全纖維曲軸多向模鍛成形CAE分析
2018-05-29 08:08:07任杰任運來牛龍江上海電機學院
鍛造與沖壓 2018年7期
關鍵詞:效應
文/任杰,任運來,牛龍江·上海電機學院
隨著經濟的增長,造船行業也隨之蓬勃發展,內燃機的需求與日俱增。曲軸是內燃機的關鍵組成部分,曲軸質量的好壞對內燃機有著至關重要的影響。為了保證曲軸的性能和可靠性,在生產曲軸時除了使用優質的材料外,曲軸的加工工藝也是非常重要的。
全纖維曲軸多向模鍛成形是多向模鍛技術,通過多向模鍛機的水平運動與垂直方向的彎曲運動結合完成曲軸的成形。在曲軸成形過程中,材料的纖維沒有遭到破壞,使最終成形的曲軸有著良好的綜合機械性能,所以這種方法又被稱為全纖維鍛造。
一般曲軸鍛造加工是由鍛造工程師根據經驗來制定工藝,設計模具,首先對曲軸的單個曲拐成形試制,然后由試制的結果調整工藝,修改模具。再次試制曲軸的單個曲拐,直至曲拐的成形達到設計要求,這種試制模式代價較大。為了改變這種情況,本文運用鍛造有限元模擬軟件對曲軸進行數值模擬仿真,預測鍛造過程的變形力、溫度場、應力應變,縮短了曲軸鍛造的周期和降低了試驗成本。
曲軸多向模鍛工藝
全纖維曲軸多向模鍛是一項全新的曲軸鍛造工藝。多向模鍛是在模鍛液壓機上,利用多分模面的組合模鍛對坯料多個方向成形的模鍛方法,綜合了擠壓和模鍛的優點,解決了傳統鍛壓機局限性和效率低等弱點,有效改善了傳統的R-R法和T-R法在曲軸鍛造過程中不能調節速度參數,不能改變彎曲力和鐓粗力的缺點。
曲軸多向模鍛工藝流程制定
曲軸多向模鍛是當金屬坯料被加熱到再結晶溫度以上,金屬坯料在模鍛型腔內受較大擠壓力,而被迫流動充滿型腔,從而獲得完整鍛件的一種壓力加工方法。綜合曲軸鍛件形狀結構和多向模鍛鍛造工藝,制定全纖維曲軸多向模鍛成形工藝,流程如圖1所示。

圖1 工藝流程圖
曲軸多向模鍛成形原理
曲軸多向模鍛成形如圖2所示,模具放置在多向模鍛液壓壓力機工作臺上,壓力機動梁向下運動,完成模具的合模。上彎曲模在上沖頭的帶動下向下運動,對坯料進行彎曲。與此同時,多向模鍛機的水平沖頭帶動水平鐓粗模左右平動,從而完成坯料的鐓粗。坯料的彎曲和鐓粗兩個成形動作同時進行,這樣就完成了一個曲拐的成形。將坯料已成形的一個曲拐向后移至定位模上卡住且能完成與下一個要成形的曲拐成120°的定位。對下一個曲拐的成形部位進行加熱,合模,進行下一個曲拐的成形加工。

圖2 多向模鍛成形示意圖
多向模鍛成形工裝設計
曲軸彎曲成形時,將模具放置在多向模鍛壓力機工作臺上,壓力機動梁向下運動,完成模具的合模。上彎曲模在上沖頭的帶動下向下運動,對坯料進行彎曲。同時進行的壓力機兩個水平沖頭分別帶動前后壓緊模運動,壓緊模利用斜面,將力傳遞給鑲塊,這樣便將多向模鍛壓力機水平沖頭的運動轉化為鑲塊沿導軌方向的運動,鐓粗模固定在鑲塊上,從而完成坯料的鐓粗。坯料的彎曲和鐓粗兩個成形動作同時進行,這樣就完成了一個曲拐的成形。之后壓力機回程,將成形的一個曲拐向后移至定位模上卡住并完成與下一個要成形的曲拐成120°的定位。然后對下一個曲拐的成形部位進行加熱,合模,進行下一個曲拐的成形加工。
根據曲軸結構及成形過程,結合多向模鍛工藝,設計的工裝結構如圖3所示。
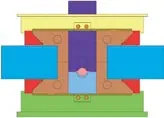
圖3 工裝主視圖
該工裝主要有以下幾個特點:
⑴采用多向模鍛壓力機,該壓力機可以同時提供水平方向的鐓粗力和垂直方向的彎曲力,且水平和垂直方向壓力和速度都可以根據曲拐的成形情況進行調節,而不用改變工裝結構。
⑵當生產不同型號的曲軸時,僅需更換工裝的鐓粗模和彎曲模即可,降低生產成本,且工裝采用了易于定位和安裝的鑲塊組合,方便生產。
⑶在曲拐成形過程中,水平沖頭可以通過工裝模具的斜面傳遞,將力轉化為曲拐的鐓粗力,且能保證鐓粗所要求力的大小,實現壓力機工作壓力的優化分配。
⑷工裝在鐓鍛成形曲軸時,所需坯料無需預鍛,光棒料直接成形,減少工序,提高生產效率。
⑸工裝在鐓鍛成形曲軸時,左、右鑲塊利用導柱定位進行合模和開模;導柱上套有彈簧,開模時利用彈簧的彈力將鑲塊彈開完成開模。
曲軸多向模鍛成形CAE分析
有限元模型的建立
根據多向模鍛工藝要求,設計了曲軸的坯料和相應的模具并導入有限元軟件Forge中做前處理。由于單拐鍛造具有對稱性,取曲軸的1/4建模。圖4所示為曲軸坯料和主要模具在初始階段相對位置圖。圖5所示為曲軸坯料和模具在擠壓階段相對位置圖。

圖4 初始階段相對位置圖

圖5 擠壓階段相對位置圖
計算條件的設定
⑴材料參數的設定。
曲軸的毛坯材料選擇38MnSi4,采用剛粘塑性有限元模型,坯料初始鍛造的溫度為1200℃,模具初始預熱設定溫度為250℃。溫度和應變速率這兩個因素在金屬的塑性成形中對材料的塑性和變形阻力至關重要。曲軸選用的材料質量分數和熱學性能參數分別如表1和表2所示。
⑵其他計算條件。
上彎曲模的總行程為117mm,設定增量量步100步,平均增量位移1.17mm;水平鐓粗的總行程為120mm,設定增量量步100步,平均增量位移1.17mm;模具為剛性體,模具與坯料之間的摩擦采用雙向粘結模型。
數值模擬結果分析
溫度場分析
在熱鍛過程中,溫度是影響曲軸成形的顯著因素,在鍛造的過程中為了使坯料具有良好的可鍛性,并且在鍛造過程中使坯料具有較佳的內部組織性能,必須保證坯料鍛造時在合理的溫度范圍內;坯料在鍛造時其內部溫度的不均勻分布,將會導致鍛件強度不能均勻分布,金屬塑性差。分析溫度場的分布對曲軸的成形影響是非常有用的。
圖6、圖7為曲軸在多向模鍛過程中,曲軸的溫度分布云圖。由溫度云圖可以看出溫度由外而內呈階梯狀變化,曲柄臂處這部分的溫度有所增高,因為此處變形最大,由塑性變形轉化的熱量最多;同時,溫度的分布還與坯料和模具接觸有關,與模具先接觸的區域,與模具接觸時間較長,由于熱量的傳遞,溫度降低較大,由外向里逐漸減小。通過溫度云圖分析得出,曲軸成形時,將模具預熱,可以減少坯料的熱量損失,有利于金屬材料的流動,在鐓鍛成形的后期金屬的流動對成形至關重要,從整個云圖來看,曲軸內溫度分布是基本均勻的,能夠保證曲軸鍛件內部良好的組織性能。

表1 38MnSi4主要元素的化學成分(%)

表2 38MnSi4的熱性能參數
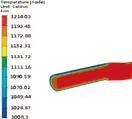
圖6 上彎曲模下移28.8mm時的溫度云圖
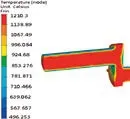
圖7 上彎曲模下移117mm時的溫度云圖
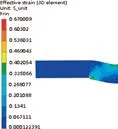
圖8 上彎曲模下移28.8mm時的等效應變云圖

圖9 上彎曲模下移115.2mm時的等效應變云圖
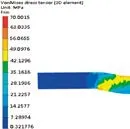
圖10 上彎曲模下移28.8mm時的等效應力云圖
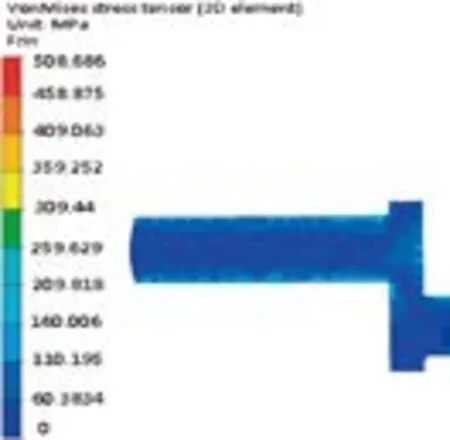
圖11 上彎曲模下移115.2mm時的等效應力云圖
等效應變和等效應力
鍛件的等效應變反映了金屬的變形情況,金屬變形越劇烈則等效應變越大,等效應變越大,可以閉合坯料內部的缺陷,等效應變分布均勻則鍛件內部質量越好。圖8、圖9為等效應變分布云圖。等效塑性應變主要集中在曲柄臂上,表明曲柄臂這部分為曲軸變形的主要區域,由于主軸頸為剛性區,等效應變量幾乎沒有。曲柄臂上等效應變的分布主要集中靠近曲拐頸和主軸頸的副對角線上,副對角線上下區域的等效應變最大,說明坯料在這里的變形非常劇烈,而在曲柄臂其他部分應變場分布比較均勻。
圖10、圖11為等效應力的分布云圖。因為主軸頸左下部和曲軸臂右上部與模具直接接觸,而且變形較劇烈,與模具保持接觸的時間較長,溫度下降比較明顯,等效應力最大值將可能會出現在該區域,由等效應力云圖可以看出等效應力最大值恰好出現在這里,這將可能對模具造成很嚴重的影響。
等效應力的分布與等效應變與溫度的分布三者相關,曲柄臂上較大的塑性應變可以保證曲軸對強度和剛度的較高要求,以承受工作時復雜的載荷。通過對多向模鍛的數值模擬可以發現曲柄臂上應變分布比較均勻,大部分金屬都參與了塑性變形,說明了多向模鍛的成形工藝可以使曲軸獲得非常良好的組織性能。
結論
通過對全纖維曲軸多向模鍛成形過程進行CAE分析,獲得了全纖維曲軸多向模鍛成形過程中的溫度場、等效應力、等效應變的變化規律,可以避免在實際成形過程中可能出現的一些缺陷,為制定曲軸的實際鍛造工藝提供理論依據及技術支持。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
科學大眾(2020年17期)2020-10-27 02:49:10
紅土地(2018年11期)2018-12-19 05:10:56
意林·全彩Color(2018年9期)2018-11-13 22:49:38
中學物理·高中(2016年12期)2017-04-22 11:53:03
中國衛生(2016年4期)2016-11-12 13:24:14
中國衛生(2014年4期)2014-12-06 05:57:14
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
