受油器位置調(diào)整方法及其專用工具設(shè)計(jì)
2018-05-25 07:04:42鄧艷軍何玉卿
水電站機(jī)電技術(shù) 2018年5期
鄧艷軍,何玉卿
(湖南五凌電力工程有限公司,湖南 長(zhǎng)沙410004)
0 概述
近尾洲水電廠機(jī)組為奧地利ELIN公司生產(chǎn)的燈泡貫流式機(jī)組,發(fā)電機(jī)型號(hào):SV 628/80-155,水輪機(jī)型號(hào):VAMCE KR4/63。機(jī)組的受油器安裝在發(fā)電機(jī)燈泡頭工作平臺(tái)上,是與機(jī)組旋轉(zhuǎn)部分接觸的最上游側(cè)部件。近尾洲水電廠于2015年12月發(fā)現(xiàn)2號(hào)機(jī)組燈泡頭異響,初步判斷為受油器與外操作油管相對(duì)位置數(shù)據(jù)超標(biāo)以及外操作油管擺度超標(biāo)。經(jīng)2016年3月份解體受油器,測(cè)量相關(guān)數(shù)據(jù),發(fā)現(xiàn)受油器與外操作油管相對(duì)位置數(shù)據(jù)及外操作油管擺度均不符合要求,反復(fù)調(diào)整受油器的位置后,終將相關(guān)修前超標(biāo)數(shù)據(jù)調(diào)整至標(biāo)準(zhǔn)以內(nèi),燈泡頭異響缺陷得以消除。
1 受油器與外操作油管相對(duì)位置修前、修后數(shù)據(jù)對(duì)比
受油器操作油管布置圖如圖1,受油器與外操作油管相對(duì)位置修前、修后數(shù)據(jù)對(duì)比見(jiàn)表1。

圖1 受油器操作油管布置圖

表1 受油器與外操作油管相對(duì)位置數(shù)據(jù)測(cè)量
2 此次受油器位置調(diào)整用到的工藝方法、碰到的困難
2.1 受油器底座加(減)墊(調(diào)整徑向B1-B5)
2.1.1 計(jì)算底座加(減)墊的數(shù)值
受油器就位后,再次測(cè)量表1的各項(xiàng)數(shù)據(jù),并根據(jù)測(cè)得的徑向B1、B5的數(shù)據(jù),確定底座需加(減)墊的厚度為(B1-B5)/2,其中B1-B5數(shù)值為正則減墊,數(shù)值為負(fù)則加墊。墊片一般采用整張絕緣墊、鐵皮墊,也可采用整張銅墊片,但不能影響受油器對(duì)地絕緣,單邊墊片數(shù)量不宜超過(guò)3塊。
2.1.2此次檢修中底座加(減)墊的方法
確定好底座加(減)墊片的厚度后,將廠房電動(dòng)葫蘆吊鉤降至燈泡頭,在吊鉤上掛1個(gè)2 t×3 m手拉葫蘆,使用兩根吊帶綁住受油器,吊帶掛在手拉葫蘆上,拉葫蘆微微提升受油器本體,將準(zhǔn)備好的墊片放至底座下方,再落下手拉葫蘆使受油器不受力。
2.1.3 該方法帶來(lái)的困難
該方法必須另配備一名起重操作人員,且掛吊點(diǎn)、拉葫蘆均需要一定人手與時(shí)間,造成人力的消耗。受油器就位后,外操作油管已與受油器浮動(dòng)瓦接觸,如若拉葫蘆或操作起重設(shè)備過(guò)程中沒(méi)把握好度,則極有可能導(dǎo)致受油器浮動(dòng)瓦的損壞或外操作油管的彎曲,存在較高的風(fēng)險(xiǎn)。
2.2 受油器與外操作油管張口調(diào)節(jié)(調(diào)整軸向A3-A7)
2.2.1 受油器與外操作油管張口的調(diào)節(jié)方法
底座加(減)墊片完成后,受油器不受力的狀態(tài)下,測(cè)量A3、A7的數(shù)據(jù),根據(jù)A3-A7數(shù)值確定受油器擺動(dòng)的方向,如數(shù)值為正,說(shuō)明A3處張口要大些,則應(yīng)敲擊A7方向的銅錘敲擊點(diǎn)1(位于受油器的上游側(cè)),使A3張口變小。如數(shù)值為負(fù),則相反。敲擊一次需測(cè)量一次數(shù)據(jù)。如圖2:
2.2.2 該方法帶來(lái)的困難
該方法需使用到銅錘敲擊受油器底座,其力度并不容易掌握,受制于人對(duì)現(xiàn)場(chǎng)實(shí)際的把握,一般需多次地重復(fù)敲擊、測(cè)量,浪費(fèi)大量的時(shí)間。而且在力度不易掌握的情況下,有可能導(dǎo)致前面已調(diào)節(jié)好的一些參數(shù)毀壞而前功盡棄。
2.3 受油器底座左右移動(dòng)(調(diào)整徑向B3-B7)
2.3.1 受油器底座移動(dòng)方向與距離的確定
上述步驟完成后,測(cè)量表1中B3、B7的數(shù)據(jù),計(jì)算得出徑向B3-B7的數(shù)據(jù),確定底座需移動(dòng)的距離為(B3-B7)/2,其中B3-B7數(shù)值為正則向B7方向移動(dòng)(-X方向),數(shù)值為負(fù)則向B3方向移動(dòng)(+X方向)。
2.3.2 受油器底座移動(dòng)的方法
在機(jī)組齒盤測(cè)速上架設(shè)一塊百分表,表頭指在B3處,根據(jù)數(shù)據(jù)測(cè)量分析結(jié)果,使用銅錘敲擊受油器底座中間,使其向需調(diào)整的方向位移,同時(shí)觀察百分表的讀數(shù),當(dāng)百分表讀數(shù)變化了(B3-B7)/2時(shí),底座左右初步調(diào)整到位。
2.3.3 該方法帶來(lái)的困難
該方法是使用銅錘敲擊受油器底座而使其移動(dòng),其力度不好控制,容易使受油器移動(dòng)過(guò)多或過(guò)少,有時(shí)需多次調(diào)整,比較浪費(fèi)時(shí)間;而且使用該方法調(diào)整后,不能及時(shí)固定受油器的位置,有可能在底座螺栓擰緊過(guò)程中使受油器產(chǎn)生位移,從而導(dǎo)致調(diào)整失敗。
2.4 受油器與外操作油管相對(duì)位置調(diào)整
經(jīng)過(guò)上述參數(shù)初步調(diào)整完成后,接下來(lái)應(yīng)在受油器上B3、B7、A1三個(gè)位置架設(shè)3塊百分表,以監(jiān)測(cè)受油器底座螺栓擰緊過(guò)程中對(duì)軸向A、徑向B數(shù)據(jù)的影響,如圖3:百分表架設(shè)、調(diào)零后,開(kāi)始對(duì)稱均勻擰緊受油器的底座螺栓(擰緊過(guò)程中注意觀察百分表讀數(shù)變化及變化趨勢(shì)),待底座螺栓都擰緊且3塊百分表讀數(shù)依然歸零后,測(cè)量相關(guān)調(diào)整后軸向A、徑向B的數(shù)據(jù),分析是否符合標(biāo)準(zhǔn)。如調(diào)整完成后,底座定位銷釘不能進(jìn)入銷釘孔,則可采用打磨銷釘或擴(kuò)銷釘孔的方式進(jìn)行定位銷釘?shù)幕匮b。注意:螺栓擰緊前必須先搖測(cè)受油器對(duì)地絕緣,符合絕緣要求后再實(shí)施回裝。
2.5 使用該方法調(diào)整總結(jié)
該方法能夠在反復(fù)的調(diào)整后將受油器與外操作油管的相對(duì)位置的相關(guān)數(shù)據(jù)調(diào)整至標(biāo)準(zhǔn)以內(nèi)。但在實(shí)際施工過(guò)程中會(huì)遇到以下幾個(gè)難點(diǎn):1)使用銅錘調(diào)整受油器相關(guān)位置不容易一次到位,即使位置初調(diào)完成,并不能對(duì)該位置進(jìn)行定位,容易導(dǎo)致螺栓擰緊過(guò)程中各項(xiàng)數(shù)據(jù)的變化,可能并不能一次調(diào)整到位,需多次進(jìn)行調(diào)整;2)受油器需要依靠起重設(shè)備才能起升,在多次的調(diào)整過(guò)程中比較浪費(fèi)人力、物力;3)該方法使用到銅錘、起重設(shè)備等,可能會(huì)導(dǎo)致設(shè)備的損壞,有一定的設(shè)備損壞風(fēng)險(xiǎn)。
2.6 修后總結(jié)、思索創(chuàng)新
為方便下次受油器調(diào)整或同類型機(jī)組受油器調(diào)整,針對(duì)上述難點(diǎn),結(jié)合實(shí)際所需,文章將設(shè)計(jì)一套功能齊全、制作與使用簡(jiǎn)單、通用的受油器位置調(diào)整專用工具。
3 受油器與外操作油管相對(duì)位置調(diào)整專用工具設(shè)計(jì)
3.1 專用工具應(yīng)具備的功能
1)能夠使受油器的向上起升不依靠起重工具;
2)能使受油器擺動(dòng)、左右移動(dòng);
3)能在受油器相關(guān)位置初調(diào)完成后固定受油器的位置。
3.2 專用工具設(shè)計(jì)思路
受油器底座示意圖如圖4:

圖4 受油器底座示意圖
根據(jù)受油器底座示意圖,發(fā)現(xiàn)受油器的左右側(cè)的上、下游均有一個(gè)頂絲孔,利用頂絲孔可以達(dá)到使受油器提升的目的。受油器的底座螺栓孔分別在上游側(cè)、中間、下游側(cè)位置各有一個(gè),為消除受油器底座螺栓在擰緊過(guò)程中對(duì)受油器的位置的影響,應(yīng)在該6個(gè)螺栓孔處各設(shè)置一固定物。
3.3 專用工具設(shè)計(jì)圖(見(jiàn)圖5)
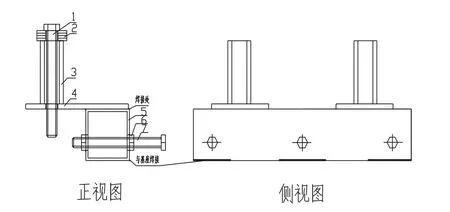
圖5 受油器位置調(diào)整專用工具圖
3.4 受油器位置調(diào)整專用工具工作原理
(1)專用工具中M20六角螺栓、平墊片、方鋼套筒的作用是:螺栓與受油器底座頂絲把合,當(dāng)需要受油器加(減)墊片而微微提升時(shí),需將4個(gè)螺栓均勻地向緊的方向擰,可使受油器微微提升,用于加(減)墊片。
(2)專用工具中M16六角螺栓與螺母的作用是:當(dāng)受油器需要擺動(dòng)或左右移動(dòng)位置時(shí),通過(guò)將螺栓向緊(松)的方向旋轉(zhuǎn),從而使螺栓端部與受油器底座接觸,由于專用工具焊接在基座上,是不動(dòng)的,因此,螺栓的緊(松)會(huì)使受油器產(chǎn)生擺動(dòng)或移動(dòng),從而達(dá)到調(diào)整的要求。
3.5 專用工具使用方法
3.5.1 專用工具的定位與焊接
將制作好的專用工具上的M20螺栓與受油器底座頂絲孔把合,將專用工具位置定好,并采用焊接的方式將左右兩邊的專用工具固定在基座上。
3.5.2 受油器的抬升(墊片處理)
將4個(gè)M20螺栓旋入受油器底座上的四個(gè)頂絲孔內(nèi),再對(duì)稱均勻使螺栓受力,待受油器微微提升后,便可對(duì)受油器的墊片進(jìn)行加(減)處理,處理后的墊片就位后,便可將螺栓均勻松開(kāi),使受油器落在墊片上。
3.5.3 受油器的擺動(dòng)(A3、A7的處理)
數(shù)據(jù)測(cè)量完畢后,可按照?qǐng)D2的方式架設(shè)百分表監(jiān)測(cè)。根據(jù)分析出的受油器需擺動(dòng)的方向,選擇擰緊相應(yīng)的螺栓,從而達(dá)到受油器擺動(dòng)的要求,當(dāng)百分表讀數(shù)至所需位置時(shí),停止旋轉(zhuǎn)相對(duì)應(yīng)螺栓。
3.5.4 受油器的左右移動(dòng)調(diào)整(B3、B7的調(diào)整)
根據(jù)測(cè)量的數(shù)據(jù),按照2.3的方法,判斷受油器左右移動(dòng)的方向及距離,按照?qǐng)D2的方式,在+X方向打表監(jiān)測(cè),擰緊相應(yīng)螺栓(如受油器需整體向右移動(dòng),則可擰緊右邊專用工具的中間螺栓),直至百分表讀數(shù)達(dá)到所需的數(shù)值。
3.5.5受油器與外操作油管相對(duì)位置調(diào)整
按照上述步驟調(diào)整完畢后,便可將6個(gè)M16螺栓全部均勻抵住受油器底座,以防止受油器在螺栓緊固過(guò)程中發(fā)生移動(dòng)或擺動(dòng)。再次測(cè)量A、B的各項(xiàng)數(shù)據(jù),數(shù)據(jù)合格后按照?qǐng)D2的方式架設(shè)3塊百分表監(jiān)測(cè),對(duì)稱均勻擰緊受油器底座的緊固螺栓。螺栓緊固完成后,撤除百分表,測(cè)量A、B的各項(xiàng)數(shù)值,數(shù)據(jù)合格,則調(diào)整完成。(如底座定位銷釘不能進(jìn)入銷釘孔,則可采用打磨銷釘或擴(kuò)銷釘孔的方式進(jìn)行定位銷釘?shù)幕匮b)。
3.6 該受油器位置調(diào)整專用工具優(yōu)勢(shì)
(1)該專用工具所需的材料簡(jiǎn)單,材料的可替換性強(qiáng);操作簡(jiǎn)單、僅需使用扳手?jǐn)Q緊(松開(kāi))螺栓、制作工藝要求不高,容易制作;可反復(fù)使用,能夠在同一型號(hào)的機(jī)組中多次使用;通用性強(qiáng),可根據(jù)現(xiàn)場(chǎng)實(shí)際進(jìn)行相應(yīng)的修改。
(2)該專用工具在受油器與外操作油管相對(duì)位置調(diào)整過(guò)程中全程力度可控,有效減少了設(shè)備損壞的風(fēng)險(xiǎn),且移動(dòng)數(shù)值可使用百分表輕松監(jiān)測(cè),不需使用者反復(fù)的調(diào)整與測(cè)量,能節(jié)約大量的時(shí)間。
(3)該專用工具功能齊全,具備使受油器提升、擺動(dòng)、移動(dòng)的功能,且配合百分表的使用,能夠輕松監(jiān)測(cè)各調(diào)整的數(shù)值;該專用工具還有固定初調(diào)后的受油器位置的功能,消除了受油器底座螺栓緊固過(guò)程中對(duì)受油器位置的影響。
4 結(jié)語(yǔ)
受油器位置調(diào)整專用工具的設(shè)計(jì)屬于修后總結(jié)、創(chuàng)新,暫未付諸實(shí)踐,但從理論上來(lái)說(shuō),它能夠符合受油器與外操作油管相對(duì)位置調(diào)整過(guò)程中的各項(xiàng)所需,并且能夠優(yōu)化以往的檢修工藝、提高調(diào)整精度,可為調(diào)整過(guò)程節(jié)省大量的時(shí)間與人力。