三維激光掃描技術在盾構管片模具檢測方面的應用
2018-05-30 09:03:32夏漢庸王嘉偉
鐵道勘察 2018年2期
關鍵詞:檢測
夏漢庸 王嘉偉
(1.寧波市軌道交通集團有限公司,浙江寧波 315012;2.中鐵工程設計咨詢集團有限公司,北京 100055)
盾構管片是盾構法隧道的主體,其尺寸精度直接影響盾構隧道的凈空限界,在國家規范《預制混凝土襯砌管片(GB/T22082—2008)》與《盾構法隧道施工與驗收規范(GB 50446—2008)》中,對盾構管片的尺寸有著嚴格的要求。管片模具作為盾構管片生產的載體,其尺寸精度直接決定盾構管片的精度。目前,由于傳統檢測手段的落后,管片模具的尺寸檢測仍為二維檢測,無法準確檢測管片模具的整體變形。本文旨在探討使用三維激光掃描儀對管片模具進行整體變形監測的可行性。
1 工程概況
寧波市軌道交通集團有限公司從3號線一期工程開始成立了盾構中心,盾構管片精細化管理是主要的工作內容之一。為探索新的管片模具檢測手段,專門組織相關人員到國內其他城市進行了管片模具檢測新技術調研。目前,國內盾構管片檢測仍停留在管片模具的二維尺寸[1](包括寬度、弧長、高度、角度)檢測階段,無法檢測管片模具生產過程產生的整體變形。
應用管片模具檢測出變形后,也沒有指導性的修復依據。例如,寬度尺寸超過限差值時,無法判斷是兩塊側模中哪一塊發生變形,只能采用兩邊同時修復,或兩塊側模輪流修復;對于弧長的檢測亦是如此。弧長是通過定制的S樣規進行卡位量取,在長期使用中,樣規極易發生變形。為了能夠對管片模具進行全面性的檢測,寧波軌道交通盾構中心開展了利用三維激光掃描技術對盾構管片模具進行三維檢測的應用研究,設備采用加拿大MetraSCAN品牌的三維激光掃描儀(型號:MetraSCAN 750TM/Elite)。三維激光掃描測量技術利用激光測距原理來獲取目標數據[2],能夠非接觸性地掃描任意形狀的物體,快速將現實世界的信息轉換成可以處理的模型數據。通過大量的應用探索和實驗,初步確定了三維激光掃描儀在盾構管片模具檢測方面的可行性方案。
2 管片模具三維激光掃描測量
2.1 工作原理與技術規格
三維激光掃描儀主要系統:C-Track(跟蹤器)如圖1,MetraSCAN 3D(掃描儀)如圖2,技術參數如表1。

圖1 C-Track

圖2 MetraSCAN
MetraSCAN三維激光掃描儀原理:設備上配有635 nm的紅色線激光發生器,并配有一部閃光燈和兩個工業相機。工作時將激光線照射到物體上,由兩個相機來捕捉這一瞬間的三維掃描數據。由于物體表面的曲率不同,光線照射在物體上會發生反射和折射,然后這些信息會通過配套軟件轉換為3D圖像[3-5]。在掃描儀移動的過程中,光線會不斷變化,而軟件會實時識別這些變化并加以處理。光線投射到掃描對象上的頻率高達28 000 point/s,即使掃描速度很快,同樣可以獲得很好的掃描效果。三維掃描儀工作時使用反光型定位標點(與掃描軟件配合使用),支持攝影測量和自校準技術。攝像頭探測到的定位標點圖案和掃描儀相同,通過空間三角測量,能夠確定掃描儀(在空間中)的位置。
表面采集通過觀察投影到待測物表面上的激光線來完成,隨著激光掃過待測物表面,設備將根據空間三角測量的原理進行自動測量并記錄數據。采集到的待測物表面各部分的空間位置信息以掃描坐標系為基準。掃描坐標系的定義為:坐標原點位于激光束發射處,掃描儀的理論豎直軸(水平時的天頂方向)為Z軸,掃描儀水平轉動軸的零方向為X軸,構成右手坐標系[6]。對于單個采集點,原點到被測點的距離為S,掃描儀測得的水平和豎直角度分別為α和θ,則被測點在掃描坐標系中的坐標計算公式為
(1)
三維激光點坐標示意[7-10]如圖3所示。

圖3 三維激光點坐標示意

型號MetraSCAN750TM/Elite重量1.38kg精度0.03mm體積精度9.1m316.6m30.064mm0.078mm分辨率0.05mm測量速度480000次/s掃描區域275mm×250mm
2.2 三維激光掃描技術的工作流程
整個工作流程分為外業工作、數據處理、成果輸出三部分。三維激光掃描流程如圖4所示。
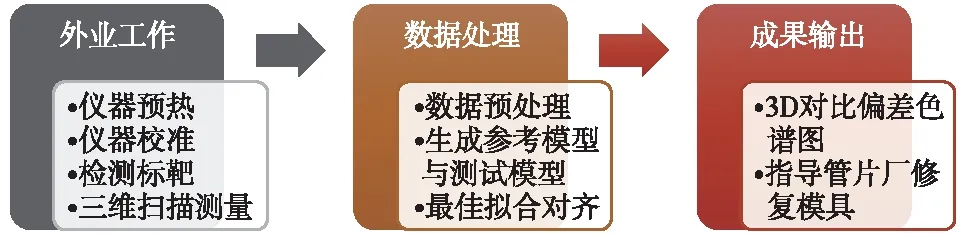
圖4 三維激光掃描技術的工作流程
(1)外業工作
①C-Track校準
共有4種采集順序,覆蓋三個被測量體軸(如圖5):
水平;
垂直;
軸向(兩個方向)。

圖5 C-Track校準
②MetraSCAN校準
將校準板(如圖6)放在穩定的平面上,調整校準板相對于C-Track的位置,直至滿足要求。
單擊掃描儀“觸發”按鈕,將MetraSCAN移到校準板上進行位置匹配,依次調整MetraSCAN至電腦屏幕中顯示的圖像(如圖7),按照軟件提示完成校準。

圖6 校準板

圖7 MetraSCAN校準顯示
校準完成后,檢查校準結果無誤后,點擊OK接受優化。
③檢測標靶
C-Track跟蹤檢測的范圍為1.5~4.2 m,而管片模具平均長度為3.4 m,無法一次性布設標靶覆蓋整個管片模具。采用搭接方式,依次采集定位標靶,標靶應均勻布設在管片模具腔內(如圖8)。
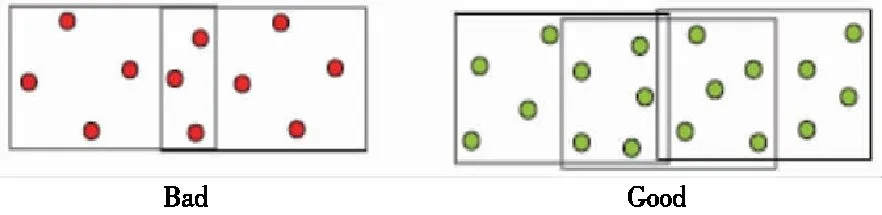
圖8 標靶布設示意
④ 管片模具掃描
用MetraSCAN對模具進行掃描,掃描內容包括模具的表面、孔位、邊界等。
(2)數據處理
①掃描數據預處理
將掃描數據導入Geomagic Control處理軟件中,對掃描數據進行優化處理(處理效果如圖9、圖10所示),其主要目的是去除各種噪聲的干擾,使最終的模擬效果盡量逼近鋼模的真實形態[12]。
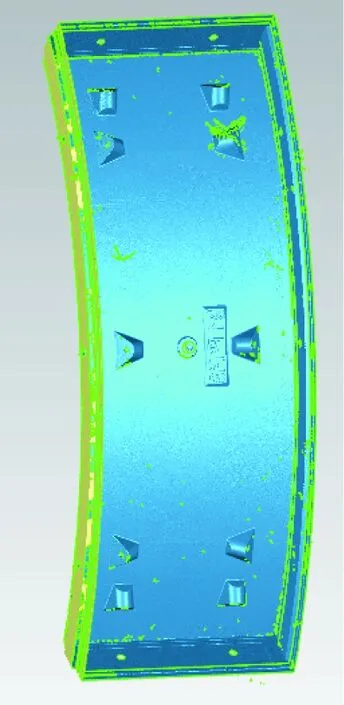
圖9 掃描效果

圖10 預處理后效果
②最佳擬合對齊
對某管片模具分階段掃描兩次,初次掃描數據設定為參考模型,后期掃描的數據設定為測試模型。利用Geomagic Control中最佳擬合對齊功能,建立測試模型與參考模型的統一坐標系,模型疊加生成3D色譜偏差圖。其中綠色的偏差范圍為-0.3~0.3 mm;正數用紅色表示(向參考模型內側偏離),顏色越深,表示向內偏離越大;負數用藍色表示(向參考模型外側偏離),顏色越深,表示向外側偏離越大;D表示測試模型與參考模型相對位置的偏差值,Dx、Dy、Dz表示三個坐標軸方向的偏差,以編碼正前方為上,左右兩側為端模,上下兩側為側模,中部弧形面為底模,如圖11所示。

圖11 3D色譜偏差
底模、上下側模變化值較小,偏差范圍為-0.3~0.3 mm,左側端模向內偏差1 mm,右側端模局部最大偏差1 mm。
(3)成果輸出
根據3D色譜偏差圖,編制指導模具修復的檢測報告。
3 實例分析
3.1 實例分析一
在三維激光掃描儀對管片模具進行變形檢測的全過程中,只有最佳擬合效果不可預測,主要對此進行驗證性檢驗。采用寧波天和永大地鐵管片有限公司的B3-13塊管片模具進行實驗,此次實驗分為三組數據,兩兩對比進行分析。第一組(2016.12.17):對該塊管片模具進行掃描,得到第一組數據模型(用A表示),同時用內徑千分尺(精度0.02 mm)量取管片模具寬度尺寸(用a表示);第二組(2016.12.18):對該塊管片模具進行二次掃描(用B表示),并用內徑千分尺量取管片模具寬度尺寸(用b表示);在第二次掃描完成后,將兩塊側模的螺栓輕微打開,對該管片模具進行第三次掃描(用C表示),再次用內徑千分尺量取寬度尺寸(用c表示),千分尺測量結果對比見表2、表3,測量點位置如圖12。
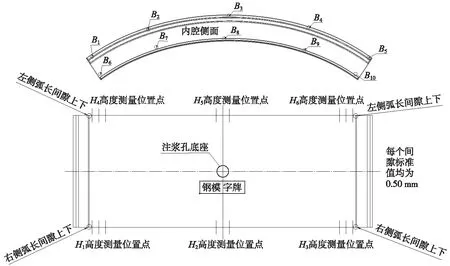
圖12 鋼模測量點位置
表2管片模具寬度對比(a、b) 模具名稱 B3-13 檢測日期 2016-12-17

檢驗項目寬度測量點B1B2B3B4B5B6B7B8B9B10檢驗工具內徑千分尺實測尺寸a/mm實測尺寸b/mm較差/mm1209.551209.640.091211.81211.840.041212.771212.850.081212.061212.130.071209.411209.480.071214.201214.260.061216.121216.180.061216.911216.970.061216.361216.420.061214.161214.210.05
由第一組寬度尺寸數據a和第二組寬度尺寸數據b的比較看出,兩次測量值變化較小,平均值為0.06 mm,可以認為此兩次測量鋼模本身及外界環境條件幾乎無變化,則三維激光掃描儀兩次測量結果的較差即為儀器誤差[13-14]。
第二組寬度尺寸數據b和第三組寬度尺寸數據c是兩側模輕微打開前后的區別,兩者較差平均值為2.5 mm。再以此較差與此兩次三維激光掃描儀的測量較差進行對比,并加入第一組數據中的三維激光掃描儀測量誤差,即可驗證鋼模發生變形后對最佳擬合對齊精度的影響。
將掃描得到的模型進行預處理,分別以A為標準模型、B為測試模型;B為標準模型、C為測試模型,利用最佳擬合功能實現坐標系統一,生成3D色譜偏差圖(如圖13、圖14)。
表3管片模具寬度對比(b、c) 模具名稱 B3-13 檢測日期 2016-12-18

檢驗項目寬度測量點B1B2B3B4B5B6B7B8B9B10檢驗工具內徑千分尺實測尺寸b/mm實測尺寸c/mm較差/mm1209.641212.7-3.061211.841214.22-2.381212.851215.14-2.291212.131214.33-2.21209.481212.13-2.651214.261216.68-2.421216.181218.16-1.981216.971219.12-2.151216.421218.79-2.371214.211217.16-2.95

圖13 A、B組3D色譜偏差
A、B組底模偏差為-0.08~0.06 mm;側模為-0.04~0.1 mm;兩端模偏差值為0.2 mm、0.13 mm,與a、b組較差對比后,可初步認定三維激光掃描儀自身測量誤差為±0.15 mm,此結果同時符合設備標稱體積精度0.078 mm(實驗所有測量均采用16.6 m3體積空間)。
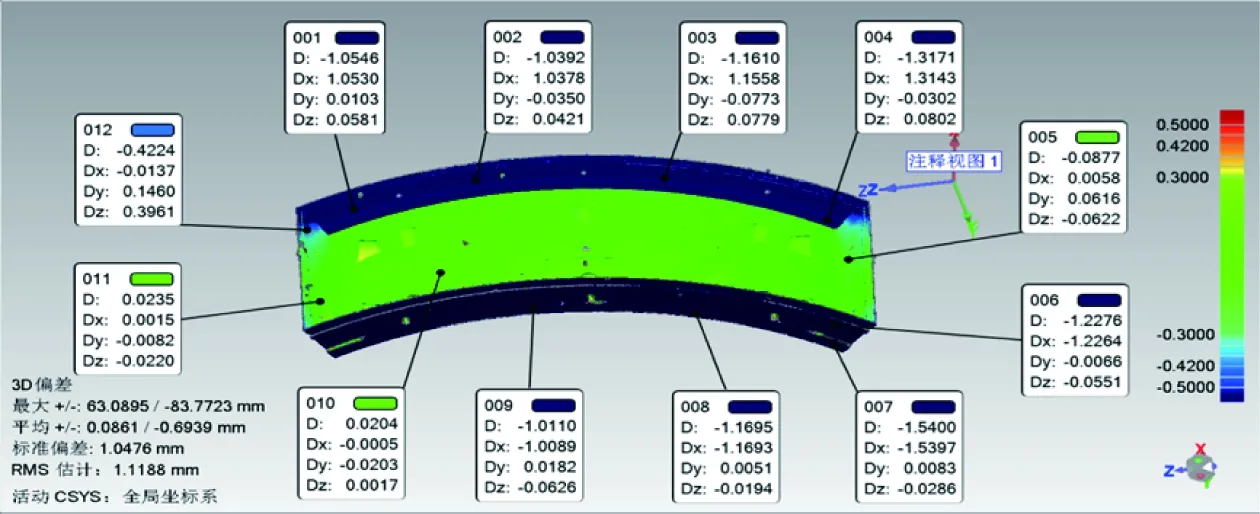
圖14 B、C組3D色譜偏差
B、C兩組底模偏差值為0.02 mm;端模偏差值為0.05 mm,局部向外側偏差值為-0.4 mm;兩側模都向外偏離,兩塊側模偏差和值為2.2 mm,加入設備測量誤差后,與b、c組較差對比可知,鋼模自身如果發生變形,對最佳擬合對齊影響較小。
本次試驗表明,三維激光掃描儀的測量精度能夠滿足實際需要,可以采用此方法對管片鋼模進行檢測。
3.2 實例分析二
對使用一定周期后的管片模具進行檢測,生成3D色譜偏差圖,可以直觀了解模具變形,指導管片生產單位的模具檢修工作。采用寧波天和永大地鐵管片有限公司的L2-13號管片模具進行實驗,此模具在2016年8月17日進場(進場檢驗情況見表4),對此模具的三維信息進行初次采集,設置為參考模型(用E表示)。
表4L2-13模具進場檢驗[15]mm 模具名稱 L2-13 檢驗時間 2016-08-17

檢驗項目寬度弧長(上)弧長(下)測量點設計尺寸B11190.20B21185.31B31180.97B41177.74B51175.93B61196.53B71192.11B81188.58B91185.24B101183.62左側1.00右側1.00左側1.00右側1.00允許誤差檢驗工具±0.4內徑千分尺±0.4樣規實測尺寸誤差判定1190.18-0.02合格1185.500.19合格1181.200.23合格1177.880.14合格1175.940.01合格1196.52-0.01合格1192.110.00合格1188.720.14合格1185.15-0.09合格1183.780.16合格0.65-0.35合格0.65-0.35合格0.65-0.35合格0.80-0.20合格
生產150環后,在2017年2月20日進行第二次掃描(用F表示,其傳統手段檢測結果見表5)。
以E為參考模型,F為測試模型,采用Geomagic軟件中最佳擬合對齊功能,把E、F的坐標系統一后,生成3D色譜偏差圖(如圖15)。
表5L2-13模具檢驗mm 模具名稱 L2-13 檢驗時間 2017-02-20

檢驗項目寬度弧長(上)弧長(下)測量點設計尺寸B11190.20B21185.31B31180.97B41177.74B51175.93B61196.53B71192.11B81188.58B91185.24B101183.62左側1.00右側1.00左側1.00右側1.00允許誤差檢驗工具±0.4內徑千分尺±0.4樣規實測尺寸誤差判定1190.500.30合格1185.460.15合格1181.200.23合格1177.980.24合格1176.070.14合格1196.740.21合格1192.230.12合格1188.820.24合格1185.350.11合格1183.700.08合格0.54-0.23合格0.77-0.23合格0.45-0.55不合格0.66-0.34合格

圖15 L2-13修復前色譜偏差
L2塊底模、側模變形較小,左側端模變形較大,最大值為0.6 mm,右側端模最大值為0.5 mm,底模兩側局部略微下沉。
以圖15為指導性意見進行修復,結果如圖16。

圖16 L2-13修復后色譜偏差
左側端模顏色明顯變淺,數據顯示其偏差由0.64 mm減小至不足0.30 mm,修復效果比較明顯。
4 結論
介紹了三維激光掃描技術的工作原理,根據其工作特點并結合實際情況,設計了三維激光掃描儀在盾構管片模具檢測時的外業測量流程、內業數據處理方法及可指導盾構管片模具修復的檢測報告,通過試驗驗證了MetraSCAN三維激光掃描儀的測量誤差及管片模具變形對最佳擬合對齊精度的影響。在盾構管片模具檢測時,可以運用3D色譜偏差圖直觀地標注模具的實際偏差情況,以此準確地指導盾構管片模具的修復工作,避免傳統檢測手段在指導盾構管片模具修復時的不足,驗證了三維激光掃描技術在盾構管片模具檢測及指導修復方面的可行性與優勢。
[1] 陳立新.大直徑襯砌管片模具設計與制造[J]. 中國高新技術企業,2012(10):26-27
[2] 白成軍,吳蔥,張龍.全系列三維激光掃描技術在文物及考古測繪中的應用[J].天津大學學報(社會科學版),2013(5):436-439
[3] 林雋穎,張成云.基于三角測量的三維激光掃描儀設計[J].大學物理實驗,2013(5):60-63
[4] 曹勇.全站儀和三維激光掃描儀在古建筑測繪中的應用及比較[J].廣東建材,2011(5):10-12
[5] 王鳴霄,戴相喜,王正強.三維激光掃描儀點位精度檢測研究[J].城市勘測,2013(6):79-81
[6] 劉春,楊偉.三維激光掃描對構筑物的采集和空間建模[J].工程勘察,2006(4):49-53
[7] 劉浩,張冬陽,馮健.地面三維激光掃描儀數據的誤差分析[J].水利與建筑工程學報,2012(4):38-41
[8] 馬俊偉,唐輝明,胡新麗,等.三維激光掃描技術在滑坡物理模型試驗中的應用[J].巖土力學,2014(5):1495-1505
[9] 祁春輝.淺談三維激光掃描技術與BIM技術在工程測量中的應用[J].中小企業管理與科技,2017(12):176-177
[10] 臧偉,錢林,孫寶軍,等.地面三維激光掃描技術在工程測量中的應用[J].北京測繪,2015(3):130-135
[11] 吳靜,靳奉祥,王健.基于三維激光掃描數據的建筑物三維建模[J].測繪工程,2007(5):57-60
[12] 趙慶陽,劉召永.淺析三維激光掃描儀的數據建模[J].科技情報開發與經濟,2007(12):201-203
[13] 鄭德華,沈云中,劉春.三維激光掃描儀及其測量誤差影響因素分析[J].測繪工程,2005(2):32-34
[14] 韓繼旺.三維激光掃描儀的數據處理與精度控制[J].中國新技術新產品,2014(13):3
[15] 張慶風,等.GB50446—2008 盾構法隧道施工與驗收規范[S].北京:中國建筑工業出版社,2008
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
