P235GH鋼板的試制和力學(xué)性能研究
2018-05-30 03:22:38歐陽鑫胡昕明胡海洋顏秉宇金耀輝
上海金屬 2018年3期
歐陽鑫 胡昕明 王 儲 胡海洋 顏秉宇 金耀輝
(鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009)
核電站設(shè)備主要由核島和常規(guī)島兩大部分組成,核電站使用的鋼材,其安全等級分為核級和非核級。核級材料又分為核一級、核二級和核三級。核島也就是核反應(yīng)堆,所用鋼材屬核級材料,必須持證生產(chǎn)。常規(guī)島的二回路系統(tǒng)用鋼均為非核級材料,大多是碳鋼和碳錳鋼。常規(guī)島的二回路系統(tǒng)用鋼在滿足核電的耐高溫耐高壓要求的前提下,要盡量降低生產(chǎn)成本,提高經(jīng)濟效益。因此,研發(fā)成分簡單、易于制造、成本低、性能滿足使用要求的常規(guī)島核電用鋼是非常有意義的[1]。歐標(biāo)EN 10028- 2:2009中P235GH鋼在滿足上述要求的同時,還具有良好的塑性、韌性、冷彎性能和焊接性能,適合制造核島的鋼質(zhì)安全殼、壓力容器等設(shè)備構(gòu)件。
鞍鋼利用工藝和裝備優(yōu)勢,研制了壓力容器制管用P235GH低合金鋼板,隨后投入試生產(chǎn),包括鋼的冶煉、鋼板的軋制和熱處理,鋼板產(chǎn)品的各項性能符合標(biāo)準(zhǔn)要求和與用戶達成的技術(shù)協(xié)議要求,已順利供貨。
1 鋼板交貨技術(shù)條件
P235GH鋼板的交貨技術(shù)條件完全符合標(biāo)準(zhǔn)EN 10028- 2:2009的要求,其要求的化學(xué)成分如表1所示,力學(xué)性能要求如表2所示。鋼板出廠前應(yīng)全部進行超聲波探傷,探傷方法和質(zhì)量標(biāo)準(zhǔn)按JB 4730.3執(zhí)行,鋼板應(yīng)符合I級要求。

表1 P235GH鋼板的化學(xué)成分要求(質(zhì)量分?jǐn)?shù)) Table 1 Chemical composition requirements for the P235GH steel plate (mass fraction) %

表2 P235GH鋼板的力學(xué)性能要求Table 2 Desirable mechanical properties for the P235GH steel plate
2 鋼板成分設(shè)計
P235GH鋼板的成分設(shè)計原則為:
(1)在保證鋼板強度的同時盡可能降低碳當(dāng)量,以使鋼板具有優(yōu)異的焊接性能;
(2)在性能滿足使用要求的同時盡可能降低合金元素的含量,以使鋼板的成分簡單、易于制造、成本低;
(3)盡可能降低鋼中有害元素的含量,減少夾雜物的形成,進一步提高鋼板的低溫沖擊韌性。
3 工藝設(shè)計
鞍鋼P235GH鋼板的生產(chǎn)工藝流程為:高爐鐵水—鐵水預(yù)處理—轉(zhuǎn)爐冶煉—LF爐精煉—板坯連鑄(電磁攪拌或輕壓下)—坯料加熱—軋制—矯直—切邊—探傷—檢驗—入庫。
3.1 煉鋼工藝
P235GH鋼的合理的煉鋼、連鑄工序要求為:鐵水進行脫硫預(yù)處理;合金與廢鋼清潔干燥;轉(zhuǎn)爐擋渣出鋼,渣層厚度≤100 mm;LF精煉時按目標(biāo)成分控制;上機前鋼包靜吹氬時間≥3 min,中間包目標(biāo)過熱度控制在25 ℃以下;全程保護澆注,并采用電磁攪拌或輕壓下技術(shù)。
3.2 軋制工藝
軋制- 正火工藝是終軋溫度為鋼板的正火溫度的一種軋制工藝。經(jīng)正火軋制的鋼板的顯微組織與軋制后補充正火的相同,鋼板的力學(xué)性能也可滿足標(biāo)準(zhǔn)要求[2]。
式中,rk是指爆轟產(chǎn)物壓力為特征壓力pk時相應(yīng)的爆轟產(chǎn)物半徑。考慮爆轟產(chǎn)物膨脹過程中多方指數(shù)k將發(fā)生變化,這里,作簡化處理,取兩個值,分別為k1和k2。特征壓力pk定義為多方指數(shù)發(fā)生突變時的壓力[10]。假定爆轟產(chǎn)物初始壓力p0為爆轟產(chǎn)物壓力的一半,聯(lián)立式(13)和式(14),通過半徑r將爆轟產(chǎn)物壓力p表示為
為進一步降低成本,簡化生產(chǎn)工藝流程,縮短供貨周期,將鋼板在軋制- 正火態(tài)而非在軋制后正火處理態(tài)交貨。正火軋制后,檢驗鋼板的力學(xué)性能,需達到技術(shù)協(xié)議要求。為此,確定的P235GH鋼板的軋制工藝為:板坯充分均勻加熱,出爐至除磷機去除氧化鐵皮,板坯出爐溫度1 210~1 230 ℃;板坯開軋溫度控制在≥1 050 ℃,在軋制過程中用高壓水充分除磷;粗軋采用高溫大壓下量、快速軋制,中間坯厚度(2.5~3.0)×hmm,h為目標(biāo)厚度;精軋仍采用大壓下量、快速軋制,始軋溫度910~970 ℃,終軋溫度790~850 ℃;二階段變形率為65%。
兩階段軋制均采用“高溫、快速、 大壓下量”軋制,增大鋼板厚度方向的滲透力,使鋼板內(nèi)部缺陷充分焊合[3];單道次大壓下充分破碎連鑄坯中的枝晶,變形程度越大,形核區(qū)密度和驅(qū)動力越大,反復(fù)再結(jié)晶后晶粒越細小[4],軋制態(tài)的原始晶粒就越細小,對優(yōu)化最終組織就越有利。鋼板軋制后堆垛緩冷是消除鋼板中殘余應(yīng)力和防止氫致裂紋及氣泡等缺陷的關(guān)鍵工序,緩冷工藝是否合理直接關(guān)系到鋼板的內(nèi)部質(zhì)量和探傷的合格率,因此鋼板軋后須充分緩冷,緩冷溫度高于400 ℃,緩冷時間24 h[5]。
軋制- 正火的鋼板的組織和性能與軋后補充正火處理的鋼板是相同的,就鋼板的生產(chǎn)和加工而言,如果不通過軋后爐內(nèi)補充正火處理,而是在軋制過程中直接達到正火處理的狀態(tài),將有更多的優(yōu)越性。采用軋制- 正火工藝可節(jié)約能源、降低成本、縮短生產(chǎn)周期和改善環(huán)境,而且有利于用戶直接進行鋼板的深加工[6]。
正火處理時,鋼板要加熱到稍高于Ac3的溫度,在此溫度短時間停留,然后在靜止空氣中冷卻,達到細化鋼板組織的目的,提高鋼板強度,同時降低加工難度。軋制- 正火實際是通過更準(zhǔn)確的控溫軋制,主要是控制終軋溫度來達到正火處理的效果,同時消除帶狀組織,使鋼板性能滿足要求[7]。工業(yè)生產(chǎn)中,適當(dāng)提高鋼坯加熱溫度、始軋溫度,提高軋制速度和增加單道次壓下量都是為實現(xiàn)鋼板以軋制- 正火態(tài)而非另行正火處理態(tài)交貨做鋪墊。
3.3 熱處理工藝
根據(jù)技術(shù)協(xié)議要求,需在交貨態(tài)鋼板上取樣,在罩式熱處理爐中進行正火處理后,檢驗熱處理態(tài)鋼板的力學(xué)性能,需同樣滿足標(biāo)準(zhǔn)要求,以此方法模擬檢驗鋼板批量正火處理后的性能。具體的熱處理工藝為:正火溫度(900±10)℃,保溫時間(1.5±0.5)min/mm。
4 試制鋼板的力學(xué)性能
對工業(yè)試制的6~16 mm厚度P235GH鋼板進行超聲波探傷,結(jié)果符合JB 4730.3《承壓設(shè)備無損檢測第三部分:超聲檢測》I級要求;在鋼板1/4寬度處、1/2厚度處橫向取樣進行拉伸、沖擊等試驗,結(jié)果表明,工業(yè)試制鋼板的力學(xué)性能良好,均達到了技術(shù)協(xié)議的要求。
4.1 拉伸性能
不同厚度P235GH鋼板分別加工橫向全厚度拉伸試樣。拉伸試驗結(jié)果如表3所示。表中數(shù)據(jù)表明,P235GH鋼板室溫拉伸性能不僅符合標(biāo)準(zhǔn)要求,還有較大的富余量,鋼板頭尾性能的差異小,頭部性能略優(yōu)于尾部,性能均勻性良好。
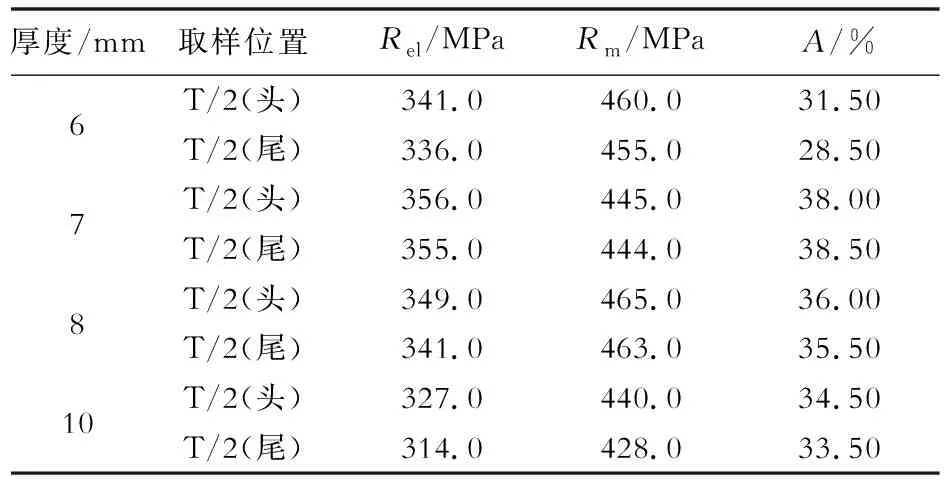
表3 P235GH鋼板供貨態(tài)力學(xué)性能Table 3 Mechanical properties of the as- received P235GH steel plates
注:T/2表示鋼板厚度1/2處
4.2 沖擊韌性
在不同厚度的P235GH鋼板上按標(biāo)準(zhǔn)EN 10028- 1橫向取樣,制備相應(yīng)規(guī)格的試樣進行0 ℃沖擊試驗。具體要求:厚度小于12 mm的鋼板,沖擊試樣為小比例試樣;8 mm<厚度<12 mm的鋼板,輔助試樣尺寸為10 mm×7.5 mm×55 mm,試驗結(jié)果不小于規(guī)定值的75%;厚度為6~8 mm的鋼板,輔助試樣尺寸為10 mm×5 mm×55 mm,試驗結(jié)果不小于規(guī)定值的50%。試驗結(jié)果如表4所示。從表4中可以看出,不同規(guī)格鋼板的0 ℃沖擊吸收能量均滿足P235GH鋼板的技術(shù)要求,鋼板韌性有較大的富裕量,且頭尾性能差異較小。
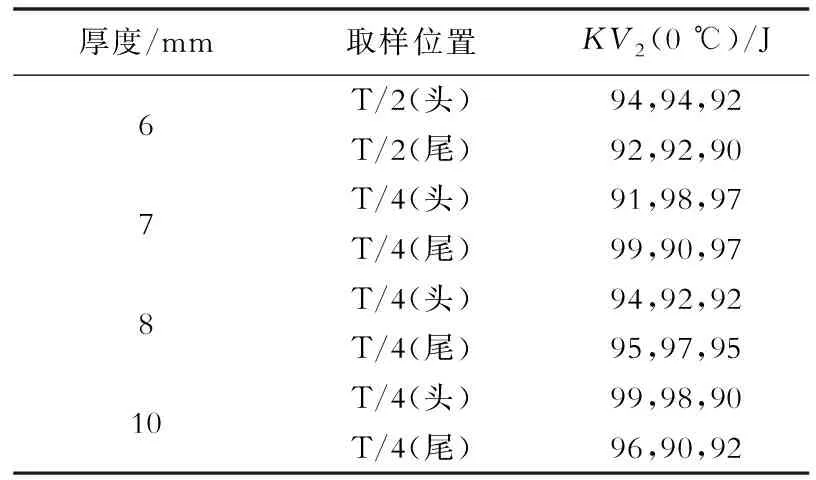
表4 P235GH鋼板供貨態(tài)的沖擊韌性Table 4 Impact toughness of the as- received P235GH steel plates
5 試制鋼板的顯微組織
在10 mm厚軋制態(tài)和熱處理態(tài)P235GH鋼板上取樣進行金相檢驗,結(jié)果見圖1。從圖中可看出,熱軋態(tài)和正火態(tài)鋼板的組織均為鐵素體加珠光體,且晶粒度均為9級左右,正火后晶粒有所長大,帶狀組織得到一定程度的消除。原因是,在正火溫度保溫一段時間后,鋼板充分奧氏體化,隨后在室溫冷卻的過程中,由于冷速較慢,奧氏體晶粒有足夠的時間形核和長大,大部分鐵素體變?yōu)榈容S晶,組織趨于均勻;鋼板的冷卻速度較慢,珠光體轉(zhuǎn)變速度也較慢,珠光體帶狀組織逐漸消除呈團塊分布,緩解了成分的偏析[8]。
6 正火后鋼板的力學(xué)性能
從不同厚度鋼板頭部制取試樣,按照標(biāo)準(zhǔn)及技術(shù)協(xié)議的規(guī)定進行正火處理。正火溫度(900±10) ℃,保溫時間(1.5±0.5) min/mm。正火態(tài)鋼板的力學(xué)性能如表5所示。鋼板正火后的力學(xué)性能符合技術(shù)協(xié)議要求,且富余量較大,保證了鋼板的順利供貨。
由表5可知,正火處理后,鋼板強度下降,沖擊性能得到改善。有研究表明,在一定的溫度正火后,鋼板的強度隨晶粒細化而增加。此外,珠光體的體積分?jǐn)?shù)對抗拉強度有較大影響[9],鋼板正火后晶粒變粗,珠光體較少,故鋼板的抗拉強度有所降低。
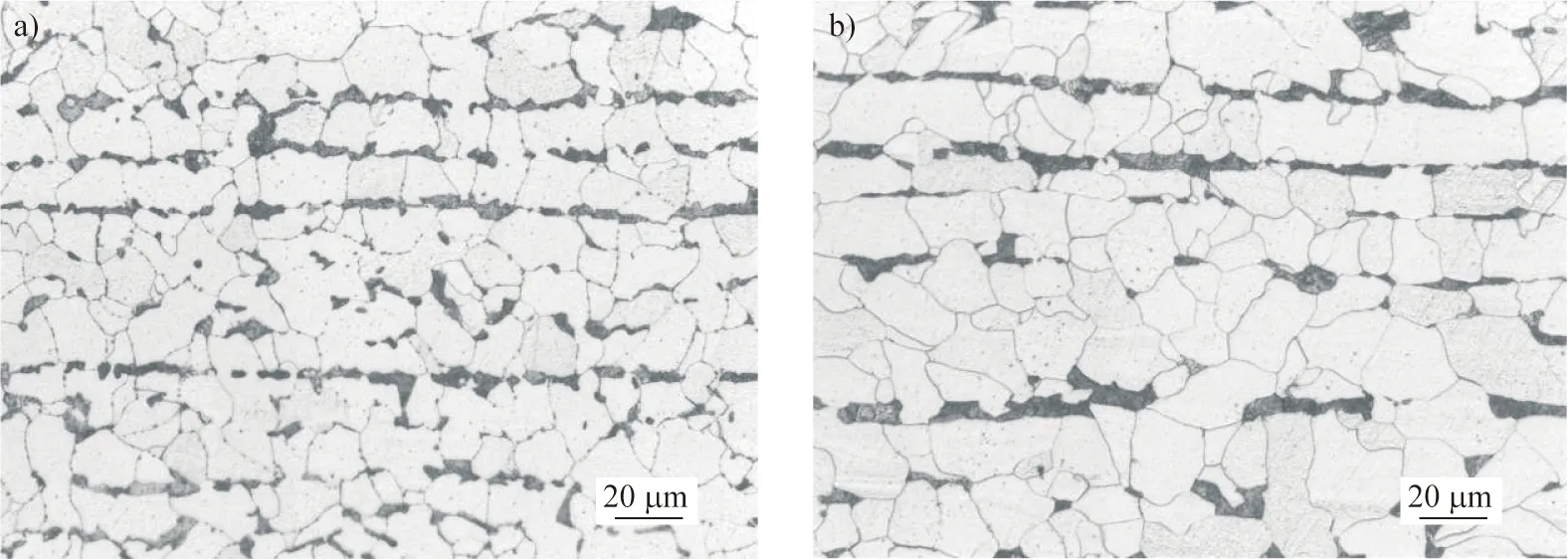
圖1 10 mm厚(a)軋制態(tài)和(b)正火態(tài)P235GH鋼板的顯微組織Fig.1 Microstructures of the 10- mm- thick P235GH steel plate in (a) hot- rolled and (b) normalized state

表5 P235GH鋼板正火態(tài)的力學(xué)性能Table 5 Mechanical properties of the as- normalized P235GH steel plate
另外,鋼板在熱軋后空冷,冷卻速度較低,碳的擴散變得更加容易,導(dǎo)致在晶界析出大量碳化物。正火加熱時,鋼中組織再次奧氏體化,大量的碳化物隨之又重新溶于奧氏體并均勻擴散,在隨后的冷卻過程中彌散析出,在晶界上析出的碳化物相對減少。許多研究表明,晶界碳化物的析出對鋼的低溫韌性影響不利[10]。正火后,晶界碳化物數(shù)量減少,因此其低溫韌性得到明顯改善。
7 結(jié)論
(1)鞍鋼結(jié)合自身的工藝裝備條件,通過合理的成分設(shè)計、冶煉、加熱、軋制,成功開發(fā)出了厚度6~10 mm的壓力容器制管用P235GH鋼板。
(2)采用軋制- 正火工藝替代傳統(tǒng)的TMCP+離線正火的工藝,生產(chǎn)了力學(xué)性能優(yōu)異的P235GH鋼板,其屈服強度富余量為100 MPa左右,抗拉強度富余量為80 MPa以上,斷后伸長率富余量為10%以上,沖擊吸收能量富余量為50 J以上,且鋼板頭、尾部性能均勻,經(jīng)超聲波檢測,鋼板均為JB/T 4730.3—2005 I級。
(3)P235GH鋼板正火處理后的力學(xué)性能優(yōu)異,強度下降30 MPa,沖擊性能得到改善,沖擊吸收能量提高了60 J,晶粒有所長大,帶狀組織得到一定程度的消除。
[1] 石曉霞,劉金,程正方. 159 mm機組試制P235GH核電用無縫鋼管[J].包鋼科技,2013,39(1):24- 26.
[2] 林愛云,顧冬冬.正火軋制態(tài)鋼板組織性能試驗研究[J].材料科技與設(shè)備,2015 (1):1- 2.
[3] 吳靜,劉艷玲,范志永,等.正火厚板軋制工藝研究[J].河南冶金,2011,19(1):16- 18.
[4] 熊學(xué)慧,石彩燕,張虹.特厚板正火工藝的研究與應(yīng)用[J].煤炭技術(shù),2012,31(11):29- 31.
[5] 胡昕明,高強,喬馨,等.正火溫度對09MnNiDR鋼組織性能的影響[J].鋼鐵,2011,46(3):71- 74.
[6] 賀桂英.軋態(tài)組織對C- Mn- Al- Nb鋼正火組織特性的影響[J].武鋼技術(shù),1990(10):29- 30.
[7] ALMOND E A,KING J T,EMBURY J D.Interpretation of SEM fractures surface detail using a sectioning technique[J].Metallography,1970,3(3):379- 382.
[8] MINTZ B,WILLIOMSON A,MORRISON W B,et a1.Influence of Ni- tride formers on strength and impact behavior of hot rolled steel[J].Materials Science and Technology,2007,23(1):63- 71.
[8] 唐鄭磊,許少普,崔冠軍,等.特厚橋梁鋼板Q370qE- Z35的開發(fā)研究[J].鋼鐵,2012,47(5):82- 86.
[9] 高照海,唐鄭磊,許少普,等.特厚臨氫設(shè)備用鋼12Cr2MolR(SA387Gr22C12 )的試制[J].鋼鐵研究學(xué)報,2014,26(2):56- 62.
[10] 王儲,胡昕明,韓旭,等.鍋爐汽包用13MnNiMo5- 4 特厚鋼板的研制[J].上海金屬,2015,37(4):23- 24.
猜你喜歡
材料與冶金學(xué)報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
