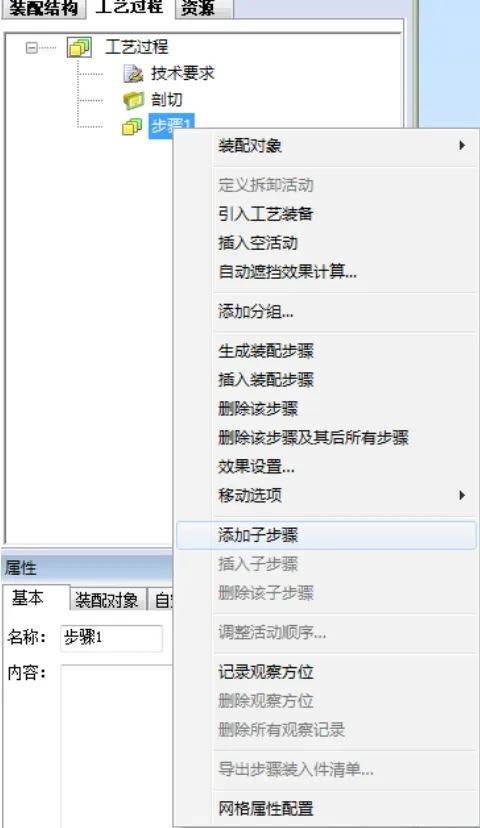
圖7 定義裝配步驟
裝配過程定義的一般流程是:生成裝配步驟→添加裝配對象→定義安裝/拆卸活動。在定義安裝/拆卸活動活動時可以引入工具裝備,插入技術(shù)圖解集。每一步裝配活動都能通過模型進(jìn)行仿真并在視圖區(qū)展示裝配過程。定義裝配活動的過程的同時也是進(jìn)行裝配過程仿真的過程。對于已經(jīng)定義建立的裝配步驟,可以通過在工藝過程一欄中右鍵菜單進(jìn)行編排管理,形成初步生成裝配工藝路線。同時,系統(tǒng)將記錄對應(yīng)的每一步裝配仿真的過程。
完成初步裝配工藝路線編排之后,系統(tǒng)可以通過仿真播放功能進(jìn)行裝配和拆卸的仿真播放。仿真播放過程中,還可以錄像,錄像生成錄像片段后,通過播放工具進(jìn)行播放。

圖8 錄制/播放裝配視頻
在裝配或拆卸過程中,用戶可以在配置中指定需要進(jìn)行干涉檢查的對象,以及指定需要和干涉檢查對象進(jìn)行干涉檢查運(yùn)算的零部件,實現(xiàn)檢查被裝配的零部件和其他零部件之間是否有干涉,并出具干涉檢查報告。
如圖所示,點擊工具菜單欄上的<裝配尺寸鏈計算>按鈕,交互地填寫尺寸鏈中的組成環(huán)尺寸,包括增環(huán)尺寸、減環(huán)尺寸,點擊<計算>按鈕,系統(tǒng)按用戶選定的封閉環(huán)表達(dá)方式,在封閉環(huán)編輯框中顯示計算的結(jié)果。
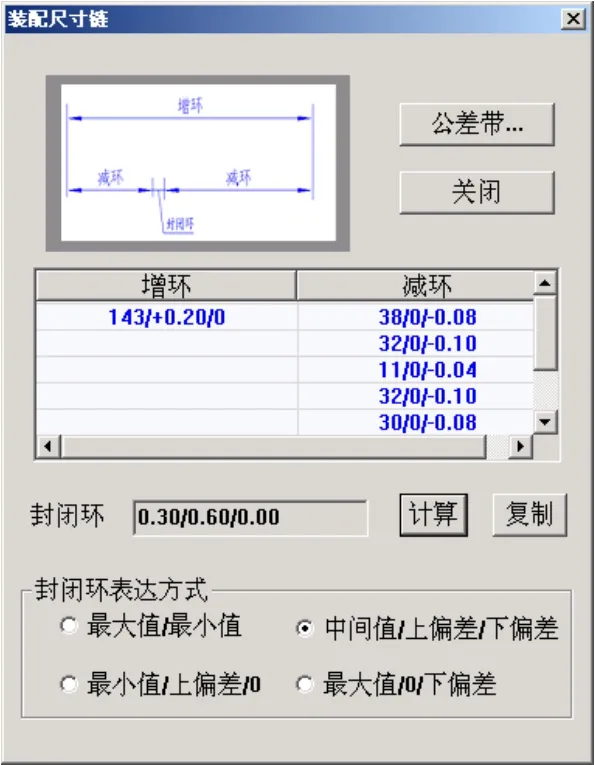
圖9 尺寸鏈解算對話框
點擊工具菜單欄上的<裝配線工位自動指派>按鈕,可以實現(xiàn)面向生產(chǎn)平衡的工步工位分配。系統(tǒng)需要用戶指定工位數(shù)量,并默認(rèn)工位之間存在先后順序。點擊<指派>按鈕,系統(tǒng)根據(jù)初步生成裝配工藝路線自動指派每一步裝配活動的工位,使整個裝配過程滿足生產(chǎn)平衡要求。系統(tǒng)將生成工位指派結(jié)果并計算最小生產(chǎn)節(jié)拍。
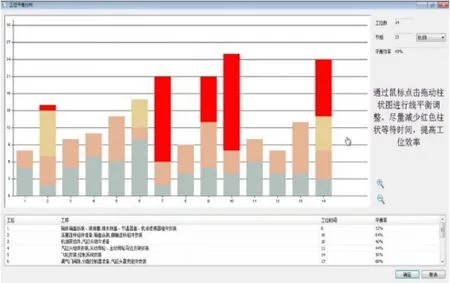
圖10 生產(chǎn)平衡分析
系統(tǒng)支持Excel、AVI、pdf等多種文件格式的結(jié)果發(fā)布。裝配工藝文件主要以Excel格式發(fā)布,用戶可以通過編輯文件模板來指定工藝文件發(fā)布樣式。裝配仿真過程錄制的裝配視頻可以生成AVI格式文件輸出,用于指導(dǎo)裝配生產(chǎn)。裝配過程文件可以按裝配活動保存為一頁P(yáng)DF,輸出成裝配文檔。
4 實例驗證
以斷路器某一型號產(chǎn)品為實例,利用KM3DAST系統(tǒng)演示完成面向生產(chǎn)平衡的裝配工藝設(shè)計,并具體分析利用生產(chǎn)線平衡分析前后的工藝的差別。
1)導(dǎo)入裝配模型,并由EBOM創(chuàng)建PBOM。后續(xù)裝配設(shè)計根據(jù)PBOM展開。

圖11 導(dǎo)入模型
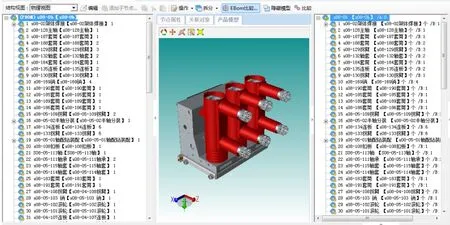
圖12 創(chuàng)建PBOM
2)定義裝配活動,編排初步裝配工藝路線。
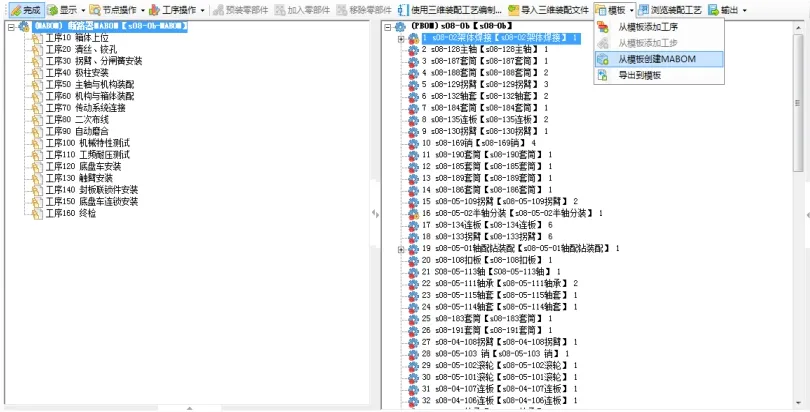
圖13 編排裝配工藝路線
3)進(jìn)行裝配仿真,檢查裝配過程干涉。
4)面向生產(chǎn)平衡工位指派。
5)斷路器裝配工藝文件。
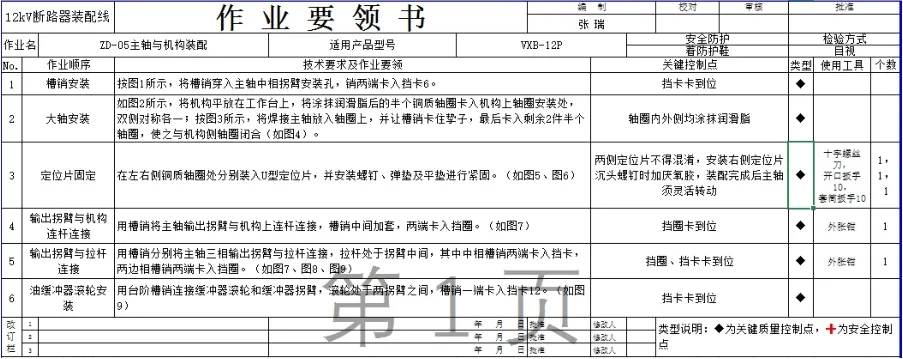
圖14 輸出裝配工藝文件
利用生產(chǎn)線平衡分析前的工藝如表1所示。
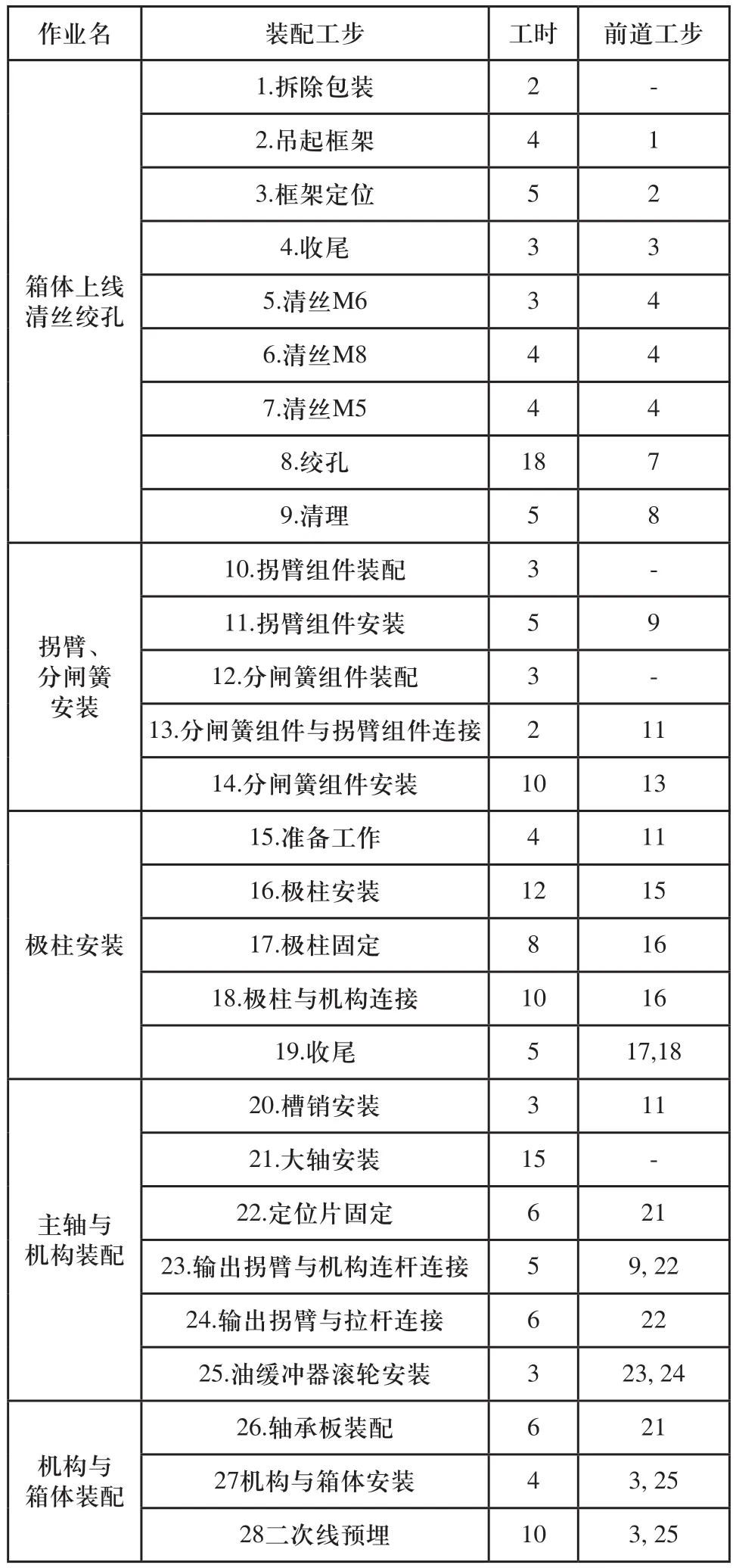
表1 某斷路器裝配工藝

續(xù)(表1)
傳統(tǒng)裝配工藝設(shè)計模式下,不考慮生產(chǎn)平衡因素進(jìn)行的裝配工藝路線設(shè)計,經(jīng)過生產(chǎn)線平衡分析以后可以得到生產(chǎn)線平衡信息,轉(zhuǎn)為圖表顯示如圖15所示。
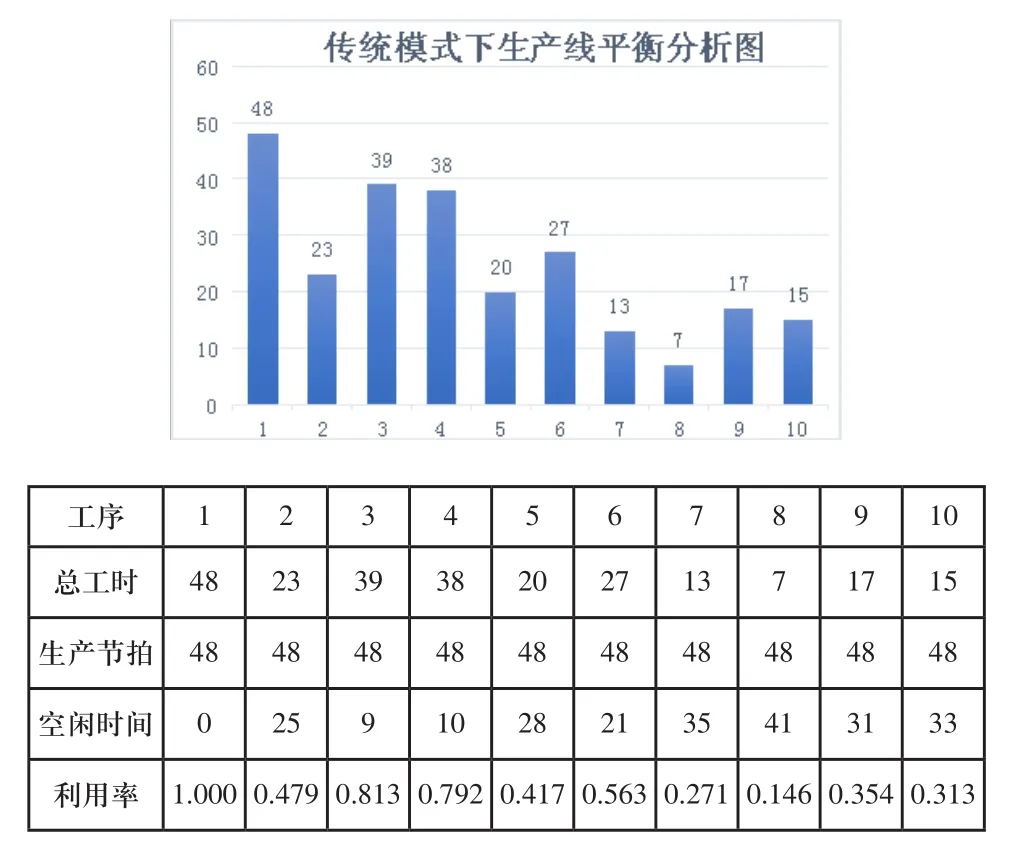
圖15 未利用生產(chǎn)線平衡分析前工藝
由圖中可以看到生產(chǎn)節(jié)拍為48min,生產(chǎn)線的平衡率為:
平衡率=247/48×10=51.46%。此時的工藝的平衡率較低,工序1上為瓶頸工序,工序8、工序5與工序2的利用率較低空閑時間較長,在工序規(guī)劃方面有優(yōu)化的空間。利用本系統(tǒng)進(jìn)行裝配工藝設(shè)計之后的生產(chǎn)線平衡分析圖如圖16所示。
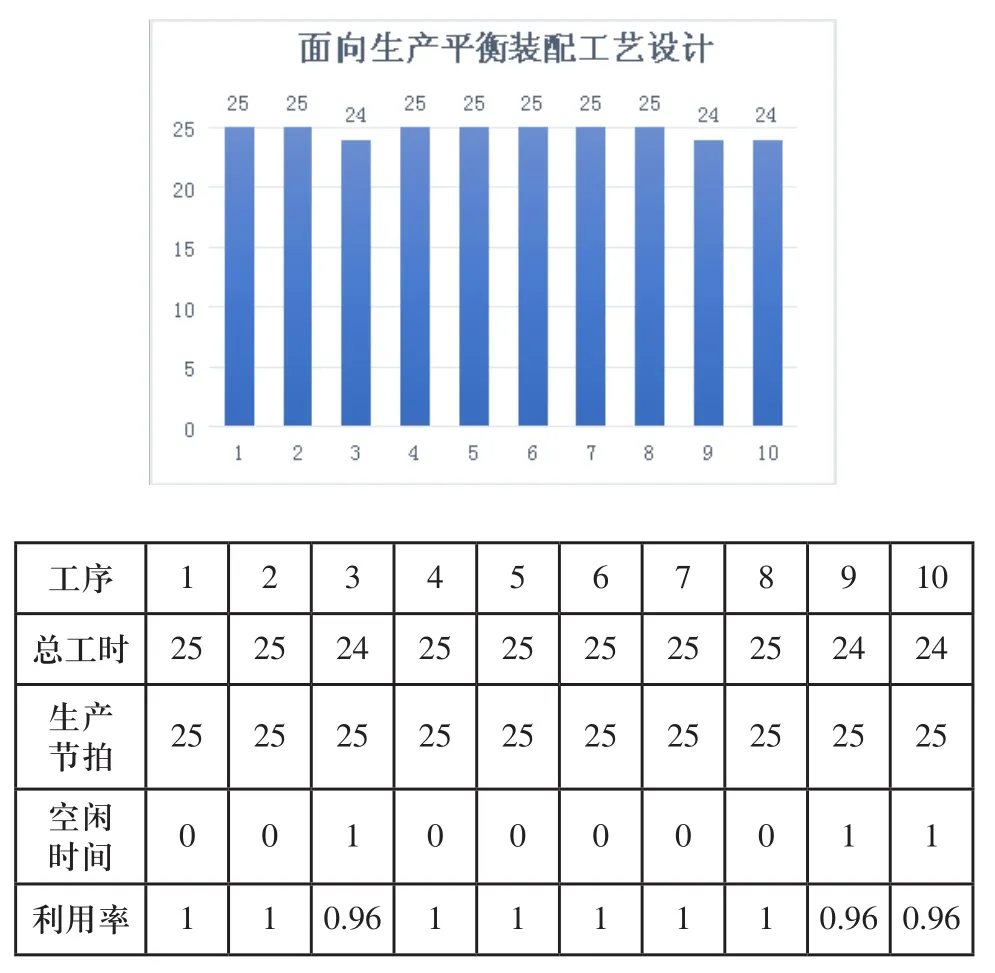
圖16 利用生產(chǎn)線平衡分析后工藝
由圖中可以看到生產(chǎn)節(jié)拍下降為25min,此時生產(chǎn)線的平衡率為:
平衡率=247/25×10=98.88%,生產(chǎn)效率得到顯著提高。
5 結(jié)束語
本文根據(jù)并行工程的思想,并針對斷路器產(chǎn)品生產(chǎn)的實際問題,提出了面向生產(chǎn)線平衡的裝配工藝設(shè)計。面向生產(chǎn)線平衡的裝配工藝設(shè)計是在裝配工藝設(shè)計階段就充分考慮裝配生產(chǎn)線的平衡狀況,以實現(xiàn)產(chǎn)品的裝配工藝滿足實際裝配生產(chǎn)線平衡的需要,從而加快生產(chǎn)節(jié)拍,提高生產(chǎn)效率。
基于面向生產(chǎn)線平衡的裝配工藝設(shè)計的想法,本文實現(xiàn)了一種面向生產(chǎn)平衡的斷路器產(chǎn)品三維裝配工藝設(shè)計系統(tǒng),并通過某種斷路器產(chǎn)品實例進(jìn)行了驗證。目前該系統(tǒng)已經(jīng)在實際的斷路器生產(chǎn)項目中運(yùn)用。隨著更多的項目的開展,可以積累更多的數(shù)據(jù)和經(jīng)驗,逐漸對本文提出的方法和系統(tǒng)進(jìn)行修正和改進(jìn),以推廣到其他制造領(lǐng)域。
參考文獻(xiàn):
[1]熊光楞,張和明,李伯虎.并行工程在我國的研究和應(yīng)用[J].計算機(jī)集成制造系統(tǒng),2000,6(2):l-6.
[2]Henty W.Stoll. Design for Manufacture[J].Manufacture Engineering. 1988(1):66-73.
[3]Jiang H, Xiong G L, Zeng Q L.Study on method and technology of DFA[J].Computer Integrated Manufacturing System, 1999,(4):56-60.
[4]高崎,吳昭同,保質(zhì)設(shè)計(DFQ)一種新的設(shè)計思想[J].工程設(shè)計,1997(2):45-48.
[5]陳曉川.并行工程中面向成本設(shè)計的理論與方法研究[D].大連:大連理工大學(xué), 2000.10-15.
[6]A. S. M. Hoque, P. K. Halder, M. S. Parvez, T. Szecsi. Integrated manufacturing feature and Design-for-manufacture guidelines for reducing product cost under CAD/CAM environment[J].Computer & Industrial Engineering, 2013(66):988-1003.
[7]G. Molcho, Y.Zipori, R. Schneor, O. Rosen, D. Goldstein, M.Shpitalni.Computer aided manufacturability analysis: Closing the knowledge gap between the designer and the manufacturer[J].CIRP Annals-Manufacturing Technology,2008(57):153-158.
[8]S.A. Shukor, D.A. Axinte.Manufacturability analysis system:issues and future trends[J].International Journal of Production Research.2009,47(5):1369-1390.
[9]胡俊逸,邱衛(wèi)兵,包強(qiáng)江.基于生產(chǎn)線平衡原理的加工工藝規(guī)劃軟件設(shè)計[J].機(jī)械管理開發(fā),2016(10):3-4.
[10]魏巍.虛擬裝配關(guān)鍵技術(shù)及其仿真應(yīng)用的研究[D].大連海事大學(xué),2013.
[11]陳麗麗.基于虛擬現(xiàn)實的公差產(chǎn)品裝配工藝規(guī)劃研究[D].哈爾濱工業(yè)大學(xué),2010.
[12]姜宇峰.三維裝配工藝設(shè)計系統(tǒng)關(guān)鍵技術(shù)研究[M].武漢:華中科技大學(xué),2007.5-25.
[13]牛新文,丁漢,熊有倫.計算機(jī)輔助裝配順序規(guī)劃研究綜述[J].中國機(jī)械工程,2001,12(12):1440-1443.
[14]陳呈頻,韓貴蓉,蘭秀菊.基于啟發(fā)式算法的生產(chǎn)線平衡分析與應(yīng)用[A].中國管理科學(xué)與工程論壇[C].2008.
[15]吳彬.空心軸生產(chǎn)線平衡分析與改進(jìn)設(shè)計[D].上海交通大學(xué),2013.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
