LNG儲罐9Ni鋼埋弧自動橫焊焊接工藝研究
2018-05-30 01:49:47王毅敏
金屬加工(熱加工) 2018年5期
■ 王毅敏

掃碼了解更多
1. 概述
9%Ni鋼自開發以來,因其強度高,低溫韌性好,成本比Ni-Cr不銹鋼低,而逐漸被廣泛應用。
隨著國民經濟的發展,石油等能源越來越緊缺,對天然氣等的需求增加。根據我國能源發展戰略,在今后幾年內建造許多大型的低溫儲罐、球罐,對罐體材料、結構設計、施工工藝和施工設備等方面的要求會更加嚴格。因此針對我們需要進入新的低溫儲罐市場,提高生產率,使工藝合理化以及降低成本顯得十分重要。
2. 研究目的
大型LNG低溫儲罐安裝施工,采用的是A553(9%Ni鋼)專用鋼種,焊接是工程中的關鍵技術。每臺儲罐的焊縫總長度達到3萬余米,如果采用常規的手工焊,高素質焊工的使用人數十分龐大,不僅影響其他工程的實施,而且施工周期長。另外,從保證焊接質量方面考慮,半自動焊、自動焊質量可靠且穩定,仍然是施工首選。
(1)針對大型LNG儲罐的建造,試驗出成熟的焊接方法和工藝,積累可靠的焊接技術資料,為9%Ni鋼的焊接質量、焊接工藝評定奠定基礎。
(2)通過對焊接設備和焊接工藝的試用和試驗,培訓出一批能夠熟練掌握先進設備的焊接技術人員和操作工人。
3. 研究的內容
(1)焊接設備 YS AGW—Ⅰ型埋弧自動橫焊機是在RANSOME AGW—Ⅰ型原裝機的基礎上改進生產的自動焊機,其主要性能參數如下:機架結構尺寸為1800mm×1000mm×2500mm(寬度×深度×高度),機架高度寬度可自由調節。適用:板厚為8~45mm,板幅為1500~3200mm。適用:安裝工藝為正裝,適用罐體直徑為4500mm以上,焊絲直徑為1.6~4.0mm。機架重量:約800kg。焊接參數:焊接電流0~800A,焊接速度0~2700mm/min,無級調速。
(2)電源及焊接機頭 林肯DC600晶閘管焊接電源,該電源是由晶閘管控制的直流電源,并配有電位控制器,可進行多種焊接方法之間的切換。通過使用,性能可靠、控制穩定,并且按常規維護即可使電源處于完好狀態。
4. 焊接試驗階段
(1)模擬試驗 600mm×150mm×12mm的16MnR做模擬試驗,焊槍與水平線呈15°~40°角。在9%Ni鋼未入廠之前,我們使用碳鋼作為母材,用H08MnA焊絲進行焊接試驗,經過反復的參數調整,尋找出最佳的焊接參數。板厚12mm、22mm的焊接參數分別如表1、表2所示。
(2)9%Ni鋼試驗 9%Ni鋼在焊接冶金反應和熱循環的作用下,產生脆性相,低溫性能下降,冷、熱裂紋傾向增大。9%Ni鋼的裂紋傾向,低溫韌性的下降,磁化問題和有益元素的稀釋是低溫儲罐焊接中必須解決的四大難題。
第一,裂紋的產生。冷裂紋產生的原因有三方面:①選用含碳量高的焊材將會因熔合、擴散使熔合區含碳量增高而產生硬化層,而選用含碳量不高于母材的焊材就可避免出現硬化層。查閱大量的相關文獻后,焊接時焊材采用焊絲ERNiCrMo3(TH625)、 ERNiCrMo4(TH NIMO C276),焊條EniCrMo—6(TH 13/16 TTW150),這些鎳合金焊接材料含Ni量高達55%~66%,含碳量與9%Ni鋼相同,均為低碳型,雖有母材的稀釋作用,仍有足夠高的奧氏體元素,避免熔合線出現硬脆的馬氏體帶,從而降低9%Ni鋼焊接冷裂紋傾向。②氫在硬化層中積聚。氫的積聚是由于焊縫坡口附近不潔(有水,油及有機物),以及焊條擴散氫含量高所致。保持坡口清潔并選用低氫焊條,注意焊條、焊劑的烘干、保管,就可避免氫的積聚。③焊接接頭應力包括組織應力、熱應力和拘束應力。選用低含碳量的焊材,可避免出現硬化組織,就不會產生過大的組織應力;控制層間溫度以及選用較小的熱輸入,可控制熱應力;合理的組對安裝和焊接順序,可減小拘束應力,這樣就控制了冷裂紋的產生。
熱裂紋的產生與焊縫金屬結晶過程中的低熔點雜質偏析的數量及分布有關,液體金屬結晶過程越長,偏析越嚴重。偏析產生的低熔點雜質分布在晶界上,尤其在純奧氏體組織中,雜質在晶界上的分布是連續的。避免熱裂紋的辦法應是選用熔化溫度區間范圍小的焊接材料。
第二,低溫韌性。低溫韌性降低的原因有兩個方面:①焊接材料的影響。如果焊材含碳量過高,或鎳、鉻當量搭配以及焊材與母材熔合后的鎳、鉻當量搭配落在不銹鋼組織圖中含馬氏體的區域內,都會引起低溫韌性下降。為保證熔合區的低溫韌性,采用焊材的含碳量與9%Ni鋼相同或略低。含Ni量高達55%以上,可有效阻止碳遷移,避免熔合區產生脆性組織,從而保證熔合區低溫韌性。②焊接熱輸入和層間溫度會改變焊接熱循環的峰值溫度,從而影響熱影響區的金相組織。峰值溫度過高往往會產生粗大的馬氏體和貝氏體,從而使低溫韌性下降。因此,在焊接中必須控制熱輸入和適當的層間溫度,并采用多道焊,來減少高溫停留時間,以保證熱影響區的低溫韌性。
第三,9%Ni鋼的磁化問題。9%Ni鋼是一種磁化傾向較嚴重的材料,在加工及運輸過程中可能被磁化。當用直流焊機焊接時,可能會被進一步磁化,導致電弧磁偏吹,使焊縫產生各種缺陷,甚至無法正常施焊。克服磁偏吹的途徑:一是對母材進行消磁處理;二是將永久磁鐵放在坡口兩側,以抵消母材的磁場;三是選用交流焊接,采用交流焊接使焊接質量和施工工期都有保證。實踐表明,采用交流焊接對克服磁偏吹是行之有效的,同時為了保證電弧穩定燃燒,焊機應具有較高的負載電壓。

表1 焊接參數(板厚12mm)
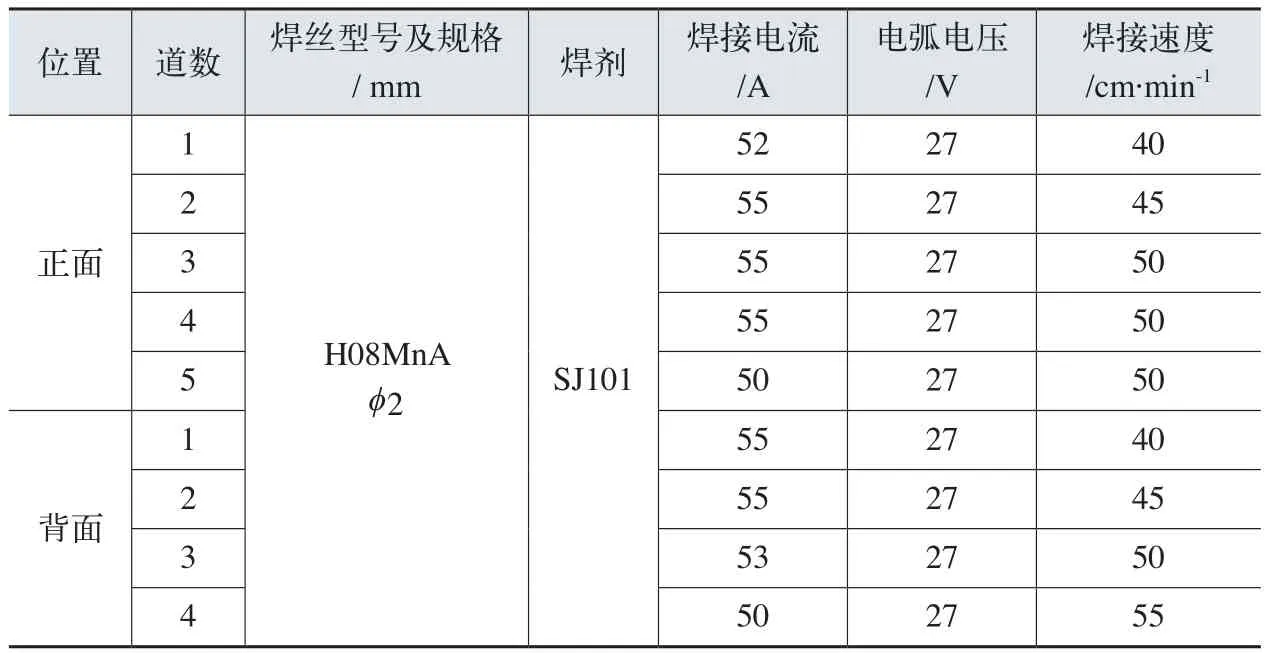
表2 焊接參數(板厚22mm)
第四,有益元素的稀釋問題。焊接電流過大,焊槍的位置不當,能引起熔池中有益元素的稀釋和燒損,從而造成焊縫質量不能達到所要求的力學性能。因此,在第一層打底焊時采用交流方波并且控制波形使正弦值大于負值,從而增大熱輸入,增大熔深,保證根部有一定的熔深。在填充層采用交流方波波形,讓其下移,在增大電流情況下使熱輸入量減小,減少有益元素的稀釋和燒損。焊接時焊絲對準前焊道的頂部也能減少稀釋。
(3)試驗內容 在模擬試驗取得成功的基礎上,我們進行9%Ni鋼的焊接。鋼板尺寸:600mm×150mm×12mm。工藝評定試驗所用材料的化學成分如表3~表7所示。
采用不同的焊接材料和焊接參數進行工藝評定試驗。試驗用坡口形式如附圖所示。
工藝評定號:PQR0601,電流采用直流CC DC+,焊絲選用THERMANIT 625、φ1.6mm,焊劑為MARATHON 444。具體焊接參數如表8所示。
工藝評定號:PQR0603,電流采用交流 CV SQUAARE WATE,焊絲選用THERMANIT 625、φ1.6mm,焊劑為MARATHON 444。具體焊接參數如表9所示。
工藝評定號:PQR0605,焊接電流采用交流: CV SQUARE WAVE,焊絲選用THERMANIT C276、 φ2.4mm,焊劑為MARATHON 104。具體焊接參數如表10所示。
工藝評定號:PQR0606,焊接電流采用直流: CC DC+,焊絲選用THERMANIT C276、φ2.4mm,焊劑為MARATHON 104。具體焊接參數如表11所示。
(4)結果分析 通過采取以上措施,我們再一次做力學性能試驗,得到合格的焊縫。
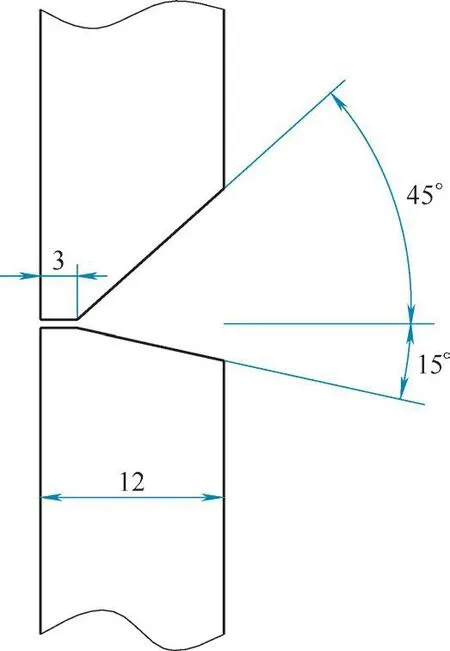
坡口形式

表3 9%Ni鋼的化學成分(質量分數) (%)

表4 焊絲THERMANIT NIMO C276的化學成分(質量分數) (%)

表5 焊絲THERMANIT 625的化學成分(質量分數) (%)

表6 焊劑MARATHON 444的化學成分(質量分數) (%)

表7 焊劑MARATHON 104的化學成分(質量分數) (%)
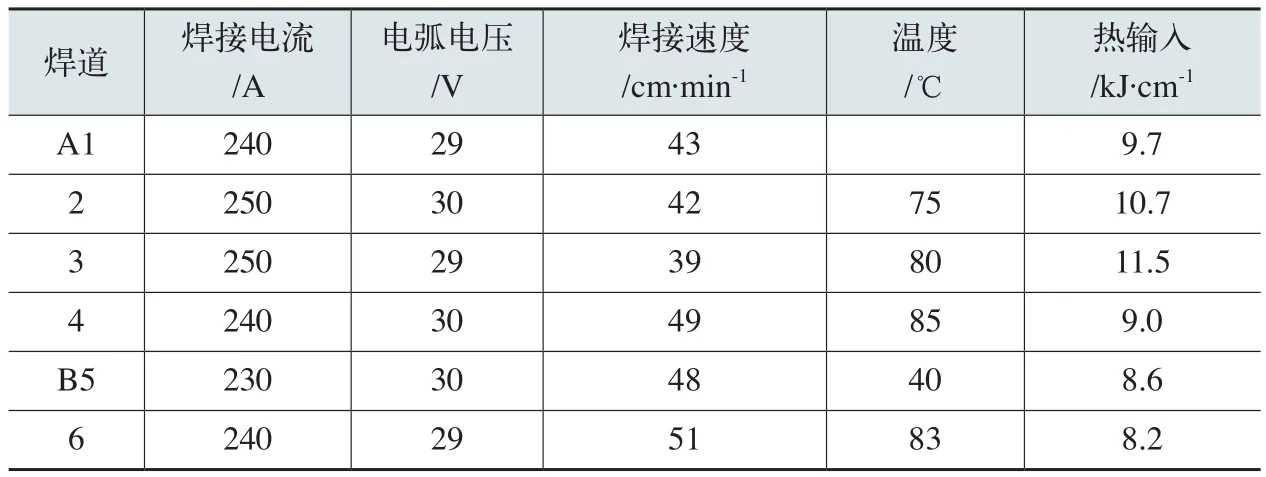
表8 焊接參數
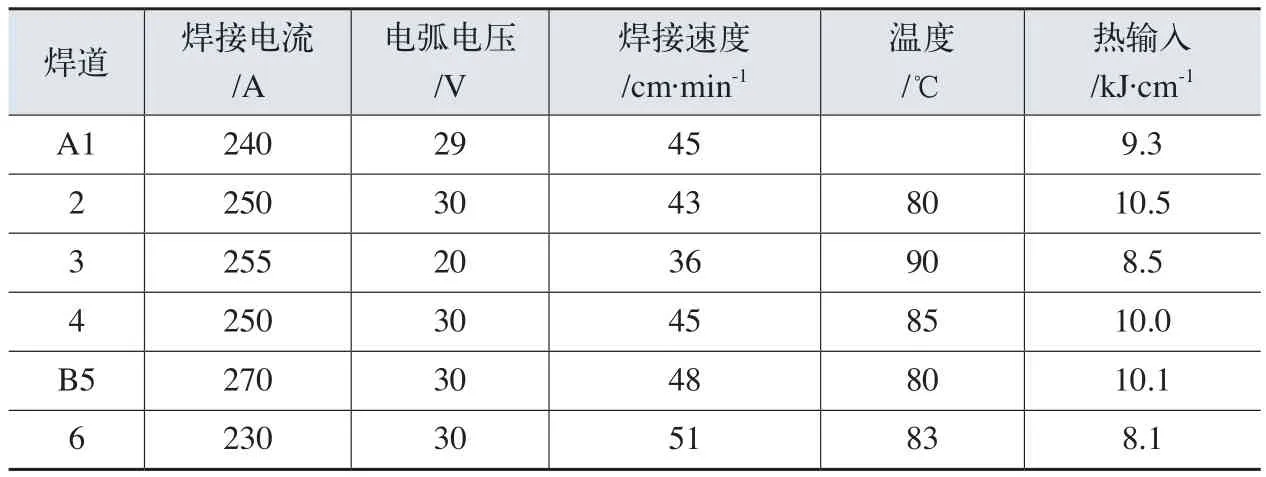
表9 焊接參數
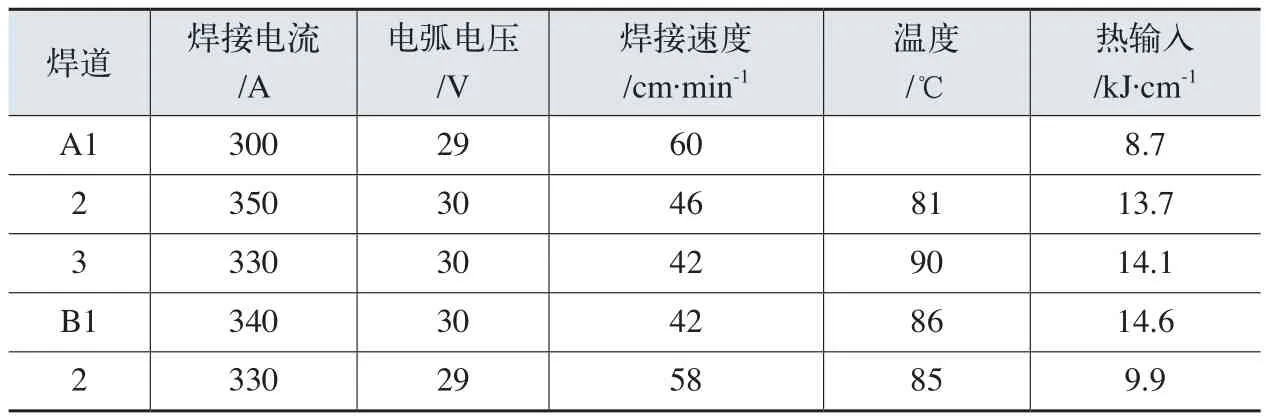
表10 焊接參數
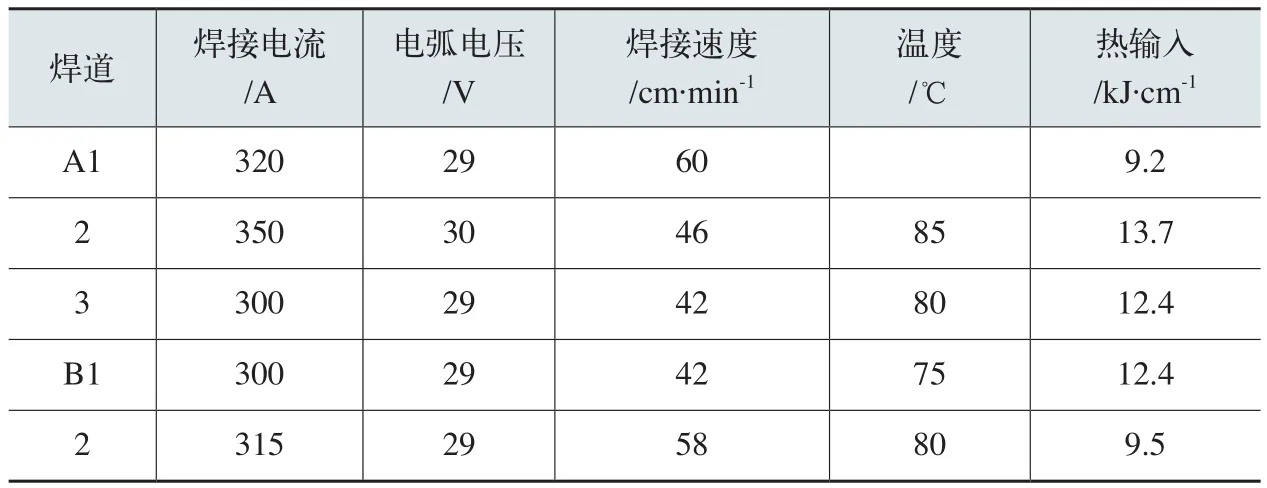
表11 焊接參數
對試件PQR0601、PQR0603、PQR0605、PQR0606進行金相試驗,宏觀腐蝕合格。
對試件PQR0601、PQR0603、PQR0605、PQR0606進行彎曲試驗,在彎曲條件α=180°,A=38的情況下,面彎和背彎合格。對試件PQR0601、PQR0603、PQR0605、PQR0606進行沖擊試驗,在-196℃的條件下,沖擊吸收能量和側向膨脹量均合格。
5. 結語
通過上述分析,施工中采用如下措施,即可得到滿意的焊接質量。
(1)做好坡口的焊前清理工作,在焊縫兩側50mm范圍內焊前必須用角向砂輪機打磨干凈,不得有鐵銹及其他污染物。
(2)嚴格控制焊接熱輸入,選擇合適的焊接電流,電弧電壓及焊接速度。
(3)焊接材料要有嚴格遵守管理規定,焊劑一定要烘干,烘干溫度300~350℃,時間2h,嚴格執行焊接材料發放、回收、烘干制度。
(4)做好每天的天氣、環境溫度、濕度記錄工作,根據現場情況決定預熱措施等。
(5)保證定位焊縫的質量,定位焊長度應>50mm,正式施焊前應檢查定位焊縫,若發現裂紋要及時處理。
(6)嚴禁在9%Ni鋼母材上隨意打弧、點焊,所有弧坑、工夾具缺陷都必須補焊,打磨清理后進行著色檢查。
(7)工藝評定所用的焊材,操作性能、工藝性能好,容易掌握其焊接時的特點,焊接時一般可得到滿意的焊接質量。
(8)焊工在施工前還必須經過培訓,以保證實現焊接的高質量、高效率。
(9)對焊條電弧焊進行工藝評定,以確定焊接的規范并用于培訓焊工。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
