
氮含量控制對S450J0- T熱軋H型鋼表面裂紋的影響
2018-05-30 03:22:40楊應東胡春林湯寅波
上海金屬 2018年3期
楊應東 胡春林 吳 堅 湯寅波 石 雷 李 杰
(1.馬鋼股份有限公司第三鋼軋總廠,安徽 馬鞍山 243011;2.安徽工業大學冶金工程學院,安徽 馬鞍山 243032)
S450J0鋼種H型鋼的屈服強度達到490 MPa以上,抗拉強度達到610 MPa以上,斷后伸長率大于20%,適用于香港、東南亞等地區深基坑建設,主要用作高層建筑基礎和主要承重結構制作[1- 3]。馬鋼股份公司第三鋼軋總廠一直采用微合金化技術生產該產品并長期占有著香港高強度H型鋼市場[4]。最近發現該廠生產的釩微合金化H型S450J0- T鋼在軋制后軋材的腹板表面有大量的裂紋,造成該鋼種軋后裂紋修磨率較高。為了弄清造成此問題的原因,主要分析了氮含量對釩微合金H型S450J0- T鋼鑄坯裂紋指數及軋材裂紋的影響;通過對煉鋼- 精煉- 連鑄各工序工藝進行優化,控制鋼中氮含量,提高了該品種鋼的質量。
1 生產工藝
1.1 生產工藝流程
S450J0- T鋼的生產工藝流程為:高爐鐵水→混鐵爐→65 t氧氣頂底復吹轉爐→吹氬站→65 t LF鋼包精煉爐→異形坯連鑄→軋制。其化學成分要求如表1所示。

表1 S450J0- T鋼的化學成分(質量分數)Table 1 Chemical composition of the S450J0- T steel (mass fraction) %
1.2 工序標準
1.2.1 轉爐冶煉
采用鐵水(~60 t)+廢鋼(10~12 t)的裝料制度,總裝入量控制在72 t左右。造渣:活性石灰2 000 kg、白云石1 000 kg、改質劑100 kg,采用單渣不留渣法操作。吹煉過程中造好渣,減少回磷、回硫量。出鋼時采用滑板擋渣出鋼,控制下渣量≤500 kg/爐;出鋼過程鋼包底吹氬。出鋼過程中加鋁和復合脫氧劑脫氧,用硅錳合金、硅鐵、釩鐵進行合金化。為了防止出鋼過程回磷、回硫,往鋼包中加入部分活性石灰。
1.2.2 爐外精煉
鋼包到達LF 處理站后,測溫定氧,強化對鋼水的脫氧,盡早實現白渣(堿度R≥2.8、渣中w(FeO)<0.5%),正常精煉時間內,白渣保持時間要≥10 min。渣料加入:加入一定數量的活性石灰、螢石及預熔精煉渣,2.5 min內加完。渣料加完后開始供電,初期主要以平穩化渣為主,采用低電壓供電;渣料熔化好后,在白渣精煉階段,采用大功率供電。
LF精煉過程吹氬采用分階段操作制度,加熱化渣階段氬氣流量控制在10~15 L/min;合金微調階段,當合金加入量≤30 kg/t時,氬氣流量為30~60 L/min,合金加入量>30 kg/t 時,氬氣流量控制在80~100 L/min。
1.2.3 連鑄
鋼包到中間包、中間包到結晶器全過程采用保護澆注,杜絕敞開澆注,同時防止水口細流現象的發生。拉坯速度按恒拉速澆注,拉速0.7~1.15 m/min;中間包使用碳化稻殼和鈣質覆蓋劑覆蓋;結晶器使用異形坯低合金鋼專用保護渣。
1.2.4 軋制
軋制工藝為:坯料加熱→BD軋制→萬能粗軋→萬能精軋→矯直→成品。加熱溫度1 200~1 250 ℃,控軋溫度低于960 ℃,終軋溫度高于830 ℃。
2 裂紋分析
通過對異形坯鑄坯進行扒皮檢查發現,在腹板偏R角處有一些細小裂紋,裂紋長度大部分在10~20 mm,裂紋指數在20 mm/m左右。典型的軋材腹板表面裂紋如圖1所示,可以看出:軋材上的裂紋深度約為754 μm,裂紋底部圓鈍,裂紋周圍有夾雜物質點;通過對夾雜物進行能譜分析(圖1(b)、1(c)),發現裂紋周圍夾雜物主要為鐵氧化物、硅錳酸鹽、碳氮化釩等;裂紋表面有脫碳,但是脫碳層不均勻,說明裂紋應該為連鑄坯上細小裂紋引起,并在軋制過程擴展形成,并且裂紋的形成很有可能與鋼中碳氮化釩的析出有關。
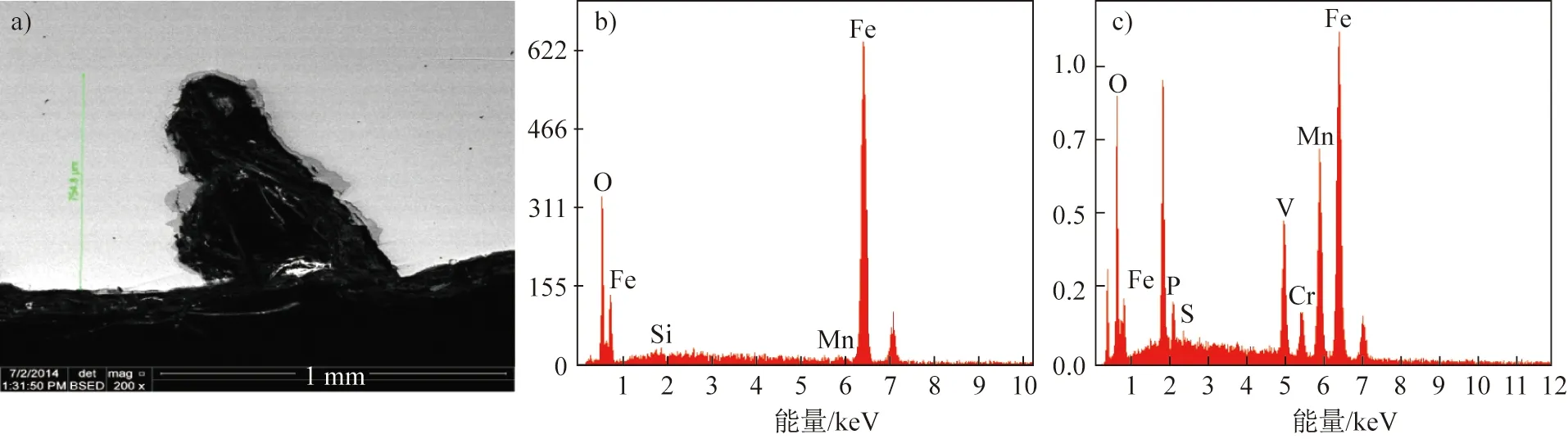
圖1 軋材上裂紋形貌(a)及夾雜物能譜分析(b、c)Fig.1 (a) Crack on the rolled material and (b,c) EDS analysis of inclution
3 鋼中氮含量的控制
3.1 鋼中氮含量的控制原因分析
利用熱力學計算軟件Thermo- calc中TCFE6數據庫中的PLOY- 6和POST模塊對S450J0- T鋼的平衡析出相圖進行熱力學計算,結果見圖2。從圖2(a)中可以看出,當鋼中氮的質量分數為0.012%時,鋼中V(C,N)析出溫度為1 120 ℃,720 ℃時完全析出;而圖2(b)則顯示,當鋼中氮的質量分數降至0.007%時,V(C,N)的析出溫度降至1 040 ℃,720 ℃左右時析出量達到最大。
Mintz等通過試驗研究發現,釩微合金鋼裂紋敏感性與鋼中[V]、[N]的乘積有關,當鋼中[V]×[N]<1.2×10- 3時,無論是提高[V]還是[N],對鋼的高溫塑性都不利[5- 6]。通過對馬鋼S450J0- T鋼氮含量進行統計分析發現,該鋼氮的平均質量分數在0.012%左右,鋼中[V]×[N]≈1.22×10- 3,因此為了改善該鋼種的高溫塑性,可以通過降低S450J0- T鋼中N含量的方法來降低V(C,N)的析出溫度,縮小第三脆性區的溫度區間,降低該鋼種對裂紋的敏感性。
對不同氮含量S450J0- T鋼鑄坯進行扒皮計算測量裂紋指數,統計結果如圖3所示。可以看出:當鋼中w[N]>0.01%時,鑄坯的裂紋指數為21.7 mm/m;w[N]=0.008%~0.01%時,鑄坯裂紋指數約為10.3 mm/m;鋼中w[N]<0.008%時,裂紋指數為4 mm/m左右。由此可知,氮含量對鑄坯扒皮后裂紋指數有著重要影響,要保證S450J0- T鋼的表面質量,控制表面裂紋,需要將鋼中氮的質量分數控制在0.008%以下。
3.2 鋼中氮含量的控制措施及結果
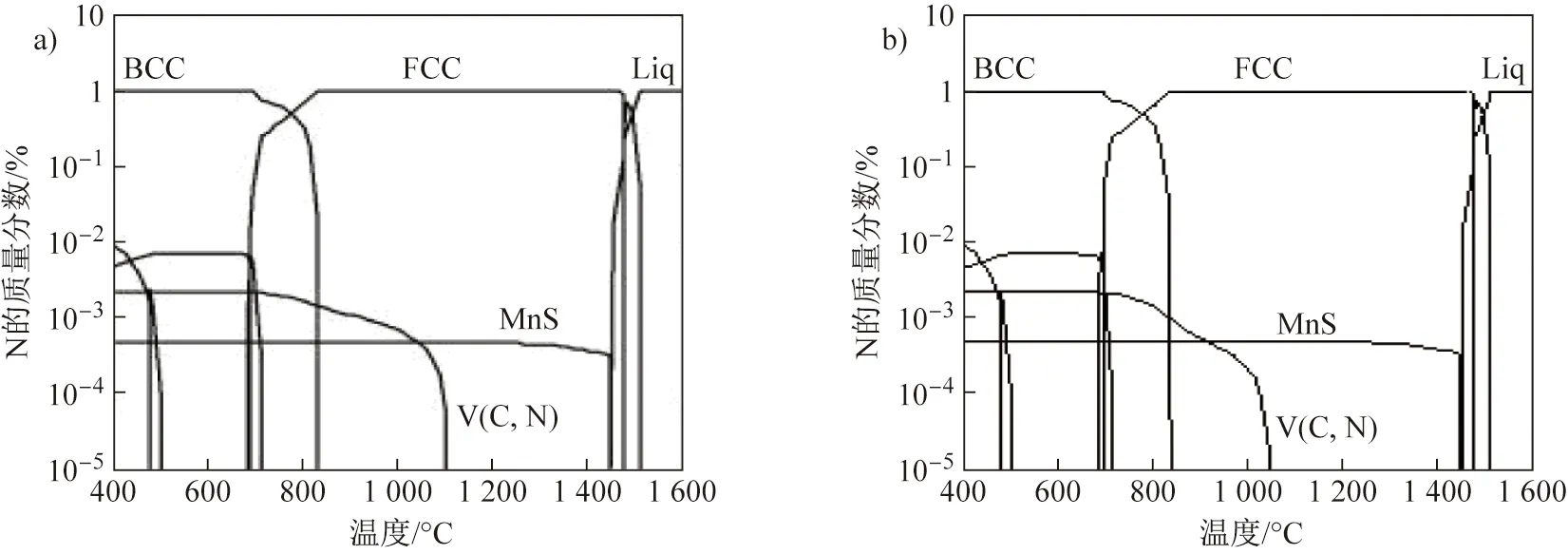
圖2 (a)w[N]=0.012%和(b)w[N]=0.007%時S450J0- T鋼中平衡析出相與溫度的關系Fig.2 Relationship between equilibrium precipitation phase and temperature for S450J0- T steel when the mass fraction of nitrogen is equal to (a) 0.012% and (b) 0.007%

圖3 S450J0- T鋼鑄坯裂紋指數隨含氮量的變化Fig.3 Crack index of S450J0- T steel slab as a function of nitrogen content
對S450J0- T鋼各冶煉工序的氮含量進行分析,結果如表2所示。可以看出:S450J0- T鋼出鋼過程增氮量為0.004 7%,增氮量相對較高;LF精煉過程增氮量為0.001 4%,連鑄過程增氮量為0.000 7%;其中增氮最為嚴重的是轉爐出鋼過程,其次是LF精煉過程。
針對上述冶煉過程增氮嚴重的現象,對轉爐- 精煉- 連鑄工序采取了如下措施進行優化控制。
(1)轉爐出鋼過程做好底吹控制,充分發揮底吹效果,嚴格控制出鋼時間和合金加入時間避免鋼液攪動,出鋼時及時加入石灰造渣保護液面不與空氣接觸以及出鋼后及時吹氬攪拌等[7]。
(2)精煉做好吹氬站和LF爐氬氣控制,避免鋼液裸露,LF造渣控制化渣快、埋弧效果好,加熱時保證爐內微正壓防止空氣吸入[8]。
(3)連鑄過程采用大包長套管氬封以及快換水口保護澆注工藝,避免鋼水與空氣接觸[9]。
經過上述工藝優化后, S450J0- T鋼中的氮含量如表2所示。轉爐出鋼過程增氮量為0.003 1%,較優化前降低了34.04%;LF精煉過程及連鑄過程的增氮量也有了一定程度的降低,最終成品氮質量分數基本可以控制在0.007 1%左右。

表2 工藝優化前后S450J0- T鋼各工序氮含量變化Table 2 Variation of nitrogen content during different processes for S450J0- T steel before and after process optimization
4 工藝優化后的產品質量
對采用上述工藝優化前后的S450J0- T異型坯扒皮裂紋指數變化情況進行分析,可以看出:工藝優化前、后連鑄坯扒皮后平均裂紋指數分別為21.7和3.2 mm/m,平均裂紋指數降低了18.5 mm/m,鑄坯表面裂紋情況有了很大程度的改善。
對工藝優化前后S450J0- T鋼軋材裂紋修磨率變化情況進行統計分析,可以看出:工藝優化前,該鋼種的裂紋修磨率為28%左右;經過工藝優化后,其裂紋修磨率降低為6%左右,裂紋修磨率顯著降低。以月產S450J0- T鋼4萬t計算,噸鋼修磨成本35元,修磨率降低帶來的直接經濟效益約30萬元/月,經濟效益顯著。
5 結論
(1)馬鋼三鋼軋總廠生產的釩微合金化S450J0- T鋼軋后腹板裂紋是由連鑄坯上細小裂紋引起,并在軋制中擴展形成,裂紋的形成與鋼中V(C、N)在晶界析出有關。
(2)鋼中氮含量對釩微合金S450J0- T鋼裂紋敏感性有重要影響,要保證S450J0- T鋼的表面質量,控制表面裂紋,需要將鋼中氮的質量分數控制在0.008%以下。
(3)通過轉爐—精煉—連鑄工序的工藝優化,可以使轉爐出鋼過程增氮量降低34.04%,LF精煉過程及連鑄過程的增氮量也有了一定程度的降低,最終成品氮質量分數基本可以控制在0.007 1%左右。
(4)經過生產工藝優化,S450J0- T鋼鑄坯表面裂紋情況有了很大程度的改善,軋材裂紋修磨率降低約22%,修磨率降低帶來的直接經濟效益顯著。
[1] 方金林,武玉利,李超.S450J0H型鋼樁生產實踐[J].江西冶金,2016,36(1):22- 26.
[2] 劉圣.淬火及回火工藝對S450J0高強度H型鋼組織和性能的影響[J].河南冶金,2014,22(1):30- 33.
[3] 袁龍兵.S450J0H型鋼的工藝優化[J].安徽冶金科技職業學院學報,2011,21(2):1- 3.
[4] 程鼎.微合金化技術在55CH型鋼中的應用[J].軋鋼,2008,25(3):31- 33.
[5] MINTZ B, ABUSHOSHA R. Influence of vanadium on hot ductility of steel [J]. Ironmaking and Steelmaking,1993,20:445- 452.
[6] CHEN B H,YU H. Hot ductility behavior of V- N and V- Nb microalloyed steels[J].International Journal of Minerals, Metallurgy and Materials,2012,19(6):525- 529.
[7] 蘇小利,劉文飛.260 t復吹轉爐底吹模式及鋼水增氮的研究[J].煉鋼,2011,27(6):31- 33.
[8] 言若璞,錢丹丹,陳志月,等.提高LF爐精煉效率的途徑[J].世界有色金屬,2016(7):82- 83.
[9] 張勝生,楊君勝,周懷斌,等.連鑄中間包定徑水口快速更換保護澆注技術[J].山東冶金,2001,24(2):67- 69.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
